



ę╗ĪóŲ¾śI║åĮķ
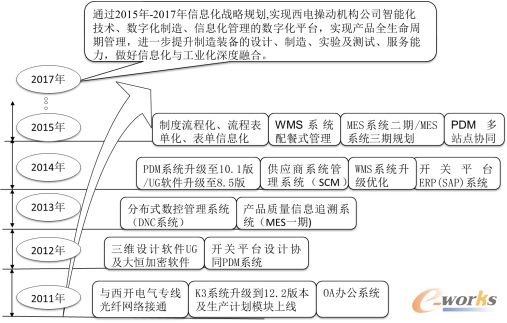
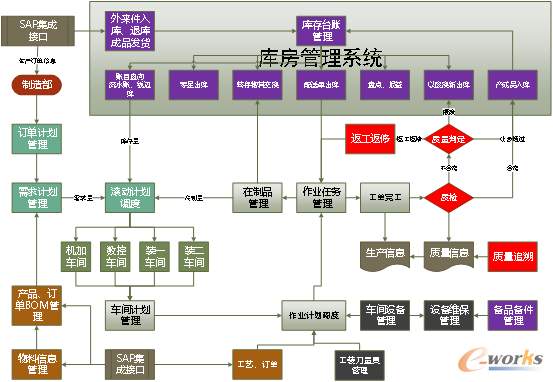
╬„░▓╬„ļŖĖ▀ē║ķ_ĻP▓┘äėÖCśŗėąŽ▐ž¤╚╬╣½╦Š╩Ūųąć°╬„ļŖ╝»łF╣½╦ŠŽ┬ī┘ūė╣½╦ŠŻ¼╩Ū▌öūāļŖĖ▀ē║ķ_ĻP“▓┘äėÖCśŗ”Ą─īŻśI╔·«aŲ¾śI, «aŲĘĖ▓╔w72.5kVĪ½1100kVĖ„ļŖē║Ą╚╝ēķ_ĻPė├▓┘äėÖCśŗ,ų„ꬫaŲĘ×ķ:┼õöÓ┬ĘŲ„ė├Ą─ę║ē║ÅŚ╗╔ÖCśŗĪó┼õ│©ķ_╩ĮĖ¶ļxķ_ĻP║═GISųąĖ¶ļxķ_ĻPĪóĮėĄžķ_ĻPĄ─ļŖäėÖCśŗĪó┼õöÓ┬ĘŲ„║═GISųą┐ņ╦┘ĮėĄžķ_ĻPĄ─ļŖäėÅŚ╗╔ÖCśŗĪŻ«aŲĘ▒ķ▓╝ć°ā╚30ČÓéĆ╩ĪĪó╩ąĪóūįų╬ģ^Ż¼Ė▓╔w┴╦╠®ć°Īó±RüĒ╬„üåĪóą┬╝ėŲ┬ĪóŽŃĖ█Ą╚ć°╝ę║═Ąžģ^Ż¼─ĻĀIśIŅ~│¼3.5ā|į¬ĪŻ╣½╦ŠŠ▀ėąć°ā╚ę╗┴„Ą─ÖCąĄ╝ė╣ż╦«ŲĮŻ¼ķLė┌Å═ļs┴Ń╝■Ą─Š½╝Ü╝ė╣żŻ¼ōĒėą╚š▒Š▀M┐┌Ą─┼P╩Į╝ė╣żųąą─ĪóÅ═║Ž╝ė╣żųąą─Īó▄掄ųąą─Ż╗ęį╝░├└ć°▀M┐┌Ą─öĄ┐ž▄ć┤▓,▀Ćėą┴ó╩Į╝ė╣żųąą─ĪóöĄ┐ž─ź┤▓Ą╚įOéõĪŻ░▓čbė┌║Ń£ž║ŃرŚl╝■Ž┬Ą─╚²ū°ś╦£y┴┐āx║═ė░Ž±£y┴┐āx┐╔īŹ¼Fī”Å═ļs┴Ń╝■Ą─Š½├▄£y┴┐ĪŻ╣½╦Š¼FėąåT╣ż339╚╦Ż¼įOėą8éĆ▓┐ķTĪó3éĆ▄ćķg,▓óĮ©┴ó┴╦▓®╩┐╣żū„╩ęĪŻ

łD1 ╬„░▓╬„ļŖĖ▀ē║ķ_ĻP▓┘äėÖCśŗėąŽ▐ž¤╚╬╣½╦Š
Č■ĪóŲ¾śIį┌ųŪ─▄ųŲįņĘĮ├µĄ─¼FĀŅ
╬„ļŖÖCśŗ╣½╦ŠīŹ╩®┴╦PDMĪóMESĪóERPĪóSCMĪóDNCĪóAPSĄ╚ŽĄĮyŻ¼Į©┴ó┴╦ęįPDMŽĄĮy×ķ║╦ą─Ą─CAD/CAE/CAPP/ CAMę╗¾w╗»╝»│╔æ¬ė├ŽĄĮyŻ¼īŹ¼F┴╦ČÓŲ¾śIų„¾wöĄūų╗»įOėŗŲĮ┼_Į©įO╝░æ¬ė├Ż¼┤“įņ┴╦ę╗éĆÅ─čą░lįOėŗĄĮ╔·«aųŲįņĪóį┌ŠĆŲĘ┘|Öz£yĄ─öĄūų╗»╣żÅSŻ¼īŹ¼F┴╦╔·«aą┼ŽóĪó┘|┴┐ą┼ŽóĪóįOéõą┼ŽóĄ─┐╔ęĢ╗»╣▄┐žĪŻśs½@2017─Ļ“Ļā╬„╩ĪųŲįņśI┼c╗ź┬ōŠW╚┌║Ž░lš╣╩ŠĘČŲ¾śI”ĘQ╠¢Ż¼į┌ć°ā╚═¼ąąśIųą╠Äė┌ŅIŽ╚Ąž╬╗ĪŻ
╚²ĪóģóįuųŪ─▄ųŲįņĒŚ─┐įö╝ÜŪķørĮķĮB
1.ĒŚ─┐▒│Š░ĮķĮB
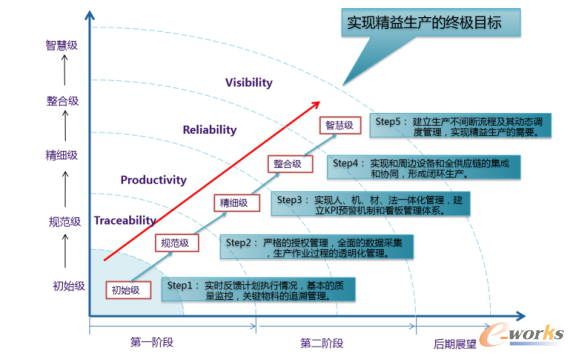
╬„ļŖ▓┘äėÖCśŗ╣½╦Šū„×ķ╬„ļŖ╝»łFĄ─Š½ęµ╗»╣▄└Ēįć³cå╬╬╗Ż¼┴”ĀÄ═©▀^╚²─ĻĄ─ĢrķgŻ¼īŹ¼FŲ¾śIĄ─Š½ęµ╣▄└Ē─┐ś╦Ż¼╠ßĖ▀Ų¾śIĄ─ŠC║ŽĖéĀÄ─▄┴”Ż¼ĮĄĄ═į┌ųŲŲĘÄņ┤µŻ¼╠ßĖ▀«aŲĘĄ─┬─╝sĪóŲĘ┘|║═ė»└¹─▄┴”ĪŻ╣½╦ŠÅ─2011─ĻęįüĒ│ų└m▀Mąąā╔╗»╔ŅČ╚╚┌║Ž╣żū„Ż¼īŹ¼F┴╦Å─«aŲĘįOėŗĄĮĮ╗ĖČĄ─╚½╔·├³ų▄Ų┌ą┼Žó╗»ŽĄĮyĖ▓╔wĪŻ×ķ┤╦Ż¼╣½╦ŠÅ─ūį╔Ē░lš╣Ą─ĮŪČ╚ęÓ▀xō±┴╦Š½ęµ╣▄└Ēū„×ķ╬┤üĒīŹ¼F“╬„ļŖųŲįņ2025”Ą─ų„ī¦└Ē─ŅŻ¼ą┼Žó╗»ū„×ķų¦ō╬ŲĮ┼_║═╣żŠ▀Ż¼═©▀^LPŻ©Lean ProductionŻ®+ITŻ©Information TechnologyŻ®īŹ¼FŲ¾śI╣▄└Ē╠ß╔²┼c▀\ĀIā×╗»ĪŻ
łD2 ╬„ļŖ▓┘äėÖCśŗ╣½╦ŠĄ─ą┼Žó╗»ŽĄĮyĮ©įOÜv│╠
─┐Ū░╬„ļŖ▓┘äėÖCśŗęčĮøŠ▀éõĄ─ą┼ŽóŽĄĮyęį╝░╬┤üĒ3─ĻĄ─ŽĄĮyęÄäØÜv│╠╚ńłD1╦∙╩ŠŻ║╝╝ąg▓┐ķT╩╣ė├PDMŻ©TeamCenter+NXŻ®╣▄└Ē╦∙ėą«aŲĘĄ─2D/3DįOėŗöĄō■┼c╣ż│╠═Č«a┘Y┴ŽŻ╗ÖMž×ųŲįņŽĄĮy▀MõN┤µśI䚥─ERPŻ©SAPŻ®ŽĄĮy×ķĖ„▓┐ķT┤ŅĮ©┴╦ą┼Žó┴„Īó╬’┴„╝░žöäš┴„Ą─╝»ųą╣▄└ĒŲĮ┼_Ż╗═©▀^ł╠ąąīė├µĄ─WMS(┴ó¾wé}Äņ╣▄└ĒŽĄĮy)ĪóMESŻ©░█╦╝Į▄ųŲįņł╠ąąŽĄĮyŻ®ĪóSCMŻ©╣®æ¬µ£╣▄└ĒŽĄĮyŻ®║═DNCŻ©Ęų▓╝╩ĮöĄ┐ž╣▄└ĒŽĄĮyŻ®ŽĄĮyīóERPŽĄĮyĄ─ėŗäØĪó╬’┴„║═┘|┴┐ą┼Žó▀Mąą┬õĄžŻ╗WMS│╔×ķ▄ćķg╬’┴„ų▄▐DĄ─śą╝~Ż╗MESīŹ¼F┴╦═Ųäė▄ćķgėåå╬┼c║╦ą─┘|┴┐▀^│╠┐žųŲĄ─╝~ĦŻ╗╗∙ė┌SCMīŹ¼F▓┘äėÖCśŗ╣½╦Š┼c╣®æ¬╔╠ų«ķg╬’┘|▓╔┘Å╝░ŽÓĻP┘|┴┐ą┼ŽóīŹĢr╣▓ŽĒ┼cé„▀fŻ¼┤“įņłįÅŖ┐╔┐┐╣®æ¬µ£╔·æBŻ╗DNCŽĄĮy╣▄└ĒöĄ┐žÖC┤▓║═įOéõį┌ŠĆÖz£yŻ¼╝░ĢršŲ╬šÖC┤▓└¹ė├┬╩║═ĀŅæBĪŻ
2.ĒŚ─┐─┐ś╦┼cīŹ╩®įŁät
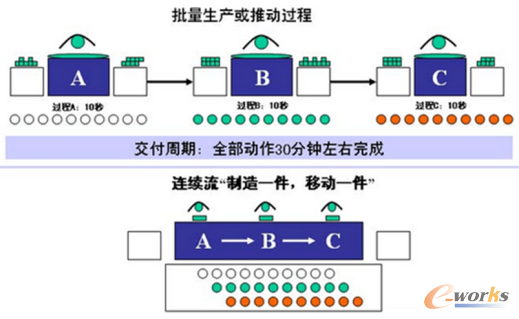
Š½ęµ╣▄└ĒĄ─║╦ą─╩Ū“▒M╔Ų▒M├└”Ż¼ī”ÖCśŗ╣½╦ŠĄ─╣▄└ĒśI䚯¼╠ß│÷┴╦ą┬Ą─ā×╗»ąĶŪ¾Ż¼Ųõ─┐ś╦į┌ė┌╠ßĖ▀╬’┴„Ą─ų▄▐D┬╩Ż¼īŹ¼F¼Fł÷ū„śIĄ─┼õ╦═╣▄└ĒŻ¼ęįārųĄ┴„Ą─ĘĮ╩Į║═ęĢĮŪęÄäØ╣▄└Ē╔·«a¼Fł÷Īóū„śIėŗäØęį╝░įOėŗBOMĪŻ╗∙ė┌¼FėąĄ─ ą┼ŽóŽĄĮyęį╝░MESĄ─Ū░ā╔Ų┌╣żū„ā╚╚▌Ż¼▒ŠŲ┌ąĶꬥ─╣żū„ųž³cį┌ė┌ĮŌøQ╚ńŽ┬å¢Ņ}Ż║
- ▄ćķgł╠ąą▀^│╠ųąŻ¼ū„śI┼┼«aš{Č╚┼cł¾╣żĘ┤üą┼ŽóīŹĢrš╣¼F┼cł¾Š»╠ß╩ŠŻ╗
- ĻPµI╣ż╬╗┼cū„śIģ^Ą─“└Łäė╩Į”š╣╩Š┼cą┼Žó╣▄└ĒŻ¼╬’┴„▀^│╠Ą─ą┼ŽóėøõøŻ╗
- ĻPµIųŲįņ┘Yį┤Ż©įOéõŻ®ĀŅæBĄ─ą┼Žó╣▄└ĒĪó▀\ąąĀŅæBĪóžō║╔ŲĮ║ŌŪķørŻ╗
- čb┼õ▀^│╠┘|┴┐ūĘ╦▌ęį╝░║╦ą─┴Ń▓┐╝■Ą─Śl┤aĪóĘ└Õe╣”─▄Ż╗
- ÖCśŗĄ─š¹ÖCįć“×ĀŅæBėøõøęį╝░║ŽĖ±ūCĄ─┤“ėĪ╣▄└ĒŻ╗
- │÷ÅSą┼Žóėøõø┼cČ■ŠS┤a╔·│╔▓ó┤“ėĪ╣▄└ĒŻ©ę╗ÖCę╗┤aŻ®Ż¼čb┼õ▄ćķgĄ─ÖCśŗ═Ļ╣żģRł¾Ż╗
- ÖCśŗ│÷ÅS░lžøŚl┤aöĄ┴┐║═Ģrķg╣▄└ĒŻ╗
- ║╦ą─┴Ń▓┐╝■Ą─öĄ┐ž╝ė╣żĄ─ł╠ąą▀^│╠ū„śI┼c┘|┴┐┐žųŲ╣▄└ĒŻ¼┴Ń▓┐╝■ł¾╣ż┼c“ėŗ╝■”ĮyėŗŻ╗
- ┴Ń╝■ųŲįņĪóčb┼õ═Ļ╣ż▀^│╠ęį╝░«a│╔ŲĘĄ─░lžø│÷Äņą┼ŽóėøõøĄĮMESŻ¼▓ó╗žīæSAPŽĄĮyŻ╗
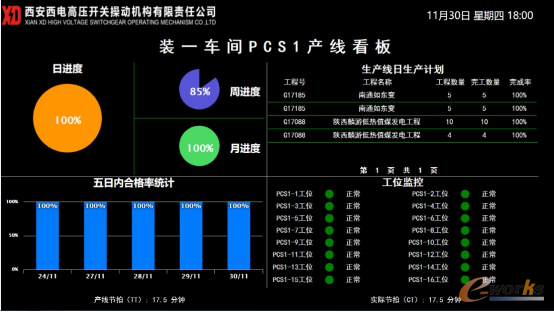
- ┼cčb┼õŠĆŽĄĮyĄ─PCS▀Mąą╝»│╔║═öĄō■é„▀fŻ¼’@╩Š╔·«aŠĆĄ─╔·«ažō║╔┼c─▄┴”ĪŻ
3.ĒŚ─┐īŹ╩®┼cæ¬ė├Ūķørįö╝ÜĮķĮB
▓┘äėÖCśŗMES╚²Ų┌ĒŚ─┐Į©įO×ķīŹ¼Fš¹éĆ▓┘äėÖCśŗ╣½╦ŠūŅĮKįĖŠ░Ż║Š½ęµ╔·«a╦╝ŽļĄ─┬õĄžŻ¼īóĒŚ─┐Į©įOęÄäØ┴╦ā╔éĆ═ŲąąļAČ╬Ż║Ą┌ę╗ļAČ╬╩Ū╔·«a▀\ĀIŠ½╝Ü╗»Ż¼Ą┌Č■ļAČ╬╩Ū╔·«a▀\ĀIŠ½ęµ╗»ĪŻ
łD3 MESĮ©įO┬ĘŠĆłD
3.1īŹ╩®▓▀┬į
Ż©1Ż®╔·«a▀\ĀIŠ½╝Ü╗»
ęį¼FėąųŲįņśIäš┴„│╠×ķ╗∙ĄAŻ¼═©▀^MES╚²Ų┌ĒŚ─┐Ą─īŹ╩®Ż¼▀Mąą╬’┴„┼cą┼Žó┴„Ą─╩ß└ĒŻ¼╝ėÅŖųŲįņ▀^│╠ųąĄ─╔·«aöĄō■▓╔╝»Ż¼ų▓ĮīŹ¼F╚½ųŲįņ▀^│╠öĄūų╗»ĪŻ
═©▀^╚½Šų╔·«a▀\ĀI╣▄└ĒŲĮ┼_Ą─ų¦│ųŻ¼┤“═©ųąĖ▀īė╣▄└Ēš▀┼cę╗ŠĆåT╣żĄ─┬ōŽĄŻ¼üĒÄ═ų·Ų¾śI╠ß╔²╔·«a▀\ĀI╣▄└ĒĄ─š¹¾wąį║═ģf═¼ąįĪŻ

łD4 ┤╣ų▒┤“═©╔·«a▀\ĀI
═©▀^MES▀BĮėą┼Žó╗»öÓ³cŻ¼üĒÄ═ų·Ų¾śI╠ß╔²╔·«a▀\ĀI╣▄└ĒĄ─š¹¾wąį║═▓┐ķTķgĪóśIäšķgĄ─ģf═¼ąįĪŻ

łD5 ╦«ŲĮ┤“═©╔·«a▀\ĀI
Ż©2Ż®╔·«a▀\ĀIŠ½ęµ╗»
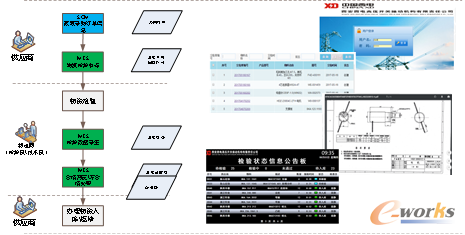
į┌Ą┌Č■ļAČ╬ę¬╚½├µų¦│ųŠ½ęµ╔·«aį┌▓┘äėÖCśŗ╣½╦ŠĄ─═Ų▀MŻ¼═©▀^Ą┌ę╗ļAČ╬MESŽĄĮyĄ─æ¬ė├╦∙Ęe└█Ą─Ė„ŅÉųŲįņśIäšöĄō■Ż¼▀Mąąįö╝ÜĘų╬÷║═╠ß¤ÆŻ¼×ķŠ½ęµ╔·«a═Ų▀M╠ß╣®öĄō■▒ŻšŽŻ¼▓ó═©▀^ŽĄĮy╣╠╗»┴„│╠Ż¼ų¦ō╬Š½ęµ╔·«a╣▄┐ž┬õĄžĪŻ
═©▀^Ė─ūāé„Įy┼·┴┐╔·«aĀŅør(é„Įy╔·«a:▓╗┐╝æ]īŹļHąĶę¬,Č°┤¾┼·┴┐Ą─╔·«a,ī¦ų┬░ļ│╔ŲĘČčĘeĄĮŽ┬ę╗éĆ╔·«a╣żą“Ż¼įņ│╔┤¾┴┐Äņ┤µį┌ųŲŲĘ║═│╔ŲĘ)║═Ž¹│²┤µį┌Ą─Ų▀┤¾└╦┘MŻ¼╩╣▓┘äėÖCśŗ╣½╦ŠŠ½ęµ╔·«a╣▄└ĒĄŪ╔Žą┬┼_ļAĪŻ
łD6 Š½ęµ╔·«a▀B└m┴„
═ŲąąŠ½ęµ╔·«a║¾Ż¼ė╔ė┌é„ĮyĄ─Š½ęµ╔·«a┤¾ČÓų╗═Ż┴¶į┌╝ł┘|╣▄└ĒĄ─īė├µŻ¼¤oĘ©īóą¦╣¹│õĘų░lō]ĪŻ═©▀^ĒŚ─┐īŹ╩®║¾Ż¼ŽĄĮyā╚ų├Ą─┼cŠ½ęµ╔·«a╣▄└ĒŽÓ┼õ║ŽĄ─╣”─▄─ŻēK┐╔ęį╩╣é„ĮyŠ½ęµ▀^Č╔ĄĮöĄūų╗»Š½ęµŻ¼šµš²░lō]Š½ęµ╔·«aĄ─ÅŖ┤¾ū„ė├ĪŻ
łD7 Š½ęµ╔·«a┼cMES╣”─▄Ųź┼õłD
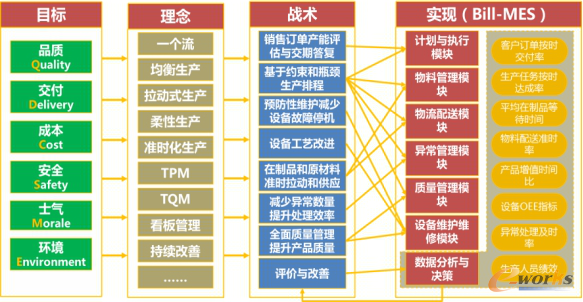
▓┘äėÖCśŗMESĒŚ─┐╚²Ų┌Ą─ŽĄĮyŲĮ┼_Ė▓╔w┴╦Ų¾śI╝╝ąg£╩éõĪó╔·«aėŗäØĪó┘|┴┐Öz“×Īó╬’┴ŽĪóųŲįņ▀^│╠║═╩█║¾Ę■äšśI䚯¼═©▀^śŗĮ©śIäš³c▀MąąśIäšą┼ŽóĄ─õø╚ļ║═╠Ä└ĒŻ╗═©▀^śIäš³c┤«│╔śI䚊Ư¼īŹ¼Fī”śIäš┴„│╠Ą─ų¦│ųŻ╗═©▀^śIäš³cĪóśI䚊Ćęį╝░ŠĆų«ķgĄ─Į╗▓µ³cŻ¼ūŅĮKģRŠ█│╔6éĆśIäš¾wŽĄŻ¼īŹ¼FųŲįņą┼Žóī”▀\ĀIśI䚥─ų¦ō╬Ż¼śIäš╦{łD╚ńŽ┬łD╦∙╩ŠŻ¼╦∙ėąŠ½ęµ╔·«aĄ─╣▄└Ē└Ē─Ņ║═ĘĮĘ©Č╝═©▀^ą┼Žó╗»╩ųČ╬║═öĄūų╗»Ą─╣żŠ▀╚┌╚ļĄĮ╔·«a▀^│╠¼Fł÷Ė„éĆŁh╣ØŻ¼╩╣Š½ęµ╔·«ašµš²┬õĄžĪŻ
łD8 ųŲįņł╠ąąŽĄĮyŲĮ┼_░³└©Ą─śIäš╦{łD
3.2Ė─╔Ųą¦╣¹
▓┘äėÖCśŗMESĒŚ─┐╚²Ų┌░┤ššęÄäØ║═╦{łDĮ©įOŻ¼ŽĄĮyį┌īŹ╩®║═╩╣ė├║¾Ż¼į┌ČÓéĆśIäšŅIė“░l╔·┴╦ūāĖ’Ż¼½@Ą├┴╦║▄┤¾Ą─ĮøØ·ą¦ęµŻ¼┐éĮYČ°čįŻ¼ėąęįŽ┬░╦éĆĘĮ├µĄ─ūā╗»ĪŻ
Ż©1Ż®╣®æ¬╔╠║═ųŲįņ╔╠ģf═¼
MESę╗šŠ╩ĮĘ■äšŲĮ┼_ĪóĮ╗ÖzļŖūė┐┤░ÕĄ─╔ŽŠĆæ¬ė├Ż¼╠ß╣®┴╦╣®æ¬╔╠ĪóųŲįņ╔╠╣żū„ģf═¼Īó▓╔┘ÅĪóÖz“×Īóé}ā”śIäš┬ōäėĄ─ŲĮ┼_ĪŻ
- ╣®æ¬╔╠į┌ŲĮ┼_╔Ž╠ßĮ╗┘Y┴ŽĪó╔ĻšłÖz“×Īó▓ķįāĮY╣¹Ż╗
- Öz“×ĮMķLĪóÖz“×åTį┌ŲĮ┼_╔ŽīÅ┼·Īó▓╔õøöĄō■ĪóĮYšō┼ąČ©Ż╗
- Äņ╣▄åTį┌ŲĮ┼_╔ŽÆ▀┤a╚ļÄņŻ╗
- ┐═ė^įuār╣®æ¬╔╠ĪŻ
łD9 ╣®æ¬╔╠║═ųŲįņ╔╠ģf═¼
Ż©2Ż®įOėŗ┼cųŲįņę╗¾w╗»ū„śIųĖī¦
═©▀^MES┼cDNC╝»│╔Īó▄ćķg╬─Ön╣▄└Ē─ŻēKĄ─æ¬ė├Ż¼īŹ¼F┴╦įOėŗ┼cųŲįņę╗¾w╗»ū„śIųĖī¦Ż¼ĮŌøQ┴╦Ż║
- ╔·«a¼Fł÷▓ķķå╝╝ąg┘Y┴Ž╝░ĢrąįĪóĘĮ▒Ńąįå¢Ņ}Ż╗
- ¼Fł÷╝ł┘|┘Y┴Ž╣▄└ĒŻ©Ęų░lĪó╠µōQĪó╗ž╩šŻ®ļyĄ─å¢Ņ}Ż╗
- įOéõ╔ŽNC╬─╝■ą▐Ė─┐žųŲĄ─å¢Ņ}ĪŻ
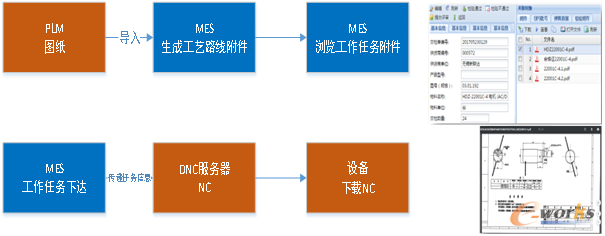
łD10 įOėŗ┼cųŲįņę╗¾w╗»ū„śIųĖī¦
Ż©3Ż®ėŗäØ┼┼│╠ęį╝░╔·«ał╠ąąę╗¾w╗»
═©▀^ėŗäØ┼┼│╠╣żŠ▀┼┼│╠ųĖī¦╔·«aĪó╔·«ał╠ąąĘ┤üł¾╣ż╗žīæSAPŻ¼▀MČ°ā×╗»║═š{š¹ėŗäØŻ¼īŹ¼FėŗäØ┼┼│╠Īó╔·«ał╠ąąę╗¾w╗»ĪŻ
- ėąŽ▐«a─▄╝s╩°Ą─ėŗäØ┼┼│╠╣”─▄Ż¼īóčb┼õėåå╬ĘųĮŌĄĮ├┐Śl«aŠĆĪó├┐ę╗╠ņŻ╗
- īó┴Ń╝■╝ė╣żū„śIĘųĮŌĄĮ├┐éĆįOéõĪó├┐ę╗╠ņŻ¼╠ßĖ▀┴╦╔·«aėŗäØĪó╚╬䚥─┐╔ł╠ąąąįŻ╗
- MESīóėåå╬╬’┴Ž▐D╗»×ķ░┤«aŠĆ╣ż╬╗äØĘųĄ─ĘųÆ■┼õ╦═ėŗäØ║═╣ż╬╗╝ēĄ─ū„śIėŗäØé„▀fĮoūįäė╗»«aŠĆŻ¼«aŲĘčb┼õ═Ļ║¾«aŠĆŽĄĮyīóĻPµI╬’┴Ž┼c│╔ŲĘĄ─čb┼õĻPŽĄĪó┼żŠžųĄĄ╚ą┼Žó╗žīæMESŽĄĮyĪŻ
Ż©4Ż®╬’┴Ž┼õ╦═┼c╔·«ał╠ąąģf═¼
╬’┴Ž┼õ╦═┼c╔·«ał╠ąąģf═¼░l╔·┴╦╚ńŽ┬Ė─ūāŻ║
- ░┤├┐╚ščb┼õėŗäØĪó╣ż╬╗BOM╔·│╔╬’┴Ž┼õ╦═ėŗäØŻ╗
- ╬’┴Ž┼õ╦═ļŖūė┐┤░ÕŠ»╩ŠŻ╗
- į┌╔·«aėŗäØł╠ąąŪ░Ż¼╬’┴Ž┼õ╦═╚╦åT░┤ąĶĪó░┤╣ż╬╗īó╬’┴Ž╦═ĄĮŠĆ▀ģŻ¼▒▄├Ō┴╦ŠĆ▀ģ╬’┘YĘeē║ĪŻ

łD11 ╬’┴Ž┼õ╦═┐┤░Õ
Ż©5Ż®╔·«a▀^│╠═Ė├„╗»▒O┐ž╣▄└Ē
ļŖūė┐┤░ÕĄ─æ¬ė├Ż¼īŹ¼F╔·«a▀^│╠┐╔ęĢ╗»Īó═Ė├„╗»▒O┐ž╣▄└ĒĪŻ
- «aŠĆŠC║ŽļŖūė┐┤░Õš╣╩Š┴╦«aŠĆ«öŪ░│╔▒ŠĪóŁhŠ│Īó╚╦╩┬ĪóįOéõĪó░▓╚½ŠC║ŽŪķørŻ╗
- ╔·«a▀MČ╚┐┤░Õš╣╩Š«aŠĆ╔·«aėŗäØĪół╠ąąŪķøręį╝░╣ż╬╗ĀŅæBŻ╗
- ╬’┴Ž┼õ╦═ļŖūė┐┤░Õ’@╩ŠĄ─╩Ūįö╝ÜĄ─╣ż╬╗┼õ╦═ėŗäØ║═┼õ╦═ĮY╣¹ĪŻ
łD12 «aŠĆŠC║ŽļŖūė┐┤░Õ
Ż©6Ż®▄ćķg¼Fł÷«É│Ż╝░ĢrĒææ¬
═©▀^╔·«a«É│Ż╣▄└Ē─ŻēKĄ─æ¬ė├Ż¼▄ćķg▓┘ū„╚╦åTĪó░▓╚½╝╝ąg╩ę╝╝ągåT═Ļ│╔┴╦Å─«É│Ż╠ßł¾Īó▀h│╠ą┼Žó½@╚ĪĪó¼Fł÷«É│Ż╠Ä└ĒĪó┤_šJ║═ĻPķ]«É│ŻĄ─▀^│╠ĪŻą╬│╔▄ćķg«É│Ż╣▄└ĒĄ─ķ]ŁhŻ¼╠ßĖ▀«É│Ż╠Ä└ĒĄ─╝░ĢrąįĪŻ
Ż©7Ż®╣żĢr║═╚╦åT┐āą¦╣▄└Ē
öĄ┐ž▄ćķg═©▀^MESŽĄĮy▀Mąą╣żĢr║╦╦ŃŻ¼╚ĪŽ¹╝ł┘|╣żŲ▒║╦╦ŃĘĮ╩ĮŻ¼▓ó═©▀^╣żĢrł¾▒ĒĮyėŗ╚╦åT│÷Ū┌Īó╣żĢr┐āą¦Īó╣żū„’¢║═Č╚Īó░Ó«a▀_│╔┬╩ĪóéĆ╚╦╔·«a║ŽĖ±┬╩ĪóįOéõ╣żĢrŪķørŻ¼×ķ╔·«aå╬į¬Ą─Š½ęµ╗»╔·«aĖ─╔ŲĪóŠ∙║Ō╗»╔·«a╠ß╣®ėą┴”Ą─öĄō■ų¦│ųŻ¼▀MČ°ĮĄĄ═ųŲįņ│╔▒Š║═╣▄└Ē│╔▒ŠĪŻ
Ż©8Ż®╚½├µĄ─┘|┴┐╣▄┐ž
═©▀^ęįŽ┬╝╝ąg╩ųČ╬Ż¼ī”┴Ń╝■╝ė╣ż║═ÖCśŗčb┼õ▀^│╠īŹ╩®┴╦┘|┴┐┐©┐žŻ║
- ▒žÖzĒŚ─┐Īóčb┼õ▒ž▓╔╝■Ą─įOų├Ż╗
- ┴Ń╝■╝ė╣ż▀^│╠Öz“×╝░▓╗║ŽĖ±╠Ä└ĒŻ╗
- čb┼õĢrī”čb╚ļ╝■╬’┴ŽŠÄ┤aĪó┘|┴┐Ą╚╝ēĄ─ūRäe║═Ž▐ųŲŻ╗
- ┼cÅŚ╗╔Öz£yįOéõĪóčą─źÖz£yįOéõĄ╚╝»│╔Ż¼MESūįäė▓╔╝»╚ļÅSÖz“×Īó┴Ń╝■╝ė╣żĪóÖCśŗčb┼õ▀^│╠Ą─Öz£yöĄō■Ż╗
- MESŽĄĮyū„×ķÖCśŗ║ŽĖ±ūCĪóÖCśŗÖz“׳¾ĖµĄ─öĄō■üĒį┤║═┤“ėĪ│÷┐┌ĪŻ
4.ą¦ęµĘų╬÷
Ż©1Ż®īŹ╩®Ū░║¾ī”▒╚
▒Ē1 MESĒŚ─┐īŹ╩®Ū░║¾ī”▒╚
Ż©2Ż®╩▄ęµĘų╬÷
ĒŚ─┐īŹ╩®║¾Ż¼╚ĪĄ├┴╦╚ńŽ┬╩šęµŻ║
a)üĒ┴ŽÖzśIäšā×╗»Ż║īóüĒ┴ŽÖzśIäšė╔5╠ņ┐sČ╠×ķ1╠ņŻ¼╠ßĖ▀┴╦üĒ┴ŽÖz╣żū„ą¦┬╩Ż╗£p╔┘▓╔┘Å║═Öz“×åTĄ─╣żū„┴┐Ż╗╠ßĖ▀╣®æ¬╔╠ØMęŌČ╚Ż╗įuār╣®æ¬╔╠Ė³┐═ė^ĪŻ
b)┘Y┴Žé„▀fĪó╣ż╦ćūāĖ³öĄō■┐žųŲŻ║┐sČ╠╝ė╣ż£╩éõĢrķgŻ¼ĮĄĄ═ę“įOėŗ«a╔·Ą─┘|┴┐│╔▒ŠĪŻ
c)Ė▀╝ēėŗäØ┼┼│╠Ż║╠ßĖ▀ėŗäØĄ─┐╔ł╠ąąąįŻ¼£p▌pėŗäØåT╣żū„žō║╔Ż¼╠ßĖ▀╣żū„ą¦┬╩║═ėåå╬┬─╝s┬╩ĪŻ
d)╬’┴Ž░┤Ģr░┤ąĶ┼õ╦═Ż║£p╔┘ŠĆ▀ģ┤¶£■╬’┴ŽŻ¼╠ßĖ▀╬’┴„▀\ąąą¦┬╩ĪŻ
e)╝░ĢrĪó═Ė├„Ą─╔·«a▀^│╠ą┼ŽóŻ║╠ßĖ▀╣▄└Ēš▀š{Č╚╠Äų├ą¦┬╩ĪŻ
f)Įė╩š╚╬äš┐©┐žŻ║į÷ÅŖ┴╦ėŗäØł╠ąą┴”Ż¼╠ß╔²┴╦ėŗäØ═Ļ│╔┬╩Ż╗
g)ŽĄĮyĮyėŗ╣żĢr┼c┐āą¦Ż║╠ßĖ▀┴╦Įyėŗ£╩┤_ąįĪó┐═ė^ąį║═╣żū„ą¦┬╩Ż¼£p╔┘ĮyėŗĄ─╣żū„┴┐ĪŻ
h)┼cÖz£yįOéõöĄō■╝»│╔Ż║Öz“×╚╦åT╣żū„┴┐£p╔┘50% Ż¼╠ßĖ▀öĄō■Ą─£╩┤_ąįĪó┐═ė^ąįŻ¼ķgĮėų¦│ų£p╔┘┘|┴┐å¢Ņ}║═┘|┴┐│╔▒ŠĪŻ
i)┘|┴┐ūĘ╦▌╣▄└ĒŻ║┘|┴┐å¢Ņ}┐ņ╦┘Č©╬╗Ż¼╠ß╔²Ę■äšŲĘ┘|ĪŻ
╦─ĪóŲ¾śIųŪ─▄ųŲįņĄ─╬┤üĒ░lš╣ęÄäØ
Į©┴óę╗éĆ×ķŠ½ęµ╣▄└ĒŠ½ęµ╔·«a┐╔ęįą┼┘ćĪó┐╔╣╠╗»Ą─ą┼ŽóŽĄĮyŻ╗─▄ē“╔Ņ╚ļĄĮŲ¾śI▀\ĀIĄ─ČÓéĆĘĮ├µŻ¼═©▀^ā╔╗»╔ŅČ╚╚┌║ŽŻ¼×ķ«aŲĘųŪ─▄╗»ĪóųŲįņöĄūų╗»Īó╣▄└ĒŠWĮj╗»╠ß╣®┐╔┐┐▒ŻšŽ┼cą┼Žóų¦ō╬ŲĮ┼_Ż¼īŹ¼F«aŲĘ╚½╔·├³ų▄Ų┌╣▄└ĒŻ¼═¼ĢrīŹ¼FŲ¾śIĄ─“▐Dą═”Ż¼ū÷║├ć°╝ę╝ēā╔╗»╔ŅČ╚╚┌║Ž╩ŠĘČŲ¾śIĪŻŠ▀¾wąĶę¬īŹ¼FęįŽ┬─▄┴”Ż║
1Īó╣®æ¬µ£ģf═¼─▄┴”
Å─┴„│╠Īó╝╝ągĪóöĄō■ĘĮ├µīŹ¼F╣▓ŽĒģf═¼Ż¼╝ėÅŖ╣®æ¬┴┐Ą─╣▄└ĒŻ¼ā×╗»╣®æ¬µ£┴„│╠Łh╣ØŻ¼╠ßĖ▀╣®æ¬µ£Ą─ą¦┬╩Ż¼╝ėÅŖī”ĻPµI║Žū„╗’░ķĄ─┐žųŲ┴”║═ė░Ēæ┴”Ż¼Ä═ų·╗’░ķģf═¼░lš╣Ż¼īŹ¼F╣▓┌AĪŻ
2ĪóŠ½ęµ╔·«a─▄┴”
╝ėÅŖMESŽÓĻPŽĄĮyĄ─╝»│╔Ż¼▀Mę╗▓Į╠ßĖ▀įOéõ║═╣ż╦ćĄ─╝╝ąg╦«ŲĮŻ¼╝ėÅŖ╔·«a▀^│╠Ą─╣▄└ĒŻ¼£pĄ═ÅUŲĘ┬╩║═╚▒Ž▌┬╩Ż¼Å─Č°╠ßĖ▀«aŲĘ┘|┴┐Ż¼╠ßĖ▀įOėŗą¦┬╩ĪŻ
3Īóų„äė┐ņ╦┘Ę■äš─▄┴”
└¹ė├ą┼Žó╝╝ągęį╝░╗ź┬ōŠW╝╝ągüĒģfš{Ų¾śI┼cŅÖ┐═ķgį┌õN╩█ĪóĀIõN║═Ę■äš╔ŽĄ─Į╗╗źŻ¼Å─Č°╠ß╔²Ų¾śI┐═æ¶╣▄└ĒĘĮ╩ĮŻ¼Ž“┐═æ¶╠ß╣®äōą┬╩ĮĄ─éĆąį╗»Ą─┐═æ¶Į╗ĖČ║═Ę■äšĪŻ
4ĪóĖ▀ą¦ĮM┐Ś▀\ĀI─▄┴”
═©▀^ā╚▓┐┴„│╠Ė─╔ŲŻ¼ą¦┬╩╠ß╔²Ż¼Å─Č°╠ßĖ▀╚½åTä┌äė╔·«a┬╩Ż¼ĮĄĄ═│╔▒ŠŻ¼▒Ż│ųārĖ±ĖéĀÄā×ä▌Ż╗═¼Ģr╠ßĖ▀Ę■䚥─ą¦┬╩║═┘|┴┐Ż¼Ė─╔Ųė├涾w“×ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
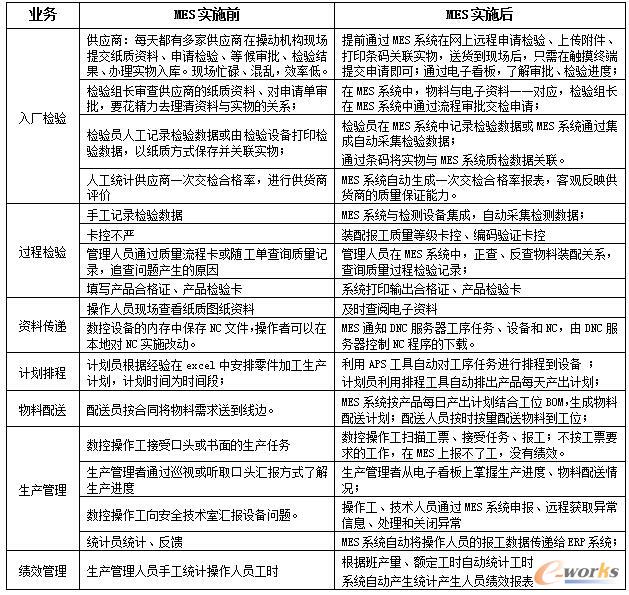
▒Š╬─ś╦Ņ}Ż║MESų«Ī░ä”Ī▒ų·╬„░▓╬„ļŖĖ▀ē║īŹ¼FŠ½ęµ╔·«a
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019324660.html






















