



0 ę²čį
é„Įy(t©»ng)Ą─ųŲįņ╣ż╦ć╩Ūį┌įO(sh©©)ėŗ═Ļ│╔ų«║¾ę└┐┐Įø(j©®ng)“×Īóų¬ūRė╔╣ż╦ć╚╦åTŠÄųŲ═Ļ│╔Ż¼▓╗āH└╦┘MĢrķgŻ¼Č°ŪęĢ■įņ│╔įO(sh©©)ėŗ╚╦åT┼cųŲįņ╚╦åTĄ─£Ž═©▓╗Ģ│Ż¼╝▒ąĶę╗ĘNą┬Ą─╣▄└ĒĘĮ╩ĮüĒ▀MąąöĄ(sh©┤)ō■(j©┤)╝░╣ż╦ćĄ─ęÄ(gu©®)äØ╝░╣▄└ĒĪŻ
«a(ch©Żn)ŲĘĄ─öĄ(sh©┤)ō■(j©┤)╣▄└Ēęį╝░╣ż╦ćā×(y©Łu)╗»╩Ū░ķļSų°ą┼Žó╗»ųŲįņČ°čĖ╦┘░l(f©Ī)š╣ŲüĒĄ─ę╗éĆą┬Ą─ŅI(l©½ng)ė“Ż¼ėŗ╦ŃÖC▌oų·╣ż╦ćįO(sh©©)ėŗ(computer aided process planningŻ¼CAPP)ĮĶų·ė┌ėŗ╦ŃÖC▄øė▓╝■╝╝ąg(sh©┤)║═ų¦ō╬Łh(hu©ón)Š│Ż¼└¹ė├ėŗ╦ŃÖC▀MąąöĄ(sh©┤)ųĄėŗ╦ŃĪó▀ē▌ŗ┼ąöÓ║══Ų└ĒĄ╚╣”─▄üĒųŲČ©┴Ń╝■ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠ĪŻCAPP╩Ūīó«a(ch©Żn)ŲĘįO(sh©©)ėŗą┼Žó▐D(zhu©Żn)ōQ×ķĖ„ĘN╝ė╣żųŲįņĪó╣▄└Ēą┼ŽóĄ─ĻP(gu©Īn)µIŁh(hu©ón)╣Ø(ji©”)Ż¼╩ŪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)ųą┬ō(li©ón)ŽĄįO(sh©©)ėŗ║═╔·«a(ch©Żn)Ą─╝~ĦŻ¼═¼Ģrę▓×ķŲ¾śI(y©©)Ą─╣▄└Ē▓┐ķT╠ß╣®ŽÓĻP(gu©Īn)Ą─öĄ(sh©┤)ō■(j©┤)Ż¼╩ŪŲ¾śI(y©©)ą┼ŽóĮ╗ōQĄ─ųąķgŁh(hu©ón)╣Ø(ji©”)ĪŻ
1 CAPP┤µį┌Ą─▓╗ūŃ
ė╔ė┌ėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮy(t©»ng)(computer integrated manufacturing systemŻ¼CIMS)Ą─│÷¼F(xi©żn)Ż¼ėŗ╦ŃÖC▌oų·╣ż╦ćęÄ(gu©®)äØ╔Ž┼cėŗ╦ŃÖC▌oų·įO(sh©©)ėŗ(computer aided designŻ¼CAD)ŽÓĮėŻ¼Ž┬┼cėŗ╦ŃÖC▌oų·ųŲįņ(computer aided manufacturingŻ¼CAM)ŽÓ▀BŻ¼╩Ū▀BĮėįO(sh©©)ėŗ┼cųŲįņų«ķgĄ─ś“┴║ĪŻįO(sh©©)ėŗą┼Žóų╗─▄═©▀^╣ż╦ćįO(sh©©)ėŗ▓┼─▄╔·│╔ųŲįņą┼ŽóŻ¼įO(sh©©)ėŗų╗─▄═©▀^╣ż╦ćįO(sh©©)ėŗ▓┼─▄┼cųŲįņīŹ¼F(xi©żn)╣”─▄║═ą┼ŽóĪóĄ─╝»│╔ĪŻ
ūįÅ─1965─ĻNieble╩ū┤╬╠ß│÷┴╦CAPPĄ─╦╝ŽļŻ¼Ų∙Į±30─ĻęįüĒŻ¼CAPPŅI(l©½ng)ė“Ą─蹊┐Ą├ĄĮ┴╦śO┤¾Ą─░l(f©Ī)š╣Ż¼ė┐¼F(xi©żn)│÷┴╦║▄ČÓCAPPįŁą═ŽĄĮy(t©»ng)║═╔╠śI(y©©)╗»ŽĄĮy(t©»ng)ĪŻĄ½╩Ūę└╚╗┤µį┌ų°ę╗ą®▓╗ūŃ║═å¢Ņ}Ż¼Č°ŪęĖ³ČÓĄ─╩Ū╣▄└Ē╦╝┬Ę║═ĘĮ╩ĮĄ─å¢Ņ}Ż║
ó┘ CAPP┼cŲõ╦¹ŽĄĮy(t©»ng)(PDMŻ¼ERP)Ą─╝»│╔å¢Ņ}Ż╗
ó┌▀^ĘųūĘŪ¾ūįäė╗»Ż¼Č°║÷┬įĪ░▌oų·Ī▒Ą─ā╚(n©©i)║ŁĄ╚Ą╚ĪŻ
ęį─│Ų¹▄ć┴Ń┼õ╝■╣½╦ŠĄ─╔·«a(ch©Żn)įO(sh©©)ėŗĀŅør×ķ└²Ż¼į┌╣ż╦ćęÄ(gu©®)äØ║═įO(sh©©)ėŗĘĮ├µŻ¼╚į╩Ūė╔ųŲįņ╣ż│╠▓┐žōž¤╣ż╦ćĘų╬÷įu╣└Īó╣ż╦ćęÄ(gu©®)äØŻ¼ųŲįņ╝╝ąg(sh©┤)╣▄└Ē┼cģf(xi©”)š{(di©żo)Ż¼╩╣Ą├š¹éĆ╔·«a(ch©Żn)ųŲįņ£╩éõ▀^│╠ųąŻ¼╣ż╦ć║═čbéõĄ─įO(sh©©)ėŗš╝┴╦Į³╚²Ęųų«Č■Ą─ĢrķgŻ¼ų„ꬥ─ųŲ╝sę“╦žėąŻ║
ó┘╦∙ėąĄ─ęÄ(gu©®)äØ▀^│╠Č╝ęįé„Įy(t©»ng)Ą─╩ų╣żš¹└ĒĘĮ╩Į▀MąąŻ╗
ó┌╣ż╦ć╚╦åT¬Ü┴ó▀MąąįO(sh©©)ėŗŻ¼╠Äė┌╣┬┴óĘų╔óĄ─ĀŅæB(t©żi)Ż╗
ó█ŽÓĻP(gu©Īn)╣ż╦ćĄ─▓ķįā║═é„▌öŻ¼╗∙▒Šęį╝łśė║═┤┼▒P×ķĮķ┘|(zh©¼)Ż╗
ó▄╣ż╦ć║═įO(sh©©)ėŗŽÓ╗ź╣┬┴óŻ¼▓╗─▄▓óąąįO(sh©©)ėŗŻ¼└╦┘Mķ_░l(f©Ī)ĢrķgĪŻ
×ķ┴╦Ė─ūā¼F(xi©żn)ĀŅŻ¼╣½╦ŠīŹ╩®PDM/PLMĒŚ─┐Ż¼╗∙ė┌Teamcenter EngineeringųąManufacturingĄ─▀@ę╗─ŻēKüĒśŗ(g©░u)Į©╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)ĪŻ═©▀^Č■┤╬ķ_░l(f©Ī)║═┼õų├Ż¼║▄┤¾│╠Č╚╔ŽĮŌøQ┴╦CAPP«öŪ░│÷¼F(xi©żn)Ą─ę╗ą®å¢Ņ}Ż¼īŹ¼F(xi©żn)┴╦¤o┐pĄ─«a(ch©Żn)ŲĘķ_░l(f©Ī)ųŲįņ┴„│╠Ż¼īó×ķŲ¾śI(y©©)ĦüĒŠ▐┤¾Ą─Įø(j©®ng)Ø·ą¦ęµĪŻ
2 ╗∙ė┌PDM/PLM╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)Łh(hu©ón)Š│
Ė∙ō■(j©┤)─│Ų¹▄ć┴Ń┼õ╝■╣½╦ŠĄ─¼F(xi©żn)ĀŅęį╝░┼c╔Žė╬Ą─PDMŽĄĮy(t©»ng)Ą─ŽÓ╚▌ąįŻ¼ŽĄĮy(t©»ng)▓╔ė├Teamcenter Engineering(TC)ū„×ķ╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)Łh(hu©ón)Š│ĪŻTC╩ŪUGS PLM softwareųąę╗╠ū│╔╩ņĄ─ŽĄĮy(t©»ng)Ż¼╠ß╣®┴╦ę╗š¹╠ū╚½ĘĮ╬╗Ą─öĄ(sh©┤)ūų╗»╔·├³ų▄Ų┌╣▄└ĒĮŌøQĘĮ░ĖŻ¼║Ł╔w┴╦öĄ(sh©┤)ō■(j©┤)╣▄└ĒĪóÖÓ(qu©ón)Ž▐╣▄└ĒĪó«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)┼õų├╣▄└Ēęį╝░╣żū„┴„╣▄└ĒĄ╚ĘĮ├µŻ╗▓óŪę╠ß╣®┴╦ę╗ĘNė├ė┌ąąśI(y©©)ģf(xi©”)═¼Ą─╬─ÖnĖ±╩ĮJTŻ¼▀@ĘNĖ±╩ĮŠ▀ėąĖ▀ąį─▄Īó▌p▒Ń║═╚ßąįĄ─╠ž³cŻ¼╩╣Ą├öĄ(sh©┤)ō■(j©┤)Ą─┤µā”║═▒Ż├▄ūāĄ├║åå╬Ż¼▓óŪę┐╔ęįŽ¹│²▓╗═¼▓┐ķTĪó▓╗═¼Ų¾śI(y©©)ų«ķgĮ╗ōQą┼Žó│÷¼F(xi©żn)Ą─šŽĄKĪŻ
Manufacturing╩ŪTCųąĄ─ę╗éĆ─ŻēKŻ¼░³└©3éĆĘĮ├µĄ─ā╚(n©©i)╚▌Ż║╣ż╦ćįO(sh©©)ėŗĪó╣ż╦ć╣▄└ĒĪóŽĄĮy(t©»ng)╝»│╔(╚ńłD1)Ż¼▓óŪęŠ▀ėąę╗éĆėą╚ßąįĄ─ųŲįņöĄ(sh©┤)ō■(j©┤)─Żą═Ż¼▒Ż┴¶┴╦╦∙ėąĄ─PDMŽĄĮy(t©»ng)Ą─╣”─▄ĪŻ
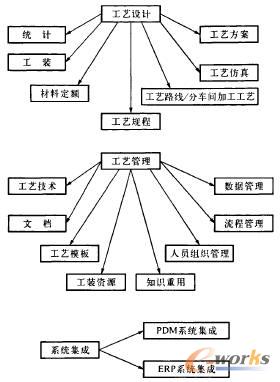
łD1 TCM╣”─▄
ļm╚╗TCĄ─╣”─▄ęčĮø(j©®ng)║▄ÅŖ┤¾Ż¼Ą½Å─öĄ(sh©┤)ō■(j©┤)ŅÉą═║═╣”─▄ąįĮŪČ╚│÷░l(f©Ī)Ż¼╚įėą▒žę¬ī”╣ż╦接Įy(t©»ng)▀MąąČ■┤╬ķ_░l(f©Ī)╝░┼õų├ĪŻī”ė┌öĄ(sh©┤)ō■(j©┤)╝░ÖÓ(qu©ón)Ž▐Ą─╣▄└Ēėąā╔ĘNĘĮ╩ĮŻ║
ó┘╩╣ė├ėąūŃē“ÖÓ(qu©ón)Ž▐Ą─┘~æ¶ĄŪõøŻ¼ų▒Įė▀MąąįO(sh©©)ų├Ż╗
ó┌╩╣ė├TCūįĦĄ─BMIDEķ_░l(f©Ī)░³▀Mąą┼õų├ĪŻĄ½╩Ūī”ė┌ę╗ą®öĄ(sh©┤)ō■(j©┤)ŅÉą═Īó┴„│╠╣Ø(ji©”)³c╝░ł¾▒Ē▌ö│÷╣”─▄Ą─ķ_░l(f©Ī)Ż¼║åå╬Ą─┼õų├▀_▓╗ĄĮŲ¾śI(y©©)Ą─ę¬Ū¾ĪŻ
TC▓╔ė├Ą─╩Ū┼ų┐═æ¶Č╦ę╗Ę■äš(w©┤)Ų„(client-serverŻ¼CS)ā╔īė╝▄śŗ(g©░u)ĪŻ┼ų┐═æ¶Č╦░³║¼ė├æ¶į┌PC╔Ž▀\ąąĄ─æ¬(y©®ng)ė├│╠ą“Ż¼ė├æ¶┐╔ęį▓ķ┐┤▓ó▓┘ū„öĄ(sh©┤)ō■(j©┤)Īó╠Ä└ĒśI(y©©)äš(w©┤)ęÄ(gu©®)ĘČŻ¼═¼Ģr╠ß╣®žSĖ╗Ą─ė├æ¶Įń├µū÷│÷Ēææ¬(y©®ng)Ż╗Ę■äš(w©┤)Ų„Č╦žōž¤╣▄└Ēī”öĄ(sh©┤)ō■(j©┤)Ą─įLå¢▓óžōž¤śI(y©©)äš(w©┤)ęÄ(gu©®)ätŻ║║åČ°čįų«Ż¼╝┤┼ų┐═æ¶Č╦žōž¤▀ē▌ŗ▀\╦ŃŻ¼Č°Ę■äš(w©┤)Ų„Č╦žōž¤öĄ(sh©┤)ō■(j©┤)ą┼ŽóĄ─┤µā”ĪŻ┐═æ¶Č╦ė├JAVAšZę¶ķ_░l(f©Ī)Ż¼═¼śė╦³Ą─Č■┤╬ķ_░l(f©Ī)ę▓╩Ūė├JAVAšZ궯╗Ę■äš(w©┤)Ų„Č╦Ą─Č■┤╬ķ_░l(f©Ī)└¹ė├ITK╝░CšZę¶ĪŻę“×ķTC░µ▒ŠĄ─╔²╝ē┐╔─▄ī¦(d©Żo)ų┬╦∙ķ_░l(f©Ī)│╠ą“ąĶę¬Ė─īæ▓óųžą┬ŠÄūgŻ¼╦∙ęįČ■┤╬ķ_░l(f©Ī)Ą─įŁät╩Ū▒M┐╔─▄└¹ė├TCęčėąĄ─╣”─▄Ż¼£p╔┘Č■┤╬ķ_░l(f©Ī)┴┐ĪŻ╗∙ė┌ęį╔Ž┐╝æ]Ż¼Č■┤╬ķ_░l(f©Ī)Ą─ųžą─Ę┼į┌┐═æ¶Č╦Ż¼▒M┴┐└¹ė├Ę■äš(w©┤)Ų„Č╦ęčėąĄ─╣”─▄ĪŻ
3 ╣ż╦接Įy(t©»ng)╝▄śŗ(g©░u)
ĒŚ─┐ųąŻ¼╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)Ęų×ķīŻÖC║═╣ż╦ćā╔┤¾▓┐ĘųĪŻīŻÖC╩Ūė╔ŖAŠ▀║═īŻė├įO(sh©©)éõĮMčbČ°│╔Ą─Ż¼ė├ė┌╝ė╣ż▄椶Ą─įO(sh©©)éõŻ¼╩Ū╣ż╦ćĄ─▌d¾wŻ╗╣ż╦ć▓┐Ęų╩Ū░³└©╣ż╦ćĄ─īÅ┼·Īó“×ūCĪóĖ³Ė─ęį╝░╣Ø(ji©”)³cĄ─╣▄└ĒĄ╚ĘĮ├µŻ¼╩ŪŽĄĮy(t©»ng)Ą─║╦ą─▓┐ĘųŻ¼░ķļSų°EBOM-PBOM-MBOMų«ķgĄ─╗źŽÓ▐D(zhu©Żn)ōQęį╝░ų¬ūRį┌▓╗═¼ļAČ╬Ą─ųžė├Ż¼śŗ(g©░u)│╔┴╦š¹éĆPDM/PLMŽĄĮy(t©»ng)(╚ńłD2)ĪŻ
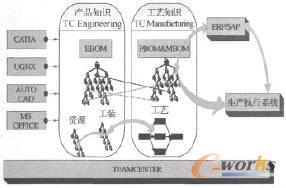
łD2 ŽĄĮy(t©»ng)┐é¾w╝▄śŗ(g©░u)łD
3.1 īŻÖC
į┌TCĄ─ĮM┐ŚŽ┬Ż¼īŻÖCŽ┬ÆņėąŖAŠ▀ĪóįO(sh©©)éõĪóPLC│╠ą“Ą╚Ż¼ŖAŠ▀▓┐╝■Ž┬Æņėąī”æ¬(y©®ng)Ą─╚²ŠS─Żą═ĪóČ■ŠSłD╝ł║══Ō┘Å╝■ŪÕå╬(╚ńłD3)ĪŻ
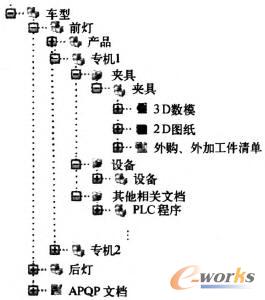
łD3 «a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)ĮM┐Ś─Ż╩Į
īóīŻÖC│Żė├Ą─┘Yį┤Ęų×ķś╦£╩╝■ÄņĪó═Ōśŗ(g©░u)╝■ÄņĪóś╦£╩įO(sh©©)éõÄņĪóś╦£╩─ŻēKÄņ╦─ŅÉŻ¼Č°į┌ĘųŅÉ╣▄└Ē─ŻēKŻ¼TCīóöĄ(sh©┤)ō■(j©┤)Ęų×ķĮY(ji©”)śŗ(g©░u)║═öĄ(sh©┤)ō■(j©┤)ā╔ŅÉ(╚ńłD4)ĪŻ
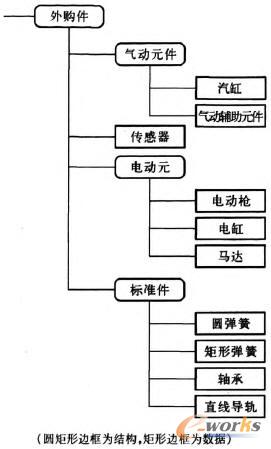
łD4 ĘųŅÉĮY(ji©”)śŗ(g©░u)śõ
ó┘ĮY(ji©”)śŗ(g©░u)╩Ūīė┤╬╗»Ą─śI(y©©)äš(w©┤)ī”Ž¾Ż¼╚ń═Ō┘Å╝■░³└©ÜŌäėį¬╝■ĪóļŖäėį¬╝■ĪŻė╔╣▄└Ēš▀┤ŅĮ©ĪŻ
ó┌öĄ(sh©┤)ō■(j©┤)╩ŪĘ┼╚ļĄĮŽĄĮy(t©»ng)Ą─öĄ(sh©┤)─Ż╝░Ųõī┘ąįĄ─╣▄└ĒŻ¼ėą╣ż│╠Ĥ▓┘ū„õø╚ļĪŻ
═©▀^ę╗Č©Ą─┴„│╠Ż¼īóīŻÖCą┼Žó░l(f©Ī)▓╝Ż¼╣®╣ż╦ćęÄ(gu©®)äØļAČ╬╩╣ė├ĪŻ
3.2 ╣ż╦ć
īóįO(sh©©)ėŗ▐D(zhu©Żn)╗»×ķ«a(ch©Żn)ŲĘĄ─ūŅųžę¬Ą─ę╗éĆ▓Į¾EŠ═╩Ū╣ż╦ćįO(sh©©)ėŗŻ¼ę╗éĆ═Ļš¹Ą─╣ż╦ćėŗäØąĶę¬┐╝æ]ĄĮīŻ▌ŗą┼ŽóĪó╣ż╬╗ą┼ŽóĪó├┐ę╗╣żą“ĢrķgĄ─╣└ėŗĄ╚Ą╚ĪŻTCųąī”╣ż╦ćĄ─ęÄ(gu©®)äØ╣▄└ĒŻ¼ų„ę¬╩Ūį┌ģf(xi©”)═¼ĻP(gu©Īn)┬ō(li©ón)ĪóMSE(manufacturing structure editor)ųą═Ļ│╔ĪŻĮY(ji©”)śŗ(g©░u)╗»╣ż╦ćįO(sh©©)ėŗĮĶų·TCM(TC manufacturing)ųąĄ─3PR(product-process-plant-resource)─Żą═Ż¼▓╗āHāH░³└©┴╦«a(ch©Żn)ŲĘBOMŻ¼═¼Ģr░³└©┴╦╣ż╦ćBOM╝░╣żÅSBOM(╚ńłD5)Ż¼║▄║├ĄžīŹ¼F(xi©żn)┴╦į┌┘Yį┤ėąŽ▐Ą─ŪķørŽ┬Ęų▄ćķg╝ė╣ż╣ż╦ćŻ¼╝┤į┌╣ż╦接Įy(t©»ng)ųąŻ¼ŽÓĻP(gu©Īn)ą┼ŽóĢ■▒╗ūįäė╠Ä└ĒŻ¼«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Ą─ūā╗»Ģ■╝░ĢrĘ┤ė│ĄĮģR┐é▒ĒųąĪŻ
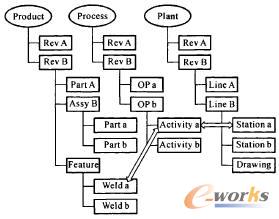
łD5 3PR─Żą═
4 ╣ż╦ćęÄ(gu©®)äØ
╣ż╦ćęÄ(gu©®)│╠Ęų×ķ┴Ń╝■╣ż╦ć║═čb┼õ╣ż╦ćŻ¼Ė∙ō■(j©┤)Ų¾śI(y©©)Ą─īŹļHŪķørŻ¼īó╣ż╦ćįO(sh©©)ėŗ▀^│╠Ęų×ķ╚²┤¾ļAČ╬Ż║▀^│╠▓▀äØĪóįć╔·«a(ch©Żn)Īó┼·«a(ch©Żn)ĪŻį┌▓▀äØļAČ╬Ż¼╩ūŽ╚ė╔čą░l(f©Ī)▓┐äō(chu©żng)Į©EBOMŻ╗Ųõ┤╬ė╔╣ż╦ć┐Ųį┌ģf(xi©”)═¼ĻP(gu©Īn)┬ō(li©ón)─ŻēKĻP(gu©Īn)┬ō(li©ón)EBOM┼cMBOMŻ¼▓ó▀Mąąī”▒╚Öz▓ķŻ¼Ūęį┌MSE─ŻēKųąŻ¼äō(chu©żng)Į©╣żą“Īó╣ż╦ćĪó╣ż▓ĮŻ¼▓ó┼c«a(ch©Żn)ŲĘ╝░╣żÅSą┼ŽóĻP(gu©Īn)┬ō(li©ón)Ż╗ūŅ║¾═©▀^┴„│╠īÅ┼·Ż¼Ęų┼╔Ż¼▀M╚ļįć╔·«a(ch©Żn)ļAČ╬Ż¼Įø(j©®ng)▀^╣ż╦ć╣Ø(ji©”)³cĄ─īÅ┼·▀M╚ļūŅ║¾Ą─┼·«a(ch©Żn)ļAČ╬ĪŻ
▒ŠŽĄĮy(t©»ng)äō(chu©żng)įņąįĄž▓╔ė├┴╦ŠC║Ž╩ĮĄ─╣ż╦ć╣▄└ĒĘĮ╩ĮŻ¼ĮY(ji©”)║Ž┴╦CAPPī”╣ż╦ćęÄ(gu©®)äØĄ─╗∙▒ŠĘĮ╩ĮÖz╦„╩ĮĪó┼╔╔·╩Į║═äō(chu©żng)│╔╩ĮŻ¼īóĖ³ėąų·ė┌ķ_░l(f©Ī)│÷ųŪ─▄Ą─CAPPŽĄĮy(t©»ng)Ż¼▓óīóĮ╣³c╝»ųąė┌Ī░▌oų·Ī▒Č°▓╗╩ŪĪ░═Ļ╚½╠µ┤·Ī▒Ż║
ó┘Öz╦„╩Į╩Ūßśī”ś╦£╩╣ż╦ćĄ─Ż¼īóįO(sh©©)ėŗ║├Ą─┴Ń╝■ś╦£╩╣ż╦ć▀MąąŠÄ╠¢Īó├³├¹Ż¼┤µā”į┌ŽĄĮy(t©»ng)ųąŻ¼ĘĮ▒Ńš{(di©żo)ė├ĪŻ
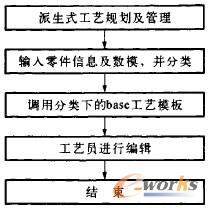
ó┌┼╔╔·╩Į╝┤└¹ė├Ī░┴Ń╝■ėąŽÓ╦ŲąįŻ¼ŽÓ╦ŲĄ─┴Ń╝■ėąŽÓ╦ŲĄ─╣ż╦ć▀^│╠Ī▒▀@ę╗įŁ└ĒŻ¼═©▀^Öz╦„ŽÓ╦ŲĄõą═Ą─╣ż╦ć▀^│╠Ż¼╝ėęįŠÄ▌ŗČ°┼╔╔·ę╗éĆą┬┴Ń╝■Ą─╣ż╦ć▀^│╠ĪŻŽĄĮy(t©»ng)ųą═©▀^┴Ń╝■╣ż╦ćbase─Ż░ÕüĒ▀Mąą╣ż╦ćĄ─ęÄ(gu©®)äØŻ¼Ą½Ģ■╩▄ųŲė┌┴Ń╝■Ą─ŽÓ╦ŲČ╚(╚ńłD6)ĪŻ
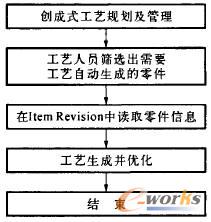
ó█äō(chu©żng)│╔╩Į╝┤Ė∙ō■(j©┤)▌ö╚ļĄ─┴Ń╝■ą┼ŽóŻ¼ę└┐┐ŽĄĮy(t©»ng)ųąĄ─╣ż│╠öĄ(sh©┤)ō■(j©┤)║═øQ▓▀ĘĮĘ©ūįäė╔·│╔┴Ń╝■Ą─╣ż╦ć▀^│╠ĪŻTCųą═©▀^Item RevisionüĒūx╚Ī┴Ń╝■Ą─ą┼ŽóŻ¼═©▀^▀ē▌ŗ═Ų└ĒĪó╦ŃĘ©Ą╚Ż¼ū÷│÷╣ż╦ćøQ▓▀Č°ūįäė╔·│╔┴Ń╝■Ą─╣ż╦ćęÄ(gu©®)│╠Ż¼▓╗ę└┘ćė┌┴Ń╝■Ą─ŽÓ╦ŲČ╚Ż¼Ą½┐╔┐┐ąįĘĮ├µ▀Ćėą┤²╝ėÅŖ(╚ńłD7)ĪŻ
łD6 ┼╔╔·╩Į╣ż╦ćįO(sh©©)ėŗ┴„│╠łD
łD7 äō(chu©żng)│╔╩Į╣ż╦ćįO(sh©©)ėŗ┴„│╠łD
ŠC╔ŽŻ¼į┌ī”ŽÓ╦ŲČ╚▌^┤¾Ą─┴Ń╝■╣ż╦ćęÄ(gu©®)äØĢrŻ¼▓╔ė├┼╔╔·╩ĮĘĮ╩ĮŻ╗Č°ī”ę╗ą®┤¾┴┐Ą─Īó╠žČ©Ą─┴Ń╝■(└²╚ńŻ¼īŻÖCųąĄ─Ę┤╔õńRĮMčbÖC)▓╔ė├äō(chu©żng)│╔╩Į╣ż╦ćęÄ(gu©®)äØŻ¼┐╔ęįį┌▒ŻūC£╩┤_Č╚Ą─ŪķørŽ┬Ż¼┤¾┤¾£p▌p╣ż╦ć╚╦åTĄ─╣żū„┴┐ĪŻ
5 ĮY(ji©”)šZ
CAPPŽĄĮy(t©»ng)ļm╚╗ęčĮø(j©®ng)┤µį┌Äū╩«─Ļ┴╦Ż¼Ą½į┌öĄ(sh©┤)ūų╗»ųŲįņĄ─ŅI(l©½ng)ė“ģs╩Ū░l(f©Ī)š╣ūŅ▀tĄ─▓┐ĘųĪŻļm╚╗ę▓═Ų│÷┴╦ę╗ą®╔╠śI(y©©)╗»Ą─ŽĄĮy(t©»ng)Ż¼Ą½ė╔ė┌ĻP(gu©Īn)µI╝╝ąg(sh©┤)Ą─▓╗│╔╩ņŻ¼īŹė├╗»│╠Č╚Ųš▒ķ▓╗Ė▀ĪŻ╣Pš▀Å─īŹļHŪķør│÷░l(f©Ī)Ż¼▓ó▓╗ę╗╬ČĄžÅŖš{(di©żo)Ī░ūįäėĪ▒Č°╩ŪīóŽĄĮy(t©»ng)Ą─īŹė├ąįĘ┼į┌╩ū╬╗Ż¼īóŽĄĮy(t©»ng)Ę┼ų├ė┌Ī░▌oų·Ī▒Ą─Ąž╬╗Ż¼▓óŪęĮY(ji©”)║Ž─│Ų¹▄ć┴Ń┼õ╝■╣½╦ŠĄ─¼F(xi©żn)ĀŅŻ¼ķ_░l(f©Ī)│÷┴╦ę╗╠ū├µŽ“╔·├³ų▄Ų┌╣▄└ĒĄ─Īó╗∙ė┌╚²ŠSöĄ(sh©┤)─ŻĄ─Īó┐╔ųžśŗ(g©░u)Ą─╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)Ż¼┤¾┤¾╣Ø(ji©”)╩Ī┴╦«a(ch©Żn)ŲĘķ_░l(f©Ī)ĢrķgŻ¼Ž¹│²┴╦įO(sh©©)ėŗĪóųŲįņĄ─╣┬ŹuŻ¼▓óī”▓╗═¼īė┤╬Ą─╣ż╦ćęÄ(gu©®)äØ╚╦åTČ╝ėą╦∙Ä═ų·ĪŻ░ķļSų°╚²ŠS┐╔ęĢ╗»Į©─ŻĄ─Ųš╝░Ż¼╚²ŠS┐╔ęĢ╗»Ę┬šµ╝░╣ż╦ćĄ─ęÄ(gu©®)äØę▓īóØuØu│╔×ķ╬┤üĒCAPPŽĄĮy(t©»ng)Ą─Ė─▀MĘĮŽ“ĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌PDM/PLMŲĮ┼_Ą─öĄ(sh©┤)ūų╗»╣ż╦ćęÄ(gu©®)äØŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/1401935086.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















