



0 ę²čį
ėŗ╦ŃÖC╝╝ągĄ─░lš╣Ż¼ī”ųŲįņśI┤“üĒ┴╦śO┤¾Ą─ø_ō¶Ż¼▀@ę╗ø_ō¶╝»ųą¾w¼Fį┌CIMS(ėŗ╦ŃÖC╝»│╔ųŲįņŽĄĮy)Ą─┼dŲĪŻį┌CIMSŅIė“Ż¼CAPP╝╝ągš╝ėąĻPµIĄž╬╗ĪŻ─┐Ū░Ż¼CAPP╝╝ągėą┴╦ķLūŃĄ─░lš╣Ż¼Ž╚║¾│÷¼F┴╦ęįGT┤·┤a×ķ▌ö╚ļą┼ŽóĄ─╗ž▐DŅÉ┴Ń╝■CAPPŽĄĮyŻ¼╗∙ė┌╠žš„Į©─ŻĄ─Žõ¾wŅÉ┴Ń╝■Ż¼ęį╝░╗∙ė┌ų¬ūRĄ─CAPPŽĄĮyĄ╚ĪŻĄ½į┌ŌkĮųŲįņŅIė“Ż¼ŽÓæ¬Ą─CAPPŽĄĮyŽÓī”▌^╔┘ĪŻ
1 ŌkĮCAPPĄ─░lš╣¼FĀŅ
ļSų°¼F┤·ŌkĮ╔·«aĄ─░lš╣Ż¼įSČÓŲ¾śI┘Å▀M┴╦┤¾ą═öĄ┐ž╝ż╣ŌŪąĖŅÖCĪóöĄ┐ž▐D╦■ø_┤▓ĪóöĄ┐žš█ÅØÖCĄ╚Ž╚▀MĄ─ėŗ╦ŃÖC▌oų·ųŲįņ(CAM)įOéõŻ¼Ų¾śIī”ŌkĮūįäė╗»╝╝ągĄ─ąĶŪ¾ę▓įĮüĒįĮĖ▀Ż¼ķ_░lŽÓæ¬Ą─CAPPŽĄĮyęčĮø│╔×ķŲ¾śIĄ─Ų╚ŪąįĖ═¹ĪŻ
į┌ŌkĮCAPPĄ─蹊┐ŅIė“ųąŻ¼ÓćĮ©┤║Ą╚╚╦╠ß│÷┴╦╗∙ė┌╣żŠ▀╗»╦╝ŽļĄ─╗ņ║Ž╩ĮŌkĮCAPPŽĄĮyŻ¼▓╔ė├╚╦ÖCĮ╗╗źÖz╦„Ą─øQ▓▀ĘĮĘ©Ż¼ęįśė╝■Ą─ś╦£╩╣ż╦ć×ķ╗∙ĄAŻ¼Į©┴óśė╝■łD╠¢╝░śė╝■├¹ĘQ┼cśė╝■ś╦£╩╣ż╦ć╬─╝■ų«ķgĄ─╦„ę²ĪŻ╚╬╣Ōä┘Ą╚╚╦ķ_░lĄ─ŌkĮCAPPŽĄĮyŻ¼▀\ė├│╔ĮM╝╝ągĄ─╗∙▒ŠįŁ└Ēī”┴Ń╝■▀MąąĘųŅÉŻ¼▓╔ė├ļpŽ“╗ņ║ŽĄ─═Ų└ĒÖCĪŻĄ½¼FėąĄ─ŌkĮCAPPŽĄĮy╗“š▀āHŽ▐ė┌蹊┐ļAČ╬Ż¼╗“š▀Ž▐ė┌─│ę╗╠žČ©╣żÅSĪó╠žČ©«aŲĘĄ─æ¬ė├Ż¼ŽĄĮyĄ─īŹė├╗»Īó═©ė├╗»Īóūįäė╗»╦«ŲĮ▌^Ą═Ż¼▀Ć▓╗─▄▀_ĄĮŌkĮąąśIī”CAPPĄ─ę¬Ū¾ĪŻ
2 ╣ż╦ćĄ──ŻēK╗»
į┌īŹļHŌkĮ┴Ń╝■Ą─╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼Ųõ╣ż╦ćų„ę¬▒Ē¼F×ķā╔éĆ╠ž³cŻ║
a)ČÓśė╗»Ż║ŌkĮ╣ż╦ćųą═¼ę╗ą═╠¢ėąįSČÓ▓╗═¼ŲĘĘNĄ─┴Ń╝■ĪŻ
b)└^│ąąįÅŖŻ║═¼ę╗ŽĄ┴ąĄ─┴Ń╝■ų«ķgėąŽÓ╦ŲąįŻ¼╔§ų┴į┌▓╗═¼ą═╠¢ų«ķgĄ─┴Ń╝■ę▓ėąŅÉ╦ŲąįĪŻ
╣ż╦ćĄ──ŻēK╗»Ą─Ė┼─Ņ─▄ē“║▄║├ĄžĮŌøQ╔Ž╩÷ŌkĮĄ─╠ž³cĪŻ╦∙ų^─ŻēK╗»Ż¼Š═╩Ū×ķ┴╦╚ĪĄ├ūŅ╝蹦굯¼Å─ŽĄĮyė^³c│÷░lŻ¼čąŠ┐«aŲĘŻ©╗“ŽĄĮyŻ®Ą─śŗ│╔ĘĮ╩ĮŻ¼ė├ĘųĮŌ║═ĮM║ŽĄ─ĘĮĘ©Ż¼Į©┴ó─ŻēK¾wŽĄŻ¼▓óæ¬ė├─ŻēKĮM║Ž│╔«aŲĘŻ©╗“ŽĄĮyŻ®Ą─╚½▀^│╠ĪŻę“┤╦Ż¼─ŻēK╗»Ą─Ė┼─Ņæ¬įō░³║¼╚ńŽ┬Ą─║¼┴xŻ║
a)─ŻēK╗»Ą─ū┌ų╝╩Ūą¦ęµŻ╗
b)─ŻēK╗»Ą─ī”Ž¾╩Ū«aŲĘŻ©╗“ŽĄĮyŻ®Ą─śŗ│╔Ż╗
c)─ŻēK╗»Ą─ų„ę¬ĘĮĘ©╩ŪŽĄĮyĄ─ĘųĮŌ║═ĮM║ŽŻ╗
d)─ŻēK╗»Ą──┐ś╦╩ŪĮ©┴ó─ŻēKŽĄĮy║═ī”Ž¾ŽĄĮyŻ╗
e)─ŻēK╗»╩Ūę╗éĆ╗Ņäė▀^│╠ĪŻ
į┌é„ĮyĄ─ŌkĮ╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼ąĶę¬ī”├┐ę╗ļAČ╬Ż¼├┐ę╗┴Ń╝■Č╝ꬊÄųŲę╗Ę▌╣ż╦ćĪŻ╚╗Č°Ż¼į┌ŌkĮ╝ė╣ż▀^│╠ųąŻ¼įSČÓ┴Ń╝■Ż¼į┌├┐ę╗┤╬▓╗═¼Ą─╝╝ągĀŅæBļAČ╬Ż¼ėą▓╗═¼Ą─═Ōą╬║═│▀┤ńę¬Ū¾ĪŻČ°╣ż╦ć╚╦åT▒žĒÜī”├┐ę╗┤╬Ą─įOėŗĖ³Ė─Ż¼╝░ĢrĄžū÷│÷╣ż╦ć╔ŽĄ─Ė³Ė─ęį╝░═Ļ╔ŲĪŻ
═¼ĢrėąįSČÓ┴Ń╝■Ż¼ąĶę¬═©▀^└ĒšōĘų╬÷╗“š▀ėŗ╦ŃÖC▌oų·įOėŗ£yįćüĒ─ŻöMŻ¼▀Ćę¬═©▀^įć╝ė╣żüĒÖz“×Ųõ┐╔ąąąįĪŻ╚ńį┌ŌkĮš█ÅØ╣ż╦ćųąŻ¼─│ą®▓─┴ŽĄ─š█ÅØčaāöųĄ╩Ū╬┤ų¬Ą─Ż¼═©│ŻŠ═ąĶę¬═©▀^“įćš█ÅØ”Ą─ĘĮ╩ĮüĒ½@Ą├š█ÅØŽĄöĄĪŻ░┤ššé„Įy╣ż╦ćŠÄųŲŪķørŻ¼╝┘įO─│ę╗ŌkĮ╝■ąĶĮø▀^3Ą└╣żą“═Ļ│╔Ż¼Ųõ╣ż╦ćŠÄųŲ▀^│╠╚ńłD1╦∙╩ŠĪŻ
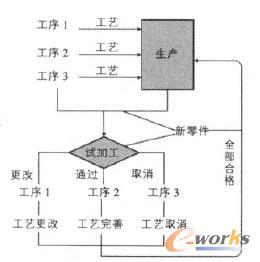
łD1 é„Įy╣ż╦ćŠÄųŲ┴„│╠
╚ń╣¹į┌─│ę╗ĢrČ╬ā╚Ż¼įć╝ė╣żĄ─┴Ń╝■▌^ČÓŻ¼ätę¬Ū¾╣ż╦ć╚╦åTę¬į┌Č╠Ģrķgā╚ŠÄųŲ┤¾┴┐╣ż╦ć╬─╝■Ż¼▀@ī”ė┌▒ŻūC╣ż╦ć╬─╝■Ą─┐╔ąąąįĪóš²┤_ąį║═┴Ń╝■╝ė╣ż┘|┴┐╩«Ęų▓╗└¹ĪŻ
’@╚╗▀@ĘNé„ĮyĄ─╣ż╦ćŠÄųŲĘĮĘ©▓╗▀m║Ž“ČÓŲĘĘNŻ¼└^│ąąįÅŖ”Ą─╔·«a╠ž³cŻ¼Č°╣ż╦ćĄ──ŻēK╗»ät─▄▌^║├Ą─▀mæ¬▀@ĘN╔·«aĀŅørĪŻłD2×ķ─ŻēK╗»Ą─╣ż╦ć┴„│╠łDĪŻ
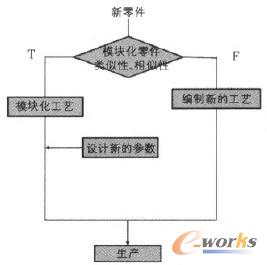
łD2 ─ŻēK╗»Ą─╣ż╦ć┴„│╠
«ö╣ż╦ć╚╦åT─├ĄĮę╗éĆą┬Ą─┴Ń╝■ĢrŻ¼░┤šš─ŻēK╗»Ą─╣ż╦ć┴„│╠Ż║
Ą┌ę╗▓ĮŻ¼┼ąöÓ▀@éĆ┴Ń╝■┼c─ŻēK╗»┴Ń╝■ėą¤oŽÓ╦ŲąįĪŻ
Ą┌Č■▓ĮŻ¼“ėą(T)”Ż¼ätģóšš─ŻēK╗»┴Ń╝■╣ż╦ćŻ¼įOų├ą┬Ą─ģóöĄŻ¼╔·│╔ą┬Ą─╣ż╦ć╬─╝■Ż¼╚¶“ø](F)”Ż¼ät▀Mąą╚½ą┬Ą─╣ż╦ćŠÄųŲĪŻ
Ą┌╚²▓ĮŻ¼═Č╚ļ╔·«aĪŻ
═©▀^“─ŻēK╗»╣ż╦ć┴„│╠”Ż¼─▄ē“į┌═Č╚ļūŅ╔┘Ą─╚╦┴”Īó╬’┴”Ą─Ū░╠ߎ┬Ż¼ūŅ┤¾Ž▐Č╚Ąž╠ßĖ▀╔·«aą¦┬╩Ż¼▒ŻūC«aŲĘ┘|┴┐Ż¼ØMūŃįOėŗę¬Ū¾ĪŻ
ī”ė┌╣ż╦ćŠÄųŲ╦∙ųŲČ©│÷Ą─“─ŻēK╗»┴„│╠”Ż¼ų╗╩Ū┤_Č©┴╦ę╗éĆ╣ż╦ć┴„│╠Ż©╣ż╦ćęÄ│╠Ż®Ż¼Č°ī”ė┌├┐ę╗Ą└╣żą“Īó╣ż▓ĮĄ─░▓┼┼Ż¼╣ż╦ć╚╦åTČ╝▒žĒÜ┐╝æ]īŹļH╝ė╣żŚl╝■ĪŻ
╗∙▒Š─ŻēK╗»╣ż╦ć┴„│╠ī”ŌkĮ╣ż╦ć┴„│╠▀Mąą╗∙▒ŠĄ─äØĘųŻ¼ŲõĖ„éĆ─ŻēKėą┤²▀Mę╗▓ĮĄ─╝Ü╗»ĪŻĮø▀^ėąīė┤╬Ą─╝Ü╗»║¾Ż¼ŌkĮ╣ż╦ć┴„│╠īó│╔×ķĖ„ĘN─ŻēKĄ─ĮM║ŽĪŻ«öŌkĮ╝ė╣żĄĮ╣ż╦ćęÄäØĢrŻ¼▓╗═¼īė┤╬Ą─╣ż╦ć╚╦åTĖ∙ō■ŽÓæ¬Ą─╣ż╦ć─ŻēKŻ¼š{ė├“─ŻēK╗»┴Ń╝■Äņ”║═“─ŻēK╗»öĄō■Äņ”Ż¼įOų├ą┬Ą─ģóöĄŻ¼Å─Č°╔·│╔═Ļ╔ŲĄ─Īó┐╔ė├ė┌īŹļH╝ė╣żĄ─╣ż╦ćĪŻ
3 ŌkĮ╣ż╦ćĄ──ŻēK╗»
ŌkĮ╣ż╝■ą╬ĀŅÅ═ļsČÓūāŻ¼Č°ę╗░ŃĄ─ŌkĮ╝ė╣żėųąĶę¬▌^ČÓĄ─╣żą“═Ļ│╔ĪŻį┌ī”ŌkĮ╝ė╣ż▀^│╠Ą─┐éĮYĘų╬÷ųąŻ¼┐╔ęį░l¼FŻ¼ļm╚╗ŌkĮ╝ė╣ż╣żą“▌^ČÓŻ¼Ą½ę╗░ŃĄ─ŌkĮ╝ė╣żČ╝ąĶę¬Įø▀^ęįŽ┬┴„│╠ĪŻ
«öŌkĮ╣ż╝■ĄĮ▀_╣ż╦ćįOėŗ┴„│╠ĢrŻ¼╩ūŽ╚Ė∙ō■łD╝łū÷│÷ŽÓæ¬Ą─š╣ķ_Ż¼╚╗║¾Ė∙ō■▓╗═¼Ą─ŌkĮ▓─┴ŽŻ¼▓╗═¼Ą─╝ė╣żę¬Ū¾▀xō±▓╗═¼Ą─┬õ┴ŽĘĮ╩ĮŻ¼Ųõųąėą╝ż╣ŌĪóöĄ┐žø_┤▓Īó╝¶░ÕÖCĪó─ŻŠ▀Ą╚ĘĮ╩ĮĪŻ─├ĄĮŌkĮ╝■Ą─š╣ķ_łD║¾Ż¼▀xō±ŽÓæ¬Ą─ŌkĮ┴Žį┌ŽÓæ¬Ą─ÖC┤▓╔Ž▀Mąą┬õ┴ŽŻ¼▓╗═¼Ą─┬õ┴Žų«║¾ąĶę¬Įø▀^▓╗═¼Ą─║¾╠Ä└ĒĪŻöĄ┐žø_┤▓╩▄ĄČŠ▀ĘĮ├µĄ─ė░ĒæŻ¼ī”ė┌ę╗ą®«Éą╬╣ż╝■║═▓╗ęÄät┐ūĄ─╝ė╣żŻ¼į┌▀ģŠēĢ■│÷¼F▌^┤¾Ą─├½┤╠Ż¼╦∙ęįę¬▀Mąą║¾Ų┌╚ź├½┤╠Ą─╠Ä└ĒŻ¼═¼Ģrī”╣ż╝■Ą─Š½Č╚ėąę╗Č©Ą─ė░ĒæŻ║╝ż╣Ō╝ė╣ż¤oĄČŠ▀Ž▐ųŲŻ¼öÓ├µŲĮš¹Ż¼▀m║Ž«Éą╬╣ż╝■Ą─╝ė╣żŻ¼Ą½ī”ė┌ąĪ╣ż╝■╝ė╣ż║─Ģr▌^ķLĪŻ
į┌┬õ┴Ž═Ļ│╔║¾Ż¼▀M╚ļŽ┬Ą└╣żą“Ż¼▓╗═¼Ą─╣ż╝■Ė∙ō■╝ė╣żĄ─ę¬Ū¾▀M╚ļŽÓæ¬Ą─╣żą“ĪŻėąš█ÅØŻ¼ē║ŃTŻ¼ĘŁ▀ģ╣źĮzŻ¼³c║ĖŻ¼┤“═╣░³Ż¼Č╬▓ŅŻ¼ėąĢrį┌š█ÅØę╗ā╔Ą└║¾ę¬īó┬▌─Ė╗“┬▌ų∙ē║║├Ż¼Ųõųąėą─ŻŠ▀┤“═╣░³║═Č╬▓ŅĄ─ĄžĘĮę¬┐╝æ]Ž╚╝ė╣żŻ¼ęį├ŌŲõ╦³╣żą“Ž╚╝ė╣ż║¾Ģ■░l╔·Ė╔╔µŻ¼▓╗─▄═Ļ│╔ąĶꬥ─╝ė╣żĪŻį┌╔Ž╔w╗“Ž┬Üż╔Žėą┐©╣┤ĢrŻ¼╚ńš█ÅØ║¾▓╗─▄┼÷║ĖŻ¼ę¬į┌š█ÅØų«Ū░╝ė╣ż║├ĪŻ
š█ÅØĢrę¬╩ūŽ╚ę¬Ė∙ō■łD╝ł╔ŽĄ─│▀┤ńŻ¼▓─┴Ž║±Č╚┤_Č©š█ÅØĢrė├Ą─ĄČŠ▀║═ĄČ▓█Ż¼▒▄├Ō«aŲĘ┼cĄČŠ▀ŽÓ┼÷ū▓ę²Ųūāą╬╩Ū╔Ž─Ż▀xė├Ą─ĻPµIŻ¼Ž┬─ŻĄ─▀xė├Ė∙ō■░Õ▓─Ą─║±Č╚üĒ┤_Č©ĪŻŲõ┤╬╩Ū┤_Č©š█ÅØĄ─Ž╚║¾Ēśą“Ż¼š█ÅØę╗░ŃęÄ┬╔╩ŪŽ╚ā╚║¾═ŌŻ¼Ž╚ąĪ║¾┤¾Ż¼Ž╚╠ž╩Ō║¾Ųš═©ĪŻėąę¬ē║╦└▀ģĄ─╣ż╝■╩ūŽ╚īó╣ż╝■š█ÅØĄĮ30°Ī½40°Ż¼╚╗║¾ė├š¹ŲĮ─Żīó╣ż╝■ē║╦└ĪŻ
║ĖĮėėąüå╗Ī║ĖŻ¼³c║ĖĄ╚Ż¼³c║Ė╩ūŽ╚ę¬┐╝æ]╣ż╝■║ĖĮėĄ─╬╗ų├Ż¼į┌┼·┴┐╔·«aĢr┐╝æ]ū÷╣żčb▒ŻūC³c║Ė╬╗ų├£╩┤_ĪŻ×ķ┴╦║ĖĮė└╬╣╠Ż¼į┌ę¬║ĖĮėĄ─╣ż╝■╔Ž┤“═╣³cŻ¼┐╔ęį╩╣═╣³cį┌═©ļŖ║ĖĮėŪ░┼cŲĮ░ÕŠ∙ä“Įėė|Ż¼ęį▒ŻūCĖ„³c╝ė¤ßĄ─ę╗ų┬Ż¼═¼Ģrę▓┐╔ęį┤_Č©║ĖĮė╬╗ų├Ż¼═¼śėĄ─Ż¼ę¬▀Mąą║ĖĮėŻ¼ę¬š{║├ŅAē║ĢrķgŻ¼▒Żē║ĢrķgŻ¼ŠS│ųĢrķgŻ¼ą▌ų╣ĢrķgŻ¼▒ŻūC╣ż╝■┐╔ęį³c║Ė└╬╣╠ĪŻ
ŌkĮ╝■į┌š█ÅØŻ¼ē║ŃTĄ╚╣żą“═Ļ│╔║¾ę¬▀Mąą▒Ē├µ╠Ä└ĒŻ¼▓╗═¼░Õ▓─▒Ē├µĄ─╠Ä└ĒĘĮ╩Į▓╗═¼ĪŻį┌▒Ē├µŪ░╠Ä└Ē║¾Ż¼▀M╚ļćŖ═┐╣żą“Ż¼į┌╣ż╝■ę¬Ū¾čb┼õ║¾ćŖ═┐ĢrŻ¼į┌╣ż╝■ā╚▓┐ė├ąĪ╝łŲ¼ĘŌūĪ╣ż╝■╔ŽĄ─┐ūŻ¼ė├─═Ė▀£ž─zĦ╣╠Č©ūĪŻ¼ęį├ŌćŖ═┐Ģr╚÷ĄĮ╣ż╝■ā╚▓┐Ż¼į┌╣ż╝■═Ō▒Ē├µ─▄┐┤ĄĮĄ─┬▌─ĖŻ©ĘŁ▀ģŻ®┐ū╠Äė├┬▌ßö▒ŻūoŻ¼ęį├ŌćŖ═┐║¾╣ż╝■┬▌─ĖŻ©ĘŁ▀ģŻ®┐ū╠ÄąĶę¬╗žč└ĪŻ
į┌ćŖ═┐ų«║¾▀M╚ļčb┼õ╣żą“Ż¼čb┼õŪ░Ż¼ę¬īóįŁüĒćŖ═┐ųąė├Ą─▒Żūo┘N╝ł╦║╚źŻ¼┤_Č©┴Ń╝■ā╚┬▌╝y┐ūø]ėą▒╗╚÷▀MŲß╗“Ę█Ż¼į┌š¹éĆ▀^│╠ųąŻ¼ę¬┤„╔Ž╩ų╠ūŻ¼▒▄├Ō╩ų╔Ž╗ęēmĖĮį┌╣ż╝■╔ŽŻ¼ėąą®╣ż╝■▀Ćę¬ė├ÜŌśī┤ĄŽ┬ĪŻ
═©▀^ī”ŌkĮ╣ż╦ćĄ─Ęų╬÷Ż¼Ė∙ō■╣ż╦ć─ŻēK╗»Ą─ę¬Ū¾Ż¼┐╔ęįīóŌkĮ╣ż╦ćäØĘų×ķ┴∙éĆ┤¾Ą──ŻēKŻ║ø_┐ū║═┬õ┴ŽĪóš█ÅØĪó║ĖĮėĪó▒Ē├µ╠Ä└ĒĪóćŖ═┐Īóčb┼õ░³čbĄ╚ĪŻ
4 ĮYšō
“─ŻēK╗»╣ż╦ć┴„│╠”╩ŪÅ─┤¾┴┐Ą─ŌkĮ╣ż╦ćųą┐éĮY╠ߤÆ│÷üĒĄ─Ż¼ŲõųąĄ─“─ŻēK╗»┴Ń╝■Äņ”║═“─ŻēK╗»öĄō■Äņ”Ż¼ī”Ė„ĘN╝ė╣żę¬╦ž▀Mąą┴╦┴┐╗»Ż¼▒Ńė┌ŌkĮ╣ż╦ć╚╦åT▀Mąą╣ż╦ćŠÄųŲĪŻ
═¼ĢrŻ¼“─ŻēK╗»╣ż╦ć┴„│╠”Ą─Į©┴óŻ¼×ķŌkĮCAPPĄ─═©ė├╗»Īóūįäė╗»║═╝»│╔╗»╠ß╣®┴╦╗∙ĄAĪŻ═©▀^“╣ż╦ćĄ──ŻēK╗»”─▄ėąą¦Ą─┐sČ╠╣ż╦ćŠÄųŲĄ─ĢrķgŻ¼ĮĄĄ═╣ż╦ćŠÄųŲ▀^│╠│÷¼FĄ─š`▓ŅŻ¼£p╔┘╣ż╦ćŠÄųŲ╦∙ąĶꬥ─╚╦┴”Īó╬’┴”ĪŻę“┤╦Ż¼“╣ż╦ćĄ──ŻēK╗»”─▄ē“Ė³║├Ą─ØMūŃŌkĮ╔·«aųŲįņĄ─“ČÓŲĘĘNĪó└^│ąąįÅŖ”Ą─╠ž³cĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ŌkĮCAPP─ŻēK╗»╣ż╦ćøQ▓▀
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401938224.html






















