



1 ę²čį
╣ż╦ć╣▄└ĒĖ▓╔w«a(ch©Żn)ŲĘįO(sh©©)ėŗĪó╔·«a(ch©Żn)ĪóõN╩█║═Ę■äš(w©┤)Ą─╚½▀^│╠Ż¼Č°ųŲįņŲ¾śI(y©©)ę¬┐žųŲĄ─ĻP(gu©Īn)µI╩Ū╔·«a(ch©Żn)¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒĪŻ¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒĄ──┐Ą─╩ŪīŹ¼F(xi©żn)Š½ęµ╔·«a(ch©Żn)Ż¼į÷╝ėŲ¾śI(y©©)╔·«a(ch©Żn)╚ßąįŻ¼ūĘŪ¾┴Ń╚▒Ž▌║═┴Ń▓╗┴╝Ż¼ÅŖš{(di©żo)ĘŪīŻÖz╚╦åTĄ─┘|(zh©¼)┴┐▒ŻūC─▄┴”Ż¼═©▀^▀^│╠┐žųŲ▒ŻūC«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼Ųõā×(y©Łu)┴ėų▒Įėė░ĒæŲ¾śI(y©©)╚½├µ┘|(zh©¼)┴┐╣▄└ĒĄ─ą¦─▄ĪŻ
▒Š╬─Š═▄Ŗ╣żļx╔óą═ųŲįņŲ¾śI(y©©)ČÓŲĘĘNĪóąĪ┼·┴┐Īóå╬╝■║═░┤╚╬äš(w©┤)╔·«a(ch©Żn)Ą─╠žš„Ż¼ęį╝░┤¾▓┐Ęų╔·«a(ch©Żn)ą┼ŽóĪó╣▄└Ēą┼Žó╚į┐┐╩ųīæ═Ļ│╔Ą─¼F(xi©żn)ĀŅŻ¼Š═▓╗═¼īė├µĪó▓╗═¼ŅÉäeą┼Žó╣▄└Ē▄ø╝■ŽÓ╗ź╣┬┴ó╣▓┤µČ°įņ│╔įSČÓįŁ╩╝ą┼ŽóųžÅ═▌ö╚ļĪóĘ┤Å═ŠÄ▌ŗĄ─▒ūČ╦Ż¼╠ß│÷ęįŚl┤a╝╝ąg(sh©┤)×ķ╗∙ĄA(ch©│)╝~ĦŻ¼ūī«a(ch©Żn)ŲĘÅ─įŁ▓─┴ŽĄĮūŅĮK═Ļ│╔╔·«a(ch©Żn)Į╗ĖČ╝░Į╗ĖČ║¾Ą─å¢Ņ}Ę┤üĄ╚ę╗ŽĄ┴ąöĄ(sh©┤)ō■(j©┤)ą┼Žóį┌å╬╬╗īė├µĪó▄ćķgīė├µĘų╬╗«a(ch©Żn)╔·Īóģf(xi©”)═¼╩╣ė├Ż¼▓óūŅĮKīŹ¼F(xi©żn)«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)Ą─ļŖūė╗»Ż¼╠ßĖ▀╣ż╦ć¼F(xi©żn)ł÷╣▄└ĒĄ─┘|(zh©¼)┴┐▒ŻūC─▄┴”ĪŻ
2 Śl┤a╝╝ąg(sh©┤)║åĮķ
Śl┤a╩ŪīóŠĆŚl┼c┐š░ū░┤ššę╗Č©Ą─ŠÄ┤aęÄ(gu©®)ätĮM║ŽŲüĒĄ─Ę¹╠¢Ż¼ė├ęį┤·▒Ēę╗Č©Ą─ūų─ĖĪóöĄ(sh©┤)ūųĄ╚┘Y┴ŽŻ¼╦³─▄×ķ▒╗ś╦ūR╬’╠ß╣®╬©ę╗Ą─Ī░╔ĒĘ▌ūC├„Ī▒ĪŻŚl┤aĘųę╗ŠS┤a(One Dimensional BarcodeŻ¼1D)║═Č■ŠS┤a(Two Dimensional BarcodeŻ¼2D)ā╔ĘNĪŻę╗ŠS┤a╚▌╝{ą┼Žó┴┐╠½╔┘Ż¼▓╗─▄ØMūŃå╬╬╗ąĶŪ¾Ż¼Č°Č■ŠS┤a┤µā”┴┐┤¾Īó▒Ż├▄ąį║├Ż¼╝┤─▄ØMūŃ«a(ch©Żn)ŲĘ├Ķ╩÷ę¬Ū¾Ż©┼·┤╬Īóą“┴ą╠¢Īó├¹ĘQĪółD╠¢Īó╦∙ī┘ą═╠¢Ą╚ą┼ŽóŻ®Ż¼ėų─▄├ōļxėŗ╦ŃÖCŠW(w©Żng)Įj(lu©░)║═öĄ(sh©┤)ō■(j©┤)Äņ╩╣ė├Ż¼ī”é}ÄņĄ╚¼F(xi©żn)ł÷¤oļŖ─X┐═æ¶Č╦Ą─ł÷Ąž╩╣ė├ėą║▄┤¾¼F(xi©żn)īŹęŌ┴xŻ¼╦∙ęį▒Š╬─▀xė├Č■ŠSŚl┤aĪŻ
Śl┤aŽĄĮy(t©»ng)ę╗░ŃĮM│╔Ż║Śl┤aÖC(Barcode Printer)Ż║┤“ėĪŚl┤aŻ╗Śl┤aÆ▀├ĶŲ„(Barcode Reader╗“Scanner)Ż║ūxŚl┤aŻ╗ŠÄ┤aŲ„(Encoder)║═ĮŌ┤aŲ„(Decoder)Ż║ė├ė┌┘Y┴Ž┼cŚl┤aķgĄ─┤a▐D(zhu©Żn)ōQŻ╗æ¬(y©®ng)ė├│╠ą“Įń├µ(API)Ż║ė├ė┌═¼▓┘ū„╚╦åTĄ─Į╗╗źŻ¼┐╔Ė∙ō■(j©┤)å╬╬╗«a(ch©Żn)ŲĘ╠ž³c▀Mąąūįų„ķ_░l(f©Ī)ĪŻ
║åå╬Śl┤a╩╣ė├┴„│╠╚ńłD1╦∙╩ŠŻ║
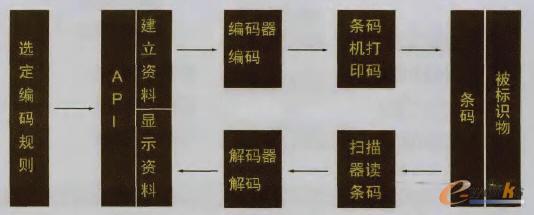
łD1 ║åå╬Śl┤a╩╣ė├┴„│╠łD
Śl┤a╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├×ķą┼Žó╗»ŲĮ┼_╔ŽöĄ(sh©┤)ō■(j©┤)«a(ch©Żn)╔·Īó┴„▐D(zhu©Żn)Īó▒Ż┤µĪóš{(di©żo)ė├Ą╚╠ß╣®┴╦Įė┐┌║═ĶĆ│ūŻ¼╩ŪŲ¾śI(y©©)ģf(xi©”)═¼öĄ(sh©┤)ō■(j©┤)ÄņĮ©┴óĄ─╗∙ĄA(ch©│)Ż¼╩Ū╣ż╦ć¼F(xi©żn)ł÷╣▄└ĒĄ─ėąą¦╣żŠ▀ĪŻ
3 Ų¾śI(y©©)öĄ(sh©┤)ō■(j©┤)ģf(xi©”)═¼╣▄└Ē
▄Ŗ╣żųŲįņå╬╬╗ų„ę¬ę└┐┐Šųė“ŠW(w©Żng)╝░ŽÓĻP(gu©Īn)ė▓╝■║═ERPĪóMESĪóCAPP╝░CADĄ╚▄ø╝■īŹ¼F(xi©żn)Ų¾śI(y©©)öĄ(sh©┤)ō■(j©┤)Ą─ģf(xi©”)═¼╣▄└ĒŻ¼▒Š╬─╠ß│÷ęįĖ„ą═╠¢«a(ch©Żn)ŲĘBOM(Bill of Material)╬’┴ŽŪÕå╬╗“«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)śõ×ķ┐“╝▄Ż¼Į©┴óą┼Žó╗»ŲĮ┼_╔ŽĖ„æ¬(y©®ng)ė├▄ø╝■Ą─ģf(xi©”)═¼öĄ(sh©┤)ō■(j©┤)ÄņĪŻ
ERP(EntERPrise Resource PlanningŲ¾śI(y©©)┘Yį┤ėŗäØ)Ż║ī┘ė┌å╬╬╗╝ēĒöīė╣▄└ĒŽĄĮy(t©»ng)Ż¼Įy(t©»ng)╗I╣▄└ĒĖ„▓┐ķTĪóĖ„īė┤╬æ¬(y©®ng)ė├▄ø╝■ŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)ą┼ŽóŻ¼ę╗░Ń░³║¼╬’┴Ž╣▄└ĒĪóėåå╬╣▄└ĒĪó╔·«a(ch©Żn)╣▄└ĒŻ¼Äņ┤µ╣▄└ĒĪóõN╩█╣▄└ĒĪóžöäš(w©┤)╣▄└ĒĪó«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)Īó╚╦┴”┘Yį┤Ą╚ų„ę¬╣”─▄─ŻēKĪŻ
MES(Manufacturing Execution SystemųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng))Ż║ī┘ė┌▄ćķgīė├µ╣▄└ĒŽĄĮy(t©»ng)Ż¼ī”Ž┬Ż¼╝»│╔─®Č╦öĄ(sh©┤)ō■(j©┤)▓╔╝»įO(sh©©)éõ║═ę╗ŠĆ╚╦åTŻ¼ī”ėŗäØĪó▓─┴ŽĪóįO(sh©©)éõĪó«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ą┼ŽóĄ╚▀MąąöĄ(sh©┤)ō■(j©┤)▓╔╝»║═ŠC║Ž╣▄└ĒŻ¼ī”╔ŽŻ¼╝»│╔ERPŻ¼ł╠(zh©¬)ąąŲõėŗäØųĖ┴ŅŻ¼▓óĘ┤ü╔·«a(ch©Żn)¼F(xi©żn)ł÷ą┼ŽóŻ¼ęį▒Ń╝░Ģr╠Ä└ĒĪŻ
CAPP(Computer Aided Process Planningėŗ╦ŃÖC▌oų·╣ż╦ćŠÄųŲ)║═CAD(Computer Aided Designėŗ╦ŃÖC▌oų·įO(sh©©)ėŗ)Ż║═©▀^BOM┼cERPĪóMES▀Mąą╝»│╔╩╣ė├Ż¼╩╣ŽÓĻP(gu©Īn)╣ż╦ć╬─╝■║═łDśė─▄ē“į┌Ą┌ę╗ĢrķgųĖī¦«a(ch©Żn)ŲĘĄ─╔·«a(ch©Żn)Ż¼▓ó▒Ńė┌▓ķįāĪóŠÄųŲĪóĖ³Ė─║═┤“ėĪĄ╚ĪŻ
4 ļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³Ą─Į©┴ó
4.1 ļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³Į©įO(sh©©)ŲĮ┼_
ļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³Į©┴óĄ─ŲĮ┼_ęÄ(gu©®)äØ╚ńłD2╦∙╩ŠŻ¼öĄ(sh©┤)ō■(j©┤)░³Ą─ļŖūė╗»╩Ū╚½├µ┘|(zh©¼)┴┐╣▄└Ēį┌å╬╬╗ą┼Žó╗»ŲĮ┼_╔ŽĄ─ęÄ(gu©®)äØĪó┬õīŹĪŻļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³ā╚(n©©i)╚▌īóęį«a(ch©Żn)ŲĘą═╠¢Īó┼·┤╬ĪółD╠¢╗“├¹ĘQ×ķā”┤µą┼Žó▒ĒŻ¼«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Ą─▀ē▌ŗĻP(gu©Īn)ŽĄ(BOM)×ķ┐“╝▄Ż¼ęįįŁ┴Žą┼ŽóĪóėŗäØą┼ŽóĪó╣ż╦ćą┼ŽóĪó┘|(zh©¼)┴┐ą┼ŽóĄ╚ā╚(n©©i)╚▌×ķĒŚ─┐┤µā”ĄĮģf(xi©”)═¼öĄ(sh©┤)ō■(j©┤)ÄņųąŻ¼ūŅĮK┐╔ĘųŅÉ▓ķįā║═┤“░³┤µÖnĪŻ
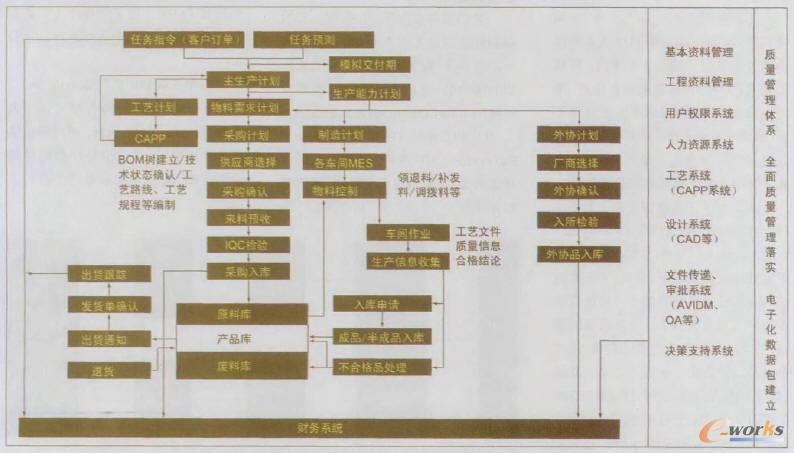
łD2 ļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³Į©įO(sh©©)ŲĮ┼_ęÄ(gu©®)äØłD
ė╔łD2┐╔ų¬Ż¼ėŗäØą┼Žó▓╗ąĶ┼c«a(ch©Żn)ŲĘīŹ╬’ėąĮ╗╗źĻP(gu©Īn)ŽĄŻ¼į┌ą┼Žó╗»ŲĮ┼_╔Ž╝┤┐╔═Ļ│╔Ż¼╚╗Č°«a(ch©Żn)ŲĘĄ─īŹ¼F(xi©żn)▀^│╠Īó▒Ż┤µ║═Į╗ĖČĄ╚╩Ūą┼Žó╗»ŲĮ┼_║═öĄ(sh©┤)ō■(j©┤)Äņī”«a(ch©Żn)ŲĘīŹ╬’Ą─īŹĢrĖ·█Ö║═▒O(ji©Īn)┐žŻ¼ąĶį┌«a(ch©Żn)ŲĘīŹ╬’┴„▐D(zhu©Żn)▀^│╠Ą─Ė„éĆ³c╬╗║═╔·«a(ch©Żn)▀^│╠Ą─Ė„Ą└╣żą“═©▀^ŽÓĻP(gu©Īn)Šųė“ŠW(w©Żng)┐═æ¶Č╦╝░▄ø╝■┼c«a(ch©Żn)ŲĘīŹ╬’▀MąąĮ╗╗źĪŻ×ķ▀_│╔╔·«a(ch©Żn)ėąą“Īó┘|(zh©¼)┴┐┐╔┐žĪóöĄ(sh©┤)ō■(j©┤)ÄņūŅ║å╗»║═ą┼ŽóīŹĢrĄ──┐Ą─Ż¼«a(ch©Żn)ŲĘīŹ╬’ąĶę¬─▄▒╗ą┼Žó╗»ŲĮ┼_▒µūRĄ─╬©ę╗æ{ūCŻ¼╝┤Śl┤aĪŻ
4.2 ėŗäØ╝░Ū░Ų┌£╩éõ
«a(ch©Żn)ŲĘėŗäØ▀^│╠║å╩÷Ż©ŽĄĮy(t©»ng)▀\ąą░┤å╬╬╗┘|(zh©¼)┴┐¾wŽĄ╬─╝■ęÄ(gu©®)Č©▀MąąŻ¼žöäš(w©┤)Ą╚▀^│╠ØB═ĖŲõųąŻ®Ż╗
1)┤_┴ó╚╬äš(w©┤)┤·╠¢ĪóĖ∙ō■(j©┤)╚╬äš(w©┤)ą┼ŽóųŲČ©«a(ch©Żn)ŲĘ╔·«a(ch©Żn)ų„ėŗäØŻ¼ėŗäØ▓┐ķT╝░╝╝ąg(sh©┤)▓┐ķTĖ∙ō■(j©┤)å╬╬╗╔·«a(ch©Żn)─▄┴”Ż¼┤_Č©ūįąą╔·«a(ch©Żn)║══Ōģf(xi©”)╝ė╣żĄ─ĘųŅÉĄ╚Ż╗
2)╣ż╦ć▓┐ķTĖ∙ō■(j©┤)«a(ch©Żn)ŲĘłDśėĮ©┴óBOMŻ¼┤_šJ«a(ch©Żn)ŲĘ╝╝ąg(sh©┤)ĀŅæB(t©żi)ĪóŠÄųŲ╣ż╦ć▒ŻūCŻ«╣ż╦ć┬ĘŠĆĪó╣ż╦ćęÄ(gu©®)│╠Ą╚╚½╠ū╝╝ąg(sh©┤)╬─╝■Ż╗
3)┘|(zh©¼)┴┐╣▄└Ē▓┐ķTŠÄųŲ┘|(zh©¼)┴┐▒ŻūC╬─╝■Ż¼▓óĖ∙ō■(j©┤)╣ż╦ćęÄ(gu©®)│╠Ą╚╝╝ąg(sh©┤)╬─╝■Ż¼ŠÄųŲÖz“×ėøõø─Ż░ÕŻ¼▒Ż┤µĄĮöĄ(sh©┤)ō■(j©┤)ÄņųąŻ╗
4)ųŲČ©«a(ch©Żn)ŲĘŠ▀¾w╔·«a(ch©Żn)ėŗäØĪóįŁ▓─┴Žėå┘ÅėŗäØĪó═Ōģf(xi©”)ėŗäØĄ╚Ż╗
5)Ė∙ō■(j©┤)BOMųąĮY(ji©”)śŗ(g©░u)ĻP(gu©Īn)ŽĄŻ¼┤_┴óŚl┤aŠÄ┤aęÄ(gu©®)ätĪŻ
4.3 «a(ch©Żn)ŲĘīŹ¼F(xi©żn)▀^│╠ĪóĮ╗ĖČ║═Į╗ĖČ║¾Ą─Ę■äš(w©┤)
4.3.1 įŁ▓─┴Ž╚ļÄņ
░┤ėŗäØĪóBOM║═╣ż╦ć┬ĘŠĆę¬Ū¾Ż¼┘Åų├įŁ▓─┴ŽĪŻįŁ▓─┴ŽŅA╩š║¾▀Mąą╚ļÄņÅ═“ׯ¼║ŽĖ±║¾╚ļįŁ▓─┴Žé}ÄņĪŻį┌╚ļÄņ▀^│╠ųąŻ¼╔µ╝░ĄĮā╔éĆÄņ▒ĒŻ║įŁ▓─┴ŽĘųŅÉ╚ļÄņ▒ĒĪóįŁ▓─┴ŽÄņ┤µą┼Žó▒ĒĪŻĘųŅÉ╚ļÄņ▒Ēė├ė┌┤µā”įŁ▓─┴ŽĘųŅÉ╚ļÄņą┼ŽóŻ¼▒Ńė┌║¾└m(x©┤)▓ķįā║═Öz╦„Ż¼╚ńįŁ▓─┴Ž┼Ų╠¢ĪóęÄ(gu©®)Ė±Ą╚ĪŻÄņ┤µą┼Žó▒Ēųą┤µā”įŁ▓─┴ŽÄņ┤µą┼ŽóŻ¼╚ńįŁ▓─┴ŽŚl┤aĪóÄņ┤µ╬╗ų├ĪóÄņ┤µöĄ(sh©┤)┴┐╝░ī”æ¬(y©®ng)┼·┤╬║═╚ļÄņĢrķgĪó▓─┴Ž╔·«a(ch©Żn)ÅS╝ęĪó▓─┴Ž╝╝ąg(sh©┤)Śl╝■Īó▓─┴ŽĀt╠¢╝░╚ļ╦∙Å═“×ŪķørĄ╚ą┼ŽóĪŻŠ▀¾wįŁ▓─┴Ž╚ļÄņĒśą“ęŖłD3ĪŻ╦∙ėąą┼Žóīó╝»│╔ų┴å╬╬╗ą┼Žó╗»ŲĮ┼_╔Ž(ERP)Ż¼ė├æ¶┐╔Ė∙ō■(j©┤)▓╗═¼Ą─ÖÓ(qu©ón)Ž▐ī”å╬╬╗įŁ▓─┴Žą┼Žó▀Mąą▓ķįāĪŻ
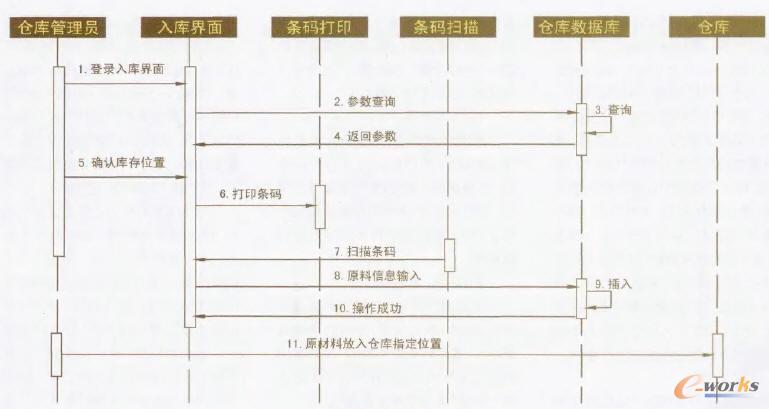
łD3 įŁ▓─┴Ž╚ļÄņĒśą“łD
4.3.2 ŅI(l©½ng)┴Ž
Ė∙ō■(j©┤)ERP╗“MESŽ┬▀_Ą─ųĖ┴Ņ║═ę¬╔·«a(ch©Żn)┴Ń╝■Ą─┼·┤╬Īóą═╠¢ĪółD╠¢Īó▓─┴Ž┼Ų╠¢ĪóęÄ(gu©®)Ė±Ą╚ą┼ŽóųŲū„║¼Śl┤aĄ─ŅI(l©½ng)┴Ž╔Ļšłå╬Ż¼▓ó═©▀^Šųė“ŠW(w©Żng)é„╦═ŅI(l©½ng)┴Žą┼Žóų┴ŽÓĻP(gu©Īn)é}ÄņŻ¼ŅI(l©½ng)┴ŽåTæ{ŅI(l©½ng)┴Ž╔Ļšłų┴é}ÄņŅI(l©½ng)┴ŽĪŻŅI(l©½ng)┴Ž▀^│╠╔µ╝░ā╔éĆöĄ(sh©┤)ō■(j©┤)Äņ▒ĒŻ║įŁ▓─┴ŽÄņ┤µą┼Žó▒ĒĪóįŁ▓─┴Ž│÷Äņą┼Žó▒ĒĪŻŅI(l©½ng)┴ŽųąĖ∙ō■(j©┤)ŅI(l©½ng)┴Žå╬Śl┤a╔·│╔įŁ▓─┴Ž│÷Äņą┼Žó▒ĒŻ¼ŅI(l©½ng)┴Ž║¾Ė³ą┬įŁ▓─┴ŽÄņ┤µą┼Žó▒ĒĪŻé}Äņ╣▄└ĒåTĖ³Ė─ŅI(l©½ng)┴Žå╬ųą╩Ūʱ═Ļ│╔ŅI(l©½ng)┴ŽĄ─ĀŅæB(t©żi)Ż¼▓óīóŽÓæ¬(y©®ng)Ą─įŁ▓─┴ŽŚl┤aĻP(gu©Īn)┬ō(li©ón)ĄĮŅI(l©½ng)┴Ž╔Ļšłå╬ųąŻ¼ūŅ║¾īó┼c╔Ļšłå╬ŽÓ═¼Ą─Śl┤a┤“ėĪŻ¼▓óĖĮį┌░l(f©Ī)│÷Ą─┴Ž╔ŽĪŻ
4.3.3 ┴Ń╝■╔·«a(ch©Żn)
▄ćķg═©▀^Æ▀├ĶüĒ┴ŽŚl┤a┤_šJ┴Ń╝■įŁ┴Žš²┤_Ż¼═©▀^MESš{(di©żo)ė├«a(ch©Żn)ŲĘ╔·«a(ch©Żn)╣ż╦ćęÄ(gu©®)│╠║═Öz“×ėøõø┐©Ų¼Ż¼īó▀^│╠öĄ(sh©┤)ō■(j©┤)ėøõø═Ļ│╔Ż©┐╔ė╔─®Č╦öĄ(sh©┤)ō■(j©┤)▓╔╝»Ų„║═╚╦╣żÖz£yõø╚ļĮY(ji©”)║Ž═Ļ│╔Ż®ĪŻ╔·«a(ch©Żn)▀^│╠ųą░l(f©Ī)╔·┘|(zh©¼)┴┐å¢Ņ}Ż¼┐╔═©▀^Avidm╗“OAĄ╚▄ø╝■═Ļ│╔▓╗║ŽĖ±ŲĘĄ─īÅ└ĒŻ¼▓óīóŽÓĻP(gu©Īn)ą┼Žó▒Ż┤µĄĮöĄ(sh©┤)ō■(j©┤)ÄņĪŻ
4.3.4 ┴Ń╝■╚ļÄņ
┴Ń╝■╚ļÄņ▀^│╠╔µ╝░ā╔éĆöĄ(sh©┤)ō■(j©┤)ÄņŻ║«a(ch©Żn)ŲĘ╚ļÄņ▒ĒĪó«a(ch©Żn)ŲĘÄņ┤µą┼Žó▒ĒĪŻ╚ļÄņ▒Ēā╚(n©©i)╚▌░³└©Ż║«a(ch©Żn)ŲĘ╔·«a(ch©Żn)┼·┤╬Īóą═╠¢ĪółD╠¢Īó├¹ĘQĪóöĄ(sh©┤)┴┐Ą╚Ż¼«a(ch©Żn)ŲĘÄņ┤µą┼Žó▒Ēā╚(n©©i)╚▌║¼Ż║Äņ┤µ╬╗ų├Īó┐éöĄ(sh©┤)┴┐Īó«a(ch©Żn)ŲĘłD╠¢Īó«a(ch©Żn)ŲĘŚl┤aĪó╚ļÄņĢrķgĄ╚ĪŻ
4.3.5 čb┼õ╔·«a(ch©Żn)
čb┼õė├┴Ń╝■ŅI(l©½ng)╚Ī═¼įŁ┴ŽŅI(l©½ng)╚ĪĒśą“ĪŻčb┼õĢrŻ¼Ė∙ō■(j©┤)BOMĮY(ji©”)śŗ(g©░u)Ż¼┤“ėĪŚl┤aŻ¼▓óīóė├ė┌čb┼õĄ─┴Ń╝■ą┼Žó┼cų«ĻP(gu©Īn)┬ō(li©ón)Ż¼čb┼õĢr═¼śėš{(di©żo)ė├╣ż╦ćęÄ(gu©®)│╠║═Öz“×ėøõø┐©Ż¼▓óīó═Ļ│╔Ą─öĄ(sh©┤)ō■(j©┤)ą┼Žó▒Ż┤µĄĮöĄ(sh©┤)ō■(j©┤)ÄņĪŻ
4.3.6 ĻP(gu©Īn)Īóųž╝■ś╦ūR
ąĪ┼·┴┐╔·«a(ch©Żn)ĢrŻ¼¤o╠ž╩Ōę¬Ū¾Ą─┐╔░┤┼·┤╬▀MąąöĄ(sh©┤)ō■(j©┤)ėøõøŻ¼╚ńėą╠ž╩Ōę¬Ū¾╗“×ķĻP(gu©Īn)Īóųž╝■ų«ĻP(gu©Īn)ųž╠žąįĄ─Ż¼Śl┤aŠÄ┤aĢrę¬į÷╝ėą“┴ą╠¢╬╗Ż¼×ķ├┐╝■«a(ch©Żn)ŲĘĮ©┴ó╬©ę╗ś╦ūRŻ¼▓óėøõøī”æ¬(y©®ng)öĄ(sh©┤)ō■(j©┤)ą┼ŽóĪŻ
4.3.7 «a(ch©Żn)ŲĘįuīÅ£╩éõ
┤_šJ╔·«a(ch©Żn)╚╬äš(w©┤)═Ļ│╔Ż¼ųŲČ©öĄ(sh©┤)ō■(j©┤)░³Į©┴óėŗäØĪóš¹└ĒĪó║╦ī”Īó┤“░³«a(ch©Żn)ŲĘ╔·«a(ch©Żn)▀^│╠ųąĄ─╦∙ėąŽÓĻP(gu©Īn)ą┼ŽóŻ¼Ė∙ō■(j©┤)įŁ╩╝┘Y┴ŽŻ¼ŠÄīæ«a(ch©Żn)ŲĘ╔·«a(ch©Żn)┘|(zh©¼)┴┐ł¾ĖµŻ¼įuīÅł¾ĖµĪó┘|(zh©¼)┴┐ūC├„╬─╝■Ą╚ĪŻ
4.3.8 «a(ch©Żn)ŲĘ╚ļÄņ
«a(ch©Żn)ŲĘ═¼┴Ń╝■╚ļÄņĪŻ
4.3.9 «a(ch©Żn)ŲĘįuīÅ
▀Mąą«a(ch©Żn)ŲĘ│÷ÅSįuīÅĪŻ
4.3.10 ┤²▐k╩┬ĒŚ
═©▀^ERPĮ©┴óįuīÅĢ■┤²▐k╩┬ĒŚ═Ļ│╔ėŗäØŻ¼┤_šJžōž¤╚╦╝░═Ļ│╔╣Ø(ji©”)³cĪŻ
4.3.11 «a(ch©Żn)ŲĘĮ╗ĖČ
┤_šJ«a(ch©Żn)ŲĘ╦∙ėąŽÓĻP(gu©Īn)╩ų└m(x©┤)²R╚½Ż¼«a(ch©Żn)ŲĘ│÷ÄņĪó│÷ÅSĪŻ
4.3.12 Į╗ĖČ║¾Ą─Ę■äš(w©┤)
īó«a(ch©Żn)ŲĘĮ╗ĖČ║¾░l(f©Ī)╔·Ą─┘|(zh©¼)┴┐å¢Ņ}Ą╚ča│õĄĮöĄ(sh©┤)ō■(j©┤)ÄņŻ¼ą╬│╔═Ļš¹Ą─«a(ch©Żn)ŲĘļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³ĪŻ
5 īŹ█`│╔╣¹╝░Ė─▀MĘĮŽ“
×ķ═Ų▀M¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒĄ─ą┼Žó╗»Į©įO(sh©©)Ż¼╠ßĖ▀Ų¾śI(y©©)╚½▀^│╠┘|(zh©¼)┴┐┐žųŲ─▄┴”Ż¼╣Pš▀╦∙į┌å╬╬╗į┌ė▓╝■Śl╝■▌^║├Ą─ÖC╝ė╣żųąą─▀Mąą┴╦MESĄ─įć▀\ąąĪŻīŹ¼F(xi©żn)┴╦═Č«a(ch©Żn)ėŗäØĪóū„śI(y©©)ėŗäØĪó┼╔╣żĪó╔·«a(ch©Żn)┴„│╠╣żą“┐žųŲŻ©░³└©▓┘ū„╝░Öz“׹┼ŽóĄ─õø╚ļĄ╚Ż®ĪóĮKÖz═Ļ╣żĄ╚╣żū„Ą─ą┼Žó╗»Ż¼▓ó─▄ī”ŽÓĻP(gu©Īn)ĘųŅÉą┼Žó▀MąąĮy(t©»ng)ėŗĘų╬÷ĪŻMESĄ─įć▀\ąąŻ¼Å─å╬į¬ł╠(zh©¬)ąąŽĄĮy(t©»ng)ĘĮ├µėĪūC┴╦öĄ(sh©┤)ō■(j©┤)░³ļŖūė╗»Ą─┐╔ąąąįŻ¼Ą½═¼śėę▓░l(f©Ī)¼F(xi©żn)┴╦ę╗ą®å¢Ņ}Ż¼¼F(xi©żn)īóĮø(j©®ng)“×┐éĮY(ji©”)╚ńŽ┬Ż║
1)MESĄ─▌ö╚ļŻ©░³└©╣ż╦ćĪó┬Ę┐©ĪóŽÓĻP(gu©Īn)ėøõø▒ĒĖ±Ą╚Ż®╔ą▓╗─▄┼cų«╝»│╔Ż¼╚į┼fę└┐┐╩ųäėõø╚ļŻ¼╦∙ęįŻ¼ę╗éĆ╗“öĄ(sh©┤)éƬÜ┴óå╬į¬Ą─ą┼Žó╗»▓╗─▄īŹ¼F(xi©żn)¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒĄ─š¹¾w╠ß╔²Ż¼ŠųŽ▐┴╦╚½▀^│╠┘|(zh©¼)┴┐╣▄└ĒĄ─▀B└m(x©┤)ąįĪŻą┼Žó╗»Į©įO(sh©©)ę╗Č©ę¬Įy(t©»ng)╗IęÄ(gu©®)äØŻ¼▀xė├═¼śė▄ø╝■ķ_░l(f©Ī)ŲĮ┼_╔ŽĄ─╣▄└Ē╗“ł╠(zh©¬)ąąŽĄĮy(t©»ng)ĪŻę“×ķERP┼cCAPPĪóMESĄ╚─ŻēKĄ─╝»│╔ų┴ĻP(gu©Īn)ųžę¬Ż¼ę¬īŹ¼F(xi©żn)«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)░³Ą─ļŖūė╗»Ż¼Š═▒žĒÜ╩╣Ą├BOMšµš²ŲĄĮ╝~Ħ╝░┐“╝▄ū„ė├Ż¼▀BĮė▓╗═¼Ą─╣”─▄─ŻēKŻ¼ų¦ō╬ę╗éĆą═╠¢Ą─╦∙ėąŽÓĻP(gu©Īn)«a(ch©Żn)ŲĘŻ╗
2)ą┼Žó╗»Į©įO(sh©©)╩Ūę╗éĆ│ų└m(x©┤)Ė─▀MĄ─▀^│╠Ż¼╦∙ęįę¬Ū¾Ż║ę╗╩ŪŲĮ┼_ę¬ĮoĖ„ŽĄĮy(t©»ng)┴¶ėą▓╗öÓ═Ļ╔ŲĄ─┐šķgŻ╗Č■╩ŪŲĮ┼_ĪóŽĄĮy(t©»ng)ķ_░l(f©Ī)Ą─║╦ą─╝╝ąg(sh©┤)æ¬(y©®ng)įōšŲ╬šį┌▒Šå╬╬╗╩ųųąĪŻ
6 ĮY(ji©”)╩°šZ
¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒĄ─ą┼Žó╗»Į©įO(sh©©)ī”ė┌║Į╠ņųŲįņŲ¾śI(y©©)ų┴ĻP(gu©Īn)ųžę¬ĪŻ╩ūŽ╚Ż¼╦³─▄ē“▀mæ¬(y©®ng)▄Ŗ╣żŲ¾śI(y©©)«a(ch©Żn)ŲĘŅÉą═ČÓŻ¼«a(ch©Żn)ŲĘöĄ(sh©┤)┴┐╔┘Īó╝╝ąg(sh©┤)ĀŅæB(t©żi)ČÓūāĪóėŗäØš{(di©żo)š¹ŅlĘ▒Īó┘|(zh©¼)┴┐┐žųŲę¬Ū¾Ė▀Ą╚Å═ļs╔·«a(ch©Żn)Łh(hu©ón)Š│Ż¼šµš²▀_│╔«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)░³Ą─═Ļš¹ąįĪó£╩┤_ąįę¬Ū¾ĪŻŲõ┤╬Ż¼ļŖūė╗»öĄ(sh©┤)ō■(j©┤)░³─▄īó«a(ch©Żn)ŲĘ╦∙ėąŽÓĻP(gu©Īn)ą┼Žó╝░ĢrĪó═Ė├„Ąžš╣¼F(xi©żn)│÷üĒŻ¼╩╣öĄ(sh©┤)ō■(j©┤)░³į┌▀^│╠┐žųŲųąŻ¼ŲĄĮŅAĘ└║═╝░Ģr╠Ä└Ē┘|(zh©¼)┴┐å¢Ņ}Ą─ū„ė├Ż╗į┌«a(ch©Żn)ŲĘš¹éĆ╔·├³ų▄Ų┌ųąŻ¼ŲĄĮ┘|(zh©¼)┴┐┐╔ūĘ╦▌Ż¼öĄ(sh©┤)ō■(j©┤)┐╔į┘┼ąūxĪóį┘Ęų╬÷Ą─ū„ė├ĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║£\šäą┼Žó╝╝ąg(sh©┤)į┌¼F(xi©żn)ł÷╣ż╦ć╣▄└ĒųąĄ─æ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/support/1112153090.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















