



ę╗ĪóŲ¾śI║åĮķ
╔Į¢|│Ż┴ųĶTśIėąŽ▐╣½╦Šš╝Ąž├µĘe4╚fŲĮĘĮ├ūŻ¼ęį╔·«aĶTĶFĪóŪ“─½ĶTĶF×ķų„Ż¼«aŲĘ×ķŲ¹▄ćĪó░läėÖCĪó╣ż│╠ÖCąĄĪóę║ē║ĪóÜŌäėį¬╝■Īó╝░Ė„ĘN▒├ŅÉĪóķyŅÉĄ╚┼õ╝■Ż¼─Ļ╔·«a─▄┴”×ķ20╚fćŹĪŻ╣½╦Šūį│╔┴óęįüĒę╗ų▒▒³│ą“│ų└mĖ─▀MŻ¼┴”Ū¾┘|┴┐═Ļ├└Ż╗▓╗öÓäōą┬Ż¼┤_▒ŻŅÖ┐═ØMęŌ”Ą─┘|┴┐ĘĮßśĪŻęčĒś└¹═©▀^ISO9001Ż║2000ĪóTS16949┘|┴┐¾wŽĄšJūCŻ¼ISO14001ŁhŠ│¾wŽĄšJūCĪŻ╣½╦Šæ{ĮĶ═Ļ╔ŲĄ─┘|┴┐Īó╝░ĢrĄ─Ę■äšĪó┴╝║├Ą─ą┼ūuęč│╔╣”ķ_░l▓ó×ķĘŲüå╠žĪóßĘ─”╦╣Īó±Rį·┐╦ĪóŲµ╚Īó╝¬└¹ĪóÅVŲ¹Īó╔±²łĪóÅVų▌└õÖCĪóÕXĮŁųŲ└õĪó╦╣╠½Ā¢Īóę┴ŅDĪó╚²ę╗Ą╚ć°ā╚═Ōų¬├¹ÅS╝ę▀Mąą┼õ╠ū╔·«aŻ¼«aŲĘŽ╚║¾│÷┐┌ĄĮ├└ć°Īóėóć°Īó░─┤¾└¹üåĪó╚š▒ŠĪóĒnć°ĪóĄ┬ć°Īó╬„░Óč└ĪóęŌ┤¾└¹Ą╚ć°╝ęŻ¼╚ĪĄ├┴╦┴╝║├Ą─ą┼ūuĪŻ

łD1 ╔Į¢|│Ż┴ųĶTśIėąŽ▐╣½╦Š
Č■ĪóŲ¾śIā╔╗»╚┌║Ž¶▀ųŪ─▄ųŲįņæ¬ė├┐é¾w¼FĀŅ
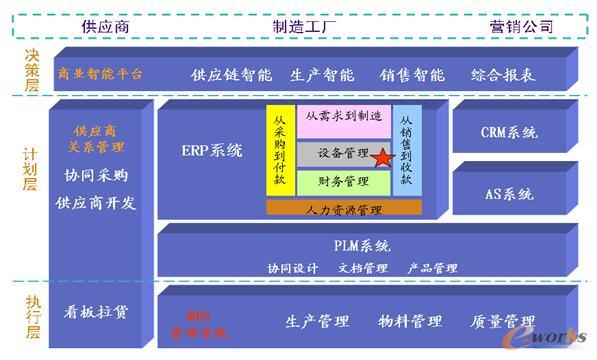
Į³─ĻüĒŻ¼╣½╦Š╩╝ĮKłį│ų“ęį╩ął÷×ķī¦Ž“Īó«aŲĘķ_░l┼c┘|┴┐╣▄└Ē▓ó┼eŻ╗ęįõN╩█×ķųąą─Ż¼╔·«a░lš╣┼cĮøØ·ą¦ęµį÷ķL═¼▓Į”Ą─Ų¾śIĘĮßśŻ¼▓╗öÓ═Ų▀M╝╝ąg▀M▓ĮŻ¼└¹ė├ą┼Žó╝╝ągĖ─įņé„Įy«aśIŻ¼╝ė┐ņą┬«aŲĘķ_░lŻ¼┼Óų▓ą┬Ą─ĮøØ·į÷ķL³cĪŻį┌Ą┬ć°╠ß│÷“╣żśI4.0”Īó├└ć°═Ų│÷“Ž╚▀MųŲįņśI”Ą─ć°ļH▒│Š░Ž┬Ż¼╔Į¢|│Ż┴ųĶTśIėąŽ▐╣½╦Šę╗ų▒ūóųž▓óĘeśO═Ų▀Mć°╝ę│½ī¦Ą─ā╔╗»╔ŅČ╚╚┌║Žæ¬ė├ĒŚ─┐Ż¼╠žäe╩Ūį┌ć·└@╚ń║╬┌s╔Žą┬ę╗▌å«aśIĖ’├³š{š¹Īó╠ßĖ▀«aŲĘĖĮ╝ėųĄĪóĮĄĄ═Ų¾śI▀\ĀI│╔▒ŠĪó│ų└mĘĆĮĪĮøĀIĄ╚Ų¾śIųž┤¾╝╝ągĖ─įņĘĮ├µ▀MąąĘeśO═Ų▀MĪŻ
╚²Īóģóįuā╔╗»╚┌║Ž¶▀ųŪ─▄ųŲįņĒŚ─┐įö╝ÜŪķørĮķĮB
1ĪóĒŚ─┐▒│Š░ĮķĮB
Ė▀Š½├▄ŠG╔½ĶTįņĄ─öĄūų╗»▄ćķgĒŚ─┐ęÄäØ╩Ūęį“ųŪ─▄ųŲįņ”×ķ║╦ą─Ż¼ęįą┼Žó╗»═ŲäėŲ¾śIäōą┬║═▐Dą═╔²╝ē×ķūź╩ųŻ¼═╗ŲŲé„ĮyĶTįņąąśI“┼KĪóüyĪó▓Ņ”Ą─ŠųŽ▐ąįŻ¼īŹ¼FąąśI┐╔│ų└m░lš╣Ą─ųžę¬æ┬į┼e┤ļĪŻ▒ŠĒŚ─┐┴óūŃą┼Žó╗»æ¬ė├Ż¼ęÄäØ▓óķ_░lļp├µē║īŹųŪ─▄┐žųŲŽĄĮyĪóųŪ─▄▐D▀\ŽĄĮyĪóČ©┴┐Ø▓ūóŽĄĮyĪó└õģs┐žųŲŽĄĮyĪóūįäėŪÕš¹ŽĄĮyĪóĶT╝■╚▒Ž▌Öz£y╝░┘|┴┐įuČ©ŽĄĮyĪó─▄ą¦▒O┐žŽĄĮyĪó╬’┴„Ė·█Ö╝░╔·«aøQ▓▀╣▄└ĒŽĄĮyĄ╚ĘĮ├µĄ─öĄūų╗»æ¬ė├Ż¼čąųŲ▓óæ¬ė├ūįäė═Č┴ŽĪóĶT╝■ŪÕ└ĒĪó╚▒Ž▌Öz£yčbų├Īó┴ó¾wé}ÄņĪó╬’┴„ąĪ▄ćęį╝░─▄ą¦īŹĢr▒O┐žĪóųąčļ╝»│╔┐žųŲĄ╚æ¬ė├ŽĄĮyŻ¼īŹ¼FÅ─╔░Žõįņą═Īóę▒¤ÆĪóĶT╝■▒Ē├µŪÕš¹ĪóÖz£y╚½▀^│╠öĄūų╗»┐žųŲ║═╔·«aĪŻ
2ĪóĒŚ─┐─┐ś╦┼cīŹ╩®įŁät
ĒŚ─┐─┐ś╦Ż║
└¹ė├ą┼Žó╝╝ąg┼c╣żśI╝╝ągŽÓĮY║ŽŻ¼Ė─įņé„Įy«aśIŻ¼į┌«aŲĘįOėŗĪó╣ż╦ć╣▄└ĒĄ╚ĘĮ├µīŹ¼F«aŲĘįOėŗ╝░╣ż╦ćöĄūų╗»Ż¼▀~Ž“ųŪ─▄įOėŗŻ╗└¹ė├ųŲįņł╠ąąŽĄĮyŻ¼╝ėÅŖ╔·«a▀^│╠┐žųŲŻ¼Į©įOöĄūų╗»▄ćķgŻ¼▀~Ž“ųŪ─▄╔·«aŻ╗└¹ė├Ų¾śI┘Yį┤ėŗäØERPŽĄĮyĪó╣®æ¬µ£╣▄└ĒSCMŽĄĮyĪó┐═æ¶ĻPŽĄ╣▄└ĒCRMŽĄĮyĪó«aŲĘ╔·├³ų▄Ų┌╣▄└ĒPLMĪóļŖūė╔╠äšĪó╔╠śIųŪ─▄øQ▓▀BIŽĄĮyŻ¼īŹ¼FųŪ─▄╗»╣▄┐žŻ¼╩Ū╣½╦Šš¹¾wą┼Žó╗»ĮŌøQĘĮ░ĖĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼ę▓╩Ū╣½╦Š“╩«Č■╬Õ”╝░“╩«╚²╬Õ”ą┼Žó╗»ŽĄĮyĮ©įO┼c╣▄└Ēā×╗»Ą─ųžę¬Łh╣ØŻ╗╩Ūų¦ō╬╝»łFæ┬į▀\ĀIĪó│ų└m═Ų▀M╝»łF“Š½ęµ╔·«aĪó╚╦┴”┘Yį┤Īóą┼Žó╗»”╚²į¬╣▄└ĒėąÖCĮY║ŽĄ─ųžę¬æ┬į┼e┤ļĪŻ
īŹ╩®įŁät┼cĘĮĘ©Ż║
░┤šš“š¹¾węÄäØĪóĘų▓ĮīŹ╩®”įŁätŻ¼╗∙ė┌Ė▀Š½├▄ŠG╔½ĶTįņĄ─öĄūų╗»▄ćķgĒŚ─┐░┤śIäš▀ē▌ŗäØĘų«aŲĘįOėŗ╣ż╦ć╣▄└ĒŻ©PDMŻ®ĪóŲ¾śI┘Yį┤ėŗäØŻ©ERPŻ®Īó╔·«a▀^│╠öĄō■▓╔╝»┼cĘų╬÷Ż©DCSŻ®╝░▄ćķgųŲįņł╠ąąŻ©MESŻ®╦─éĆŁh╣ØŻ¼Š▀¾węÄäØ×ķ«aŲĘįOėŗĪó╣ż╦接ĮyĪóERP╣▄┐žŽĄĮyĪó╔·«a▀^│╠öĄō■▓╔╝»┼cĘų╬÷ŽĄĮy╝░▄ćķgMESł╠ąąŽĄĮyĪŻ
3ĪóĒŚ─┐īŹ╩®┼cæ¬ė├Ūķørįö╝ÜĮķĮB
ęÄäØĖ▀Š½├▄ŠG╔½ĶTįņöĄūų╗»▄ćķgĒŚ─┐╩Ūį┌š¹║Ž«aŲĘįOėŗ╝░╣ż╦ćöĄūų╗»Ą─╗∙ĄA╔ŽŻ¼╠žäe╩Ūį┌īŹ╩®Solid Edge║═Pro/EŻ©¼FCREOŻ®Ą╚╚²ŠSįOėŗ▄ø╝■╝░PLM«aŲĘ╔·├³ų▄Ų┌╣▄└ĒĪóŲ¾śIERPŽĄĮy╝░▄ćķgMESųŲįņł╠ąąŽĄĮy╗∙ĄA╔ŽĄ─ą┼Žó╗»ŠC║ŽĒŚ─┐Ż¼╩ŪŲ¾śI▓╗öÓ═Ų▀M╝╝ąg▀M▓ĮŻ¼└¹ė├ą┼Žó╝╝ąg╝░öĄūųĄ─įOéõŻ¼Ė─įņé„ĮyĘĮ╩ĮŻ¼┤“įņöĄūų╗»▄ćķgŻ¼īŹ¼FųŪ─▄ųŲįņĄ─ėąą¦═ŠÅĮŻ¼Ųõš¹¾wśIäš┴„│╠ęÄäØĮ©įO╚ńŽ┬Ż║
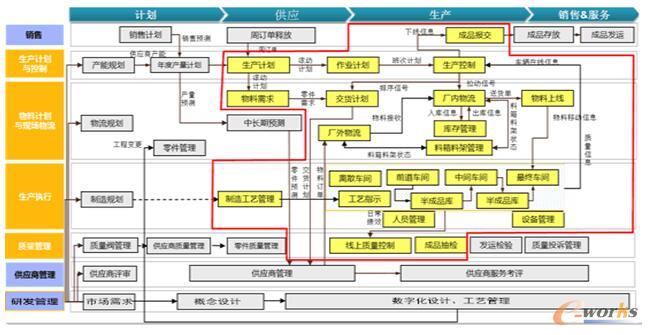
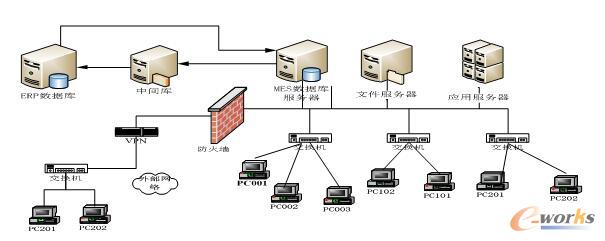
łD2 Ė▀Š½├▄ŠG╔½ĶTįņöĄūų╗»▄ćķgš¹¾wśIäš┴„│╠ęÄäØ
1Ż®«aŲĘöĄūų╗»įOėŗĘĮ├µ
«aŲĘöĄūų╗»įOėŗ▄ø╝■Ą─▀xō±ĘŪ│Żųžę¬Ż¼▀xō±ć°ļHų¬├¹╚²ŠSįOėŗ▄ø╝■ī”«aŲĘįOėŗ╝░ŽĄĮyöĄō■╝»│╔ų┴ĻPųžę¬ĪŻīó«aŲĘĄ─╚²ŠSöĄūų╗»Č©┴x×ķųŲįņśIą┼Žó╗»Ą─į┤Ņ^Ż¼▓╗āH×ķą┬«aŲĘ║═╣żčb─ŻŠ▀Ą─öĄ┐ž╝ė╣ż╠ß╣®┴╦Äū║╬─Żą═Ż¼Č°Ūę×ķæ¬ė├CAE╝╝ągäōįņ┴╦Śl╝■Ż¼æ¬ė├Ė„ĘNėŗ╦ŃÖC▌oų·╣ż│╠Ęų╬÷▄ø╝■Ż¼ī”ķ_░lĄ─ą┬«aŲĘ▀MąąÅŖČ╚Ęų╬÷┼cā×╗»įOėŗĪóÖCśŗ▀\ąąīWĘų╬÷ĪóÖCśŗäė┴”īWĘų╬÷Īóę║ē║┐žųŲŽĄĮyĘ┬šµĪó╝ė╣ż▀^│╠Ę┬šµĪó┐╔┐┐ąįĘų╬÷Ą╚Ż¼Å─Č°▒ŻūCą┬«aŲĘĄ─įOėŗ┘|┴┐ĪŻČ°CAMĄ─æ¬ė├Ż¼┐╔ęįā×╗»╔·«a╣ż╦ć▀^│╠Ż¼▀_ĄĮ╠ßĖ▀╔·«aą¦┬╩║═▒ŻūC╝ė╣ż┘|┴┐Ą──┐Ą─ĪŻ═©▀^ą┼Žó╝╝ąg═ŲÅVæ¬ė├Ż¼Ų¾śIį┌╠ßĖ▀«aŲĘ┘|┴┐Īó╣Ø╝s│╔▒ŠĪó╠ßĖ▀╔·«aą¦┬╩║═īŹ¼F╚²╗»╦«ŲĮŻ©ś╦£╩╗»Īó═©ė├╗»ĪóŽĄ┴ą╗»Ż®Ą╚ĘĮ├µīóĢ■╚ĪĄ├’@ų°│╔ą¦ĪŻ
2Ż®«aŲĘöĄūų╗»╣ż╦ć╣▄└Ē
╣ż╦ćöĄūų╗»ĒŚ─┐Š═╩Ū│õĘų└¹ė├Ų¾śIā╚Īó═Ō▓┐┘Yį┤ā×ä▌ĪóĮ©┴óŲ¾śIį┌ĒŚ─┐ėŗäØ┐žųŲĪó«aŲĘįOėŗĪó╣ż╦ćįOėŗĪó╔·«a╣▄└ĒĪó╬’┴ŽĪó┘|┴┐┐žųŲĪó┐═æ¶Ę■䚥╚śIäš▀^│╠ųąĄ─ėąÖCĮyę╗ĪŻĮ©┴óĮĪ╚½┼õ╠ūĄ─╣▄└ĒęÄĘČĪóųŲČ╚║═▓┘ū„┐žųŲ╩ųāįŻ¼īŹ¼F╣ż╦ćųŲįņöĄūų╗»Īóą┼Žó╝»│╔╗»Īó▀^│╠├¶Į▌╗»Ż¼▀Mę╗▓Į╝ėÅŖŲ¾śI║╦ą─ĖéĀÄ┴”Ż¼Į©┴ó┐ņ╦┘Ēææ¬╩ął÷ąĶŪ¾Ą─śIäš╣▄└ĒĪó┐žųŲÖCųŲŻ¼┌AĄ├«aŲĘį┌┘|┴┐Īó│╔▒ŠĪóĮ╗žøŲ┌ĪóĮøĀIą¦ęµĄ╚Ė„ĘĮ├µĄ─ĖéĀÄā×ä▌Ż¼Å─Č°▀Mę╗▓ĮīŹ¼F╝ėÅŖŲ¾śI╔·«a│╔▒Š┐žųŲĪóį÷╝ė┌A└¹┐šķg║═╠ßĖ▀╩ął÷š╝ėą┬╩Ą──┐Ą─ĪŻ═©▀^▀@ę╗ĒŚ─┐Ą─īŹ╩®æ¬ė├Ż¼╩╣«aŲĘ╣ż╦ć▀^│╠╣▄└Ē░l╔·Ė∙▒Šąįūā╗»Ż¼ęįą┼Žó╗»╩ųČ╬īŹ¼F╣ż╦ć╣▄└ĒĄ─ųŪ─▄╗»ĪóŠWĮj╗»║═┐╔ęĢ╗»Ż¼Š▀¾w▒Ē¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║
ó┘ūįäė╝»│╔«aŲĘįOėŗą┼ŽóŻ¼▓óĮY║Ž▄ćķgŽÓĻPįOéõĪó─ŻŠ▀ą┼ŽóŻ¼ūįäėą╬│╔ŽÓĻP«aŲĘ╣ż╦ćöĄō■Ż¼īŹ¼FŲ¾śI«aŲĘįOėŗ┼c╣ż╦ćĄ─öĄō■š¹║ŽĪŻ
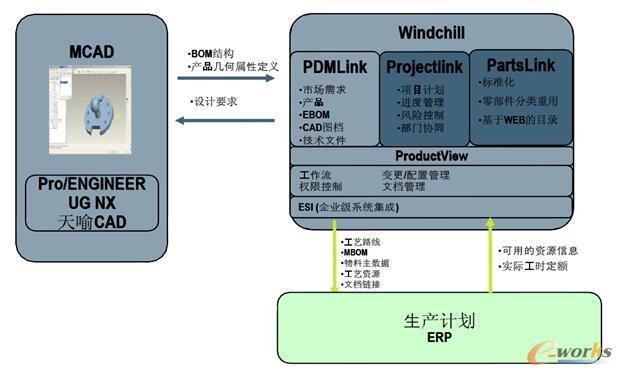
łD3 įOėŗ┼c╣ż╦ćĄ─öĄō■š¹║Ž
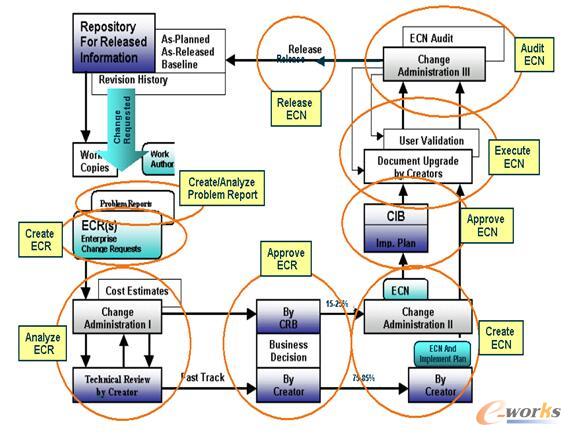
ó┌ĮĶų·▄ø╝■ŽĄĮyīŹ╩®Ż¼īŹ¼Fī”Ų¾śIĖ„śIäš┬Ü─▄▓┐ķTį┌«aŲĘčą░lĪó╣ż╦ćųŲČ©▀^│╠ųą«a╔·Ą─ļŖūėöĄō■▀MąąĮyę╗┐žųŲ║═╣▄└ĒŻ¼▒ŻūC▀@ą®öĄō■░µ▒ŠĄ─š²┤_ąį║═ÖÓ═■ąįĪŻĮ©┴ó┤µĘ┼įOėŗĪó╣ż╦ćĪó╣żčbĪóųŲįņĄ╚öĄō■Ą─╝»ųą«aŲĘų¬ūRÄņŻ¼▓ó═©▀^öĄō■ų«ķgĄ─ĻP┬ōī”«aŲĘų¬ūRÄņųąĄ─öĄō■▀Mąą║Ž└ĒĄ─ĮM┐Ś║═╣▄└ĒŻ¼┤_▒Żī”«aŲĘį┌ĮYśŗįOėŗĪó╣ż╦ćųŲČ©Ą╚śIäš▀^│╠ųąĄ─╬─Ön╝░Ģr▀MąąÜwÖnŻ¼Ė─╔Ų▓┐ķTų«ķg▓󹹥─╣żū„ą¦┬╩Ż¼┐sČ╠«aŲĘčą░lų▄Ų┌Ż¼╠ßĖ▀╣ż╦ć╝╝ąg╚╦åTĄ─╣żū„ą¦┬╩ĪŻ
ó█į┌łD╬─ÖnĄ─┤µā”║═ĮM┐ŚĘĮ├µŻ¼ŽĄĮyę²╚ļ┴╦“╚▌Ų„”Ą─Ė┼─Ņ╝░ĻP┬ōÖz╦„╣”─▄ĪŻīó«aŲĘīŻė├öĄō■║═Ų¾śI╣▓ė├öĄō■Ęųäe┤µĘ┼į┌«aŲĘÄņ╚▌Ų„ĪŻ«aŲĘīŻė├öĄō■ų„ę¬╩ŪųĖ║═«aŲĘ├▄ŪąŽÓĻPĄ─╚²ŠS─Żą═/Č■ŠSłDśėĪóįOėŗšf├„╬─ÖnĪó├„╝Ü▒ĒĪó╣ż╦ć╝░╣żčbĄ╚öĄō■Ż¼į┌ŽĄĮyųąŻ¼═©▀^Į©┴óŽÓæ¬Ą─łD╬─Ön┼cłD╬─Önų«ķgĄ─ĻP┬ōĻPŽĄŻ¼īŹ¼FęįłD╬─Önų«ķgĄ─ĻP┬ōĻPŽĄū„×ķī¦║Į▀MąąłD╬─ÖnöĄō■Ą─┐ņ╦┘▓ķšęŻ¼▓óŪęį┌łD╬─Ön░l╔·Ė³Ė─ĢrŻ¼ĘĮ▒ŃĄžČ©╬╗│÷Ė³Ė─Ą─ė░ĒæĘČć·ĪŻ
ó▄łD╬─ÖnÖÓŽ▐╣▄└ĒĪŻį┌ŽĄĮyųąī”╣½╦ŠĄ─łD╬─ÖnöĄō■▀Mąąć└Ė±Ą─ÖÓŽ▐┐žųŲŻ¼ęį╩╣Ą├ė├æ¶į┌ÖÓŽ▐įS┐╔ĘČć·ā╚ī”łD╬─Ön▀MąąŽÓæ¬Ą─▓┘ū„Ż¼┤_▒ŻłD╬─ÖnĄ─░▓╚½ąįĪŻ
ó▌ŽĄĮy═©▀^ProductView╠ß╣®┴╦┴╝║├Ą─Ų╩Ūą╣”─▄Ż¼īŹ¼FłD╬─ÖnĄ─┐╔ęĢ╗»ĪŻ╦³▓╗āH─▄ē“╠ß╣®å╬ę╗Ą─Ų╩├µŻ¼▀Ć─▄═©▀^ė╬ś╦═ŽäėĄ─ĘĮ╩Į▀MąąŲ╩Ūą├µĄ─ŲĮęŲŻ¼Č°Ūę─▄ē“▀MąąĮ╗▓µ├µĄ─Ų╩ŪąĪŻ▓óį┌Ų╩ŪąĄ─╗∙ĄA╔Ž╠ß╣®£y┴┐║═┼·ūó╣”─▄Ż¼Å─Č°║å╗»ė├æ¶Ą─£y┴┐║═▓ķ┐┤Ż¼╠ßĖ▀ī”─Żą═Ą─▓ķ┐┤─▄┴”ĪŻ
ó▐į┌öĄō■░lĘ┼╝░ÜwÖn╣▄└ĒĘĮ├µĪŻīŹ¼FöĄō■┼·£╩░l▓╝ęį║¾Ż¼╝░įńé„▀fĄĮš²┤_Ą─╚╦åTęį▀MąąŽÓæ¬Ą─╣żū„Ż¼▓óī”öĄō■░lĘ┼▀^│╠ųąĄ─ą┼Žó▀Mąąėøõø║═╣▄└ĒŻ¼╚ń░lĘ┼Ą─╚╦åT║═▓┐ķTĪó╝ł┘|╬─╝■Ą─░lĘ┼öĄ┴┐ĪŻ×ķ▒Ńė┌▀MąąöĄō■Ą─ļŖūė┤µÖnŻ¼ęį┤_▒ŻļŖūėöĄō■ęį║¾Ą─ųžą┬└¹ė├Ż¼▓óīóīÅ║׹┼Žó╠ŅīæĄĮłD╬─ÖnĄ─ā╚╚▌╔ŽŻ¼ŽĄĮyīóöĄō■Įyę╗▐D│╔PDF║═TIFFĄ─Ė±╩Į▀MąąļŖūė╬─Ön┤µā”ĪŻ
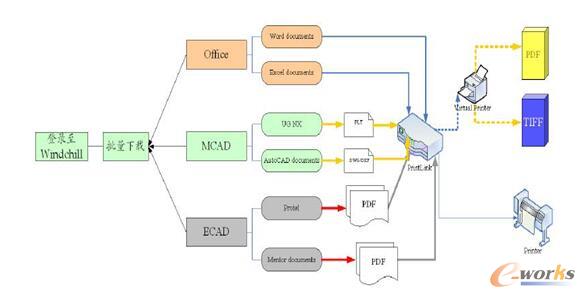
łD4 īÅ║׹┼Žóūįäė╠Ņ│õĄĮłDÖnā╚╚▌╔Ž
ó▀«aŲĘĮYśŗ┼c┼õų├╣▄└ĒĪŻŽĄĮy═©▀^ęį«aŲĘĮYśŗ×ķ║╦ą─Ą─«aŲĘöĄō■─Żą═Ż¼īó«aŲĘĄ─čb┼õīė╝ēĻPŽĄĪóčb┼õ╝■ķgĄ─▓╔ė├ĻPŽĄĪóčb┼õöĄ┴┐┼cĖ„╝ēčb┼õĪó┴Ń▓┐╝■ŽÓĻPĄ─╝╝ągęÄĖ±╬─╝■Īó3D/2D╣ż│╠łD╝łĄ╚╝╝ąg╬─Ön▀MąąĻP┬ōŻ¼Č°Ė„ŅÉŪÕå╬ät═©▀^ŽĄĮyĖ∙ō■Śl╝■ūįäė▌ö│÷Ż¼ą╬│╔«aŲĘ╣ż╦ćBOMöĄō■üĒį┤ĪŻŠ▀¾w░³└©«aŲĘ┴Ń▓┐╝■Č©┴xĪó╩╣ė├Ūķør▓ķįāĪóś╦£╩╝■/═©ė├╝■╣▄└ĒĪó«aŲĘĮYśŗäōĮ©Īóš╣ķ_Īó┼·ūóĪó▒╚▌^ĪóBOM▌ö│÷ĪóČÓęĢłD╣▄└ĒĄ╚╣”─▄ĪŻ
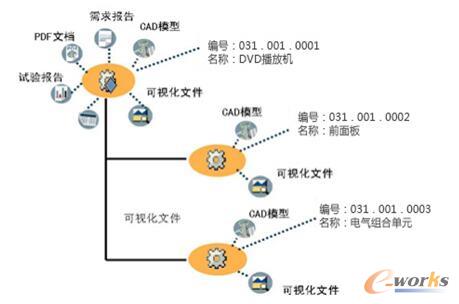
łD5 ęį«aŲĘĮYśŗ×ķ║╦ą─Ą─«aŲĘöĄō■─Żą═
óÓ╣żū„┴„│╠Ą─Į©┴óŻ¼į┌ŽĄĮyųąĮ©┴ó╣żū„┴„│╠īŹļH╔Ž╩Ūī”¼FėąĄ─śIäš┴„│╠▀Mąą╩ß└ĒĪóęÄĘČĪó╣╠╗»▓óļŖūė╗»Ą─▀^│╠ĪŻŲõų„ę¬ā╚╚▌░³└©┤_Č©śIäš┴„│╠ųąĖ„éĆ╗ŅäėĄ─Ž╚║¾┤╬ą“Īó┤_Č©═Ļ│╔Ė„éĆ╗Ņäėųą╩╣ė├Ą─╣żŠ▀Īóģó┼cĄ─╚╦åTĪó┤_Č©┴„│╠ųąĖ„éĆ╗ŅäėĄ─▌ö╚ļ/▌ö│÷ą┼ŽóĄ─▀^│╠ĪŻ
łD6 ╣żū„┴„│╠Ą─Į©┴ó
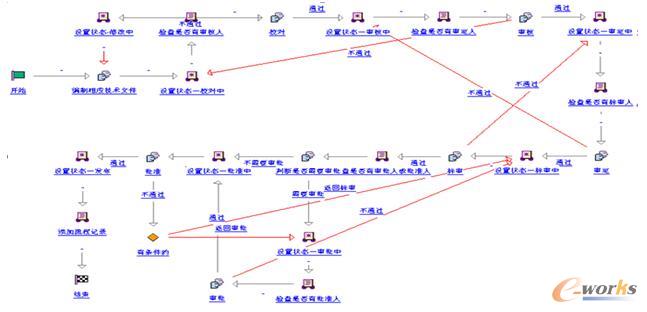
óß╣ż│╠ūāĖ³╣▄└ĒĪŻ═©▀^ŅAŽ╚ęÄČ©Ą─╣żū„│╠ą“Ż¼═Ļ│╔ī”įOėŗĪó╣ż╦ćöĄō■Ą─Ė³Ė─╣żū„Ż¼─▄ē“Ė∙ō■öĄō■┼cöĄō■ų«ķgĄ─ĻP┬ōĻPŽĄūįäė╦č╦„─│ĒŚĖ³Ė─╦∙╔µ╝░Ą─ĘČć·Ż¼╝░ĢrĮoėąĻP╚╦åT░l╦══©ų¬╠ßąčŻ¼╩╣ŲõĻPūó─│ĒŚĖ³Ė─┐╔─▄Ģ■įņ│╔Ą─ė░ĒæĪŻ╣ż│╠Ė³Ė─īó┼c«aŲĘ┴Ń▓┐╝■Ą─░µ▒Š╣▄└Ē┼c«aŲĘĄ─╝╝ągĀŅæB╣▄└ĒĮY║ŽŲüĒŻ¼ėąų·ė┌┤_Č©«aŲĘ┴Ń▓┐╝■ų«ķgĄ─ĮĶė├ĻPŽĄŻ¼įu╣└Ė³Ė─ė░ĒæŻ¼╠ß╣®ę╗éĆ═Ļš¹Ą─«aŲĘą┼Žó╣▄└ĒĮŌøQĘĮ░ĖĪŻŽĄĮyųą╣ż│╠Ė³Ė─Ą─īŹ¼F═©▀^║═Ė³Ė─╣▄└ĒŲ„Īó╔·├³ų▄Ų┌║═╣żū„┴„╣▄└ĒŲ„Ą╚ŽÓ╗źĮY║ŽŲüĒ╣▓═¼═Ļ│╔ĪŻ═¼ĢrŻ¼╩╣ė├ÅŖ┤¾Ą─░µ▒Š┐žųŲ║═╣żū„┴„╣▄└Ē╣”─▄Ż¼Ė∙ō■Ų¾śI╗“ąąśIś╦£╩Ż©╚ńCMIIŻ®ī”Ė³Ė─å¢Ņ}Ą─├Ķ╩÷ĪóĖ³Ė─å╬│╔┴óĪół╠ąąĖ³Ė─ĪóĖ³Ė─░l▓╝ėą└m┐žųŲŻ¼▒ŻūCĖ³Ė─Ą─š²┤_ąįĪó╝░Ģrąį║══Ļ│╔ąįĪŻ
łD7 ╣ż│╠ūāĖ³╣▄└ĒīŹ¼F▀^│╠
3Ż®ĻPµI╝╝ągčbéõ╝░╔·«a▀^│╠öĄō■▓╔╝»
į┌ĻPµI╝╝ągčbéõ╝░ūįäė╗»öĄō■▓╔╝»ĪóÖz£yįOéõ┼õų├ĘĮ├µŻ¼ęÄäØĮ©įOļp├µē║īŹėąŽõįņą═ÖCĪóĘŁŽõÖCĪó║ŽŽõÖCĪó╚½ūįäėŽ┬ąŠīŻė├ÖCŲ„╚╦Ą╚įņą═įOéõŻ¼ųąŅlļŖĀtĪóø_╠ņĀtĄ╚╚█¤ÆįOéõęį╝░╔░╠Ä└ĒŽĄĮyĪóŪÕ└ĒÖCĪóŲųž▀\▌öįOéõĄ╚▌oų·įOéõŻ¼īŹ¼FÅ─╔░Žõįņą═Īóę▒¤ÆĪóĶT╝■▒Ē├µŪÕš¹ĪóÖz£y╚½▀^│╠öĄūų╗»┐žųŲ║═╔·«aŻ¼Š▀¾w▒Ē¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║
ó┘ļp├µē║īŹŠ½├▄ĶTįņŠĆā×╗»╝░╠ōöMįOėŗĪŻĮ©┴óļp├µē║īŹŠ½├▄ĶTįņ╔·«aŠĆš¹ŠĆįOéõĄ──Żą═ÄņŻ¼└¹ė├╠ōöM¼FīŹ╝╝ągīŹ¼FĶT╝■Ą─╠ōöM╔·«aŻ¼į┌╠ōöM¼FīŹŁhŠ│ųą▓╔ė├┼÷ū▓Öz£y╝╝ągęį╝░īŹĢr▀\äėĘ┬šµ─ŻöM╝╝ągŻ¼║Ž└Ē▓╝Šų╔·«aŠĆį┌ŠĆįOéõŻ¼╠ß╔²«aŲĘ╔·«aą¦┬╩ĪŻ
ó┌ĶTįņ╔·«aŠĆŪÕš¹ÖCŲ„╚╦Ą╚ųŪ─▄įOéõķ_░lĪŻūįų„ķ_░l▓óęÄäØĮ©įOĶT╝■▒Ē├µŪÕš¹ÖCŲ„╚╦Ż¼Š▀ėąūįäėŪąōQ╣żū„─Ż╩Įęį╝░┐žųŲŽĄĮyš`▓Ņ╚ßąįčaāö╣”─▄Ż¼ų¦│ųČÓĘNĶT╝■╚ßąįŪÕ└ĒŻ¼īŹ¼FĶT╝■ūįäė╗»ūRäe┼c▒Ē├µ╚ßąįŪÕš¹ĪŻ
ó█ūįäėÖz£y╝╝ągķ_░lĪŻ╗∙ė┌ÖCŲ„ęĢėXĄ─┴Ń▓┐╝■▒Ē├µ╚▒Ž▌Öz£yĘų╬÷ęį╝░│▀┤ńŠ½Č╚ūįäėÖz£y╝╝ągĪŻ
ó▄ųŪ─▄╗»╔·«aŠĆųąčļ╝»│╔┐žųŲŽĄĮyā×╗»ĪŻ▓╔ė├ųąčļ╝»│╔┐žųŲ╝╝ągī”įņą═ŠĆĖ„å╬į¬╝░╣żą“▀Mąą╝»ųą▒O┐žŻ¼ķ_░löĄō■Äņ║═īŻ╝ę╣▄└ĒŽĄĮyŻ¼ķ_░lČ©┴┐┬õ╔░ē║īŹĪóĶT╝■Č©┴┐Ø▓ūóĪóĶT╝■└õģsĪóĶT╝■ūįäė╗»ūRäeŪÕš¹Ą╚ĻPµIå╬į¬Ą─ųŪ─▄╗»┐žųŲŽĄĮyŻ¼═Ļ│╔╔░Žõūįäė▐D▀\ĪóŽ┬ąŠ║═ŪÕ└ĒĄ╚ųŪ─▄╗»įņą═┐žųŲęį╝░┴Ń╝■ĶTįņĪó└õģsĪóŪÕš¹ĪóÖz£yĄ─ųŪ─▄╗»┐žųŲĪŻ
ó▌╗∙ė┌╬’┬ōŠWĄ─įOéõĪó─▄║─ĪóŁhŠ│▒O┐ž╝╝ągĪŻĮ©┴óęįīŹĢröĄō■Äņ×ķ║╦ą─Ą─╣▄└Ēųąą─Ż¼īóĘų╔óĄ─ūį│╔¾wŽĄĄ─▒O┐žŽĄĮyęįĘųīėĪóĘų╝ēĄ─ĘĮ╩Į▀Mąą╝»ųą╣▄└Ē║═▒O┐ž▓ó×ķ╔Žę╗╝ēĄ─MESĪóERPŽĄĮy╠ß╣®īŹĢröĄō■╝░Üv╩ĘöĄō■ĪŻ
ó▐ųŪ─▄╗»╔·«aŠĆ┐╔┐┐ąį░▓╚½ąį蹊┐ĪŻ═©▀^蹊┐╔·«aŠĆĻPµIįOéõ┐žųŲŽĄĮy┐╣Ė╔ö_ĪóįOéõ▀\ąą«É│Żł¾Š»ĪóŽĄĮy░▓╚½╗źµiĪóįOéõ╚▀ėÓ┐žųŲŻ¼╣ż╦ćöĄō■į┌ŠĆš{š¹Ą╚╝╝ągŻ¼ķ_░l╗∙ė┌ųąčļ┐žųŲĄ─▀h│╠į\öÓ╝░╣╩šŽł¾Š»ŽĄĮyŻ¼═©▀^蹊┐ųŪ─▄╔·«aŠĆ«aŲĘ┘|┴┐¾wŽĄŻ¼ųŲČ©Ų¾śIś╦£╩Ż¼ėąą¦▒ŻūCįņą═ŠĆ░▓╚½┐╔┐┐ąį▀\ąąĪŻ
ó▀öĄūų╗»▄ćķgĮ©įOĪŻ▓╔ė├┼cųąčļ╝»│╔┐žųŲ▀MąąīŹĢröĄō■Į╗ōQĄ─ųŪ─▄╗»øQ▓▀╣▄└ĒŽĄĮy║═╬’┬ōŠWŽĄĮyŻ¼Į©įOļp├µē║īŹįņą═å╬į¬Īóę▒¤Æ┼cĶTįņå╬į¬ĪóĶT╝■▒Ē├µŪÕš¹å╬į¬Īó╬’┴„┼õ╦═ŠĆĪó│╔ŲĘÄņĄ╚Ż¼┤“įņĖ▀Š½Č╚ŠG╔½ĶTįņöĄūų╗»▄ćķgĪŻ
4Ż®▄ćķgųŲįņł╠ąąŻ©MESŻ®ŽĄĮy
═©▀^ęÄäØ▓óĮ©įO▄ćķgųŲįņł╠ąąŽĄĮyŻ©MESŻ®Ż¼ĮĶų·¼Fł÷öĄō■▓╔╝»Ż¼ėąą¦╣▄└ĒŲ¾śIĄ─╔·«aųŲįņ┴„│╠Ż¼ĮŌøQ╔·«a▀^│╠ųąĄ─öĄō■Ų┐ŅiŻ¼ū÷ĄĮöĄō■Ą─īŹĢr▓╔╝»┼c╣▓ŽĒŻ¼×ķŲ¾śIøQ▓▀╠ß╣®ų¦│ųĪŻ═¼ĢrČ©ųŲ╗»ŽÓĻPĮyėŗł¾▒Ē╝░śIäšå╬ō■Ż¼£p╔┘╔·«a¼Fł÷śIäš╚╦åT╣żū„┴┐Ż¼╠ßĖ▀╔·«aųŲįņł╠ąąą¦┬╩Ż¼┐sČ╠«aŲĘ╝ė╣żų▄Ų┌Ż¼ūŅĮKīŹ¼FĮĄĄ═«aŲĘ╔·«a│╔▒ŠŻ¼╠ßĖ▀«aŲĘ┘|┴┐╝░╩ął÷ĖéĀÄ┴”Ż¼Š▀¾w▒Ē¼F×ķęįŽ┬ÄūéĆĘĮ├µŻ║
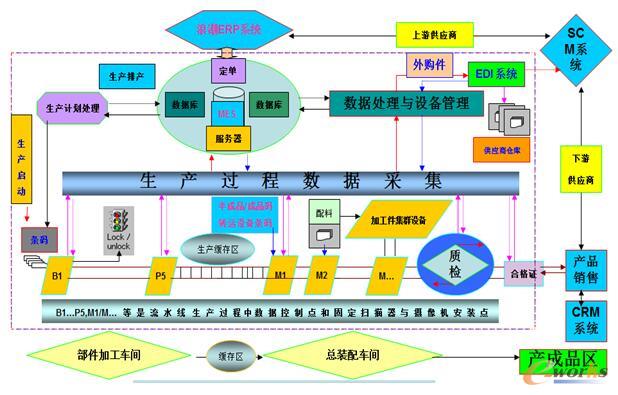
łD8 ╔·«a▀^│╠öĄō■▓╔╝»
ó┘╝»│╔«aŲĘ╣ż╦ćĪóįOėŗöĄō■Ż¼īŹ¼FCAPPĪóPDMŽĄĮy«aŲĘBOMöĄō■┼cųŲįņBOM╝░ūāĖ³ą┼ŽóĄ─═¼▓Į,▓óīŹ¼F¼Fł÷ļŖūėłD╝łĪó┘Y┴ŽŅAė[ĪŻ
ó┌īŹ¼F╣®æ¬µ£ģf═¼╣▄└ĒŻ¼┐sČ╠▓╔┘Å╝░╣®žøų▄Ų┌ĪóĮĄĄ═▓╔┘Å│╔▒ŠŻ¼į┌ą┼ŽóŽÓ╗źģf═¼Ą─╗∙ĄA╝ėÅŖ▓╔┘Å▀^│╠š{Č╚ę╗ĪŻ
łD9 ╣®æ¬µ£ģf═¼╣▄└Ē
ó█┼cŲ¾śIERP╝»łF╣▄┐žŽĄĮy╝»│╔Ż¼īŹ¼F╔·«a╚╬äšå╬ĘųĮŌĪó╬’┴ŽŅI┼õ┴Žū„śI═¼▓ĮŻ¼īŹ¼F╬’┴ŽĀŅæBĄ─Ė·█Ö┼c▓ķįāĘų╬÷┐žųŲĪŻ
ó▄═©▀^ļŖūė╗»öĄō■▓╔╝»Ż©DCSŻ®ŽĄĮyŻ¼╝░Ģr½@╚Ī▄ćķg¼Fł÷╝ė╣żĀŅæBĪóįOéõą┼ŽóĄ╚öĄō■Ż¼īŹ¼Fī”╝ė╣ż▀^│╠╩š╝»Īó▀MČ╚Ė³ą┬ęį╝░ć·└@╝ė╣ż«a╔·Ą─╣żĢrĪóą¦┬╩Ą─ĮyėŗŻ╗╠ß╣®PCū└├µš╣╩Š╗“▄ćķgļŖūė┐┤░Õ╣”─▄Ż¼īŹ╩®Ė·█Ö▓óš╣╩Š▄ćķg╝ė╣żĀŅæB▓óĘ┤üŽÓĻP«É│Żą┼ŽóĪŻ
ó▌īŹ¼Fčbš{╚╬䚥─ĘųŅÉŽ┬░lĪół╠ąąĖ·█ÖŻ¼īŹ¼F╣żĢrĪó▀MČ╚╝░│╔▒ŠĄ─ĮyėŗĪŻ
ó▐īŹ¼F│Żė├Įyėŗł¾▒ĒĄ─╔·│╔┼cī¦│÷Ż¼╚ń▀MČ╚Īó╣żĢrĪó┘|┴┐Īó«É│Żł¾▒ĒĄ╚ĪŻ
ó▀═©▀^╗∙ĄA╣▄└Ē─ŻēKŻ¼īŹ¼FŽĄĮyöĄō■ŠSūoĪóÖÓŽ▐┐žųŲ╝░ģóöĄįOų├Ą╚ŠSūo╣▄└Ē╣żū„ĪŻ
5Ż®¼Fł÷įOéõ═©ėŹ╝░ŠWĮj▓┐╩
╩ūŽ╚Ż¼į┌Ę■äšŲ„╝░ŠWĮjęÄäØĘĮ├µŻ¼┐╔ęįīóöĄō■Īóæ¬ė├│╠ą“╝░╬─╝■Ę■äšĮyę╗░▓čbį┌ę╗┼_Ę■äšŲ„╔ŽĪŻā╚▓┐ŠWĮj═©▀^Į╗ōQÖCįLå¢Ę■äšŲ„Ż╗═Ō▓┐ŠWĮjąĶ═©▀^VPNīŻŠĆ╗“╣Ō└wīŻŠĆŻ©Ä¦īÆ▓╗Ą═ė┌10šūŻ¼įLå¢Ę■äšŲ„čė▀tĢrķg▓╗Ą═ė┌30msŻ®▀BĮėĄĮĘ■äšŲ„ĪŻ
MES┼cŲ¾śIERPŽĄĮyĄ─ą┼ŽóĮ╗╗źŻ¼═©▀^ųąķgöĄō■Äņ═Ļ│╔ĪŻ└╦│▒ERPŽĄĮyīóMESŽĄĮy╦∙ąĶöĄō■░l╦═ĄĮųąķgÄņŻ¼MESŽĄĮyį┌ųąķgÄņųąūx╚ĪöĄō■▓ó▀Mąą╠Ä└ĒĪŻ
łD10 MES┼cŲ¾śIERPŽĄĮyĄ─ą┼ŽóĮ╗╗ź
Ųõ┤╬Ż¼į┌▄ćķg▓╔╝»ĮKČ╦═©ėŹįOéõ▓┐╩╝░įOéõöĄō■╝»│╔Īóé„▌öęÄäØĮ©įOĘĮ├µŻ¼į┌▄ćķg╝░ÄņĘ┐¼Fł÷┼õų├ŽÓĻP¤oŠĆAPįOéõŻ¼┼cŲ¾śI║╦ą─įOéõ╗ź┬ōĪŻ
ūŅ║¾Ż¼į┌▄ćķg╝ė╣ż¼Fł÷īė├µŻ¼▓┐╩ŽÓĻPūįäė▓╔╝»įOéõ╗“┼c¼FėąįOéõ═©ėŹČ╦┐┌╝»│╔ĪŻīŹ¼Fī”¼Fł÷öĄō■Ą─▀mĢr▓╔╝»Ż¼┤_▒ŻŽĄĮyöĄō■Ą─Ģrą¦ąį║═£╩┤_ąįĪŻ
4Īóą¦ęµĘų╬÷
═©▀^īŹ╩®═Ų▀M╗∙ė┌öĄūų╗»æ¬ė├Ė▀Š½├▄ŠG╔½ĶTįņĒŚ─┐Ż¼╠žäe╩Ū═©▀^š¹║Ž¼Fėąą┼Žó╗»ŲĮ┼_Īó╝»│╔ŽÓĻPą┼Žó╗»æ¬ė├ŽĄĮyŻ¼ĮĶų·¼Fėą┘Yį┤║═ā×ä▌Ż¼ęÄäØ▓óĮ©┴óŲ¾śIųŪ─▄╗»╔·«aĄ─ą┼ŽóŠWĮj¾wŽĄŻ¼ķ_š╣«aŲĘöĄūų╗»įOėŗĪó╣½╦ŠŠ½╝Ü╗»╣▄┐žĪó╣®æ¬µ£Ė▀ą¦ģf═¼Īó╬’┴„ųŪ─▄╗»æ¬ė├Ą╚ĻPµI╝╝ągĪóĻPµIĒŚ─┐Ą─ķ_░l┼c╩╣ė├Ż¼Į©┴óŲ¾śIī”ā╚Š½╝Ü╗»╣▄└ĒĪóųŪ─▄╗»ųŲįņ║═ī”═Ōš¹║Ž▓óģf═¼«aśIµ£╔ŽŽ┬ė╬┘Yį┤Īóą╬│╔Šo├▄ģfū„Ą─ļpųž╣▄┐ž¾wŽĄ▓ó▓╗öÓ╠ß╔²Ų¾śIą┼Žó╗»╣▄└Ē╦«ŲĮüĒšfĘŪ│Żųžę¬Ż¼Š▀¾w▒Ē¼Fį┌ęįŽ┬ÄūéĆĘĮ├µĪŻ
ó┘į┌«aŲĘöĄūų╗»įOėŗĘĮ├µ
═©▀^ĒŚ─┐Ą─īŹ╩®═Ų▀MŻ¼┐╔╩╣«aŲĘķ_░lų▄Ų┌┐sČ╠1/5-1/2Ż¼ŲĮŠ∙1/3Ż╗ųŲįņų▄Ų┌┐sČ╠┴╦25%Ż¼ĻPµI┴Ń╝■Ą─ÅUŲĘ┬╩ĮĄĄ═90%Ż¼┤¾┤¾ĮĄĄ═┴╦ą┬«aŲĘąį─▄įć“×║═┐╔┐┐ąįįć“×┘Mė├ĪŻį┌┐sČ╠ą┬«aŲĘķ_░lų▄Ų┌Īó╠ßĖ▀╩ął÷Ę┤æ¬╦┘Č╚Ą─═¼ĢrŻ¼ī”╠ßĖ▀Ų¾śI«aŲĘ╩ął÷š╝ėą┬╩╝░╠ßĖ▀«aŲĘ╚²╗»Ż©ś╦£╩╗»Īó═©ė├╗»ĪóŽĄ┴ą╗»Ż®ĘĮ├µČ╝░lō]┴╦ųžę¬ū„ė├ĪŻ═©▀^ī”åT╣ż▀Mąą▄ø╝■▓┘ū„╝╝─▄┼Óė¢╗ŅäėŻ¼╠ßĖ▀┴╦┬Ü╣żĄ─śIäš╦ž┘|Ż¼įņŠ═┴╦ę╗┼·šŲ╬šŽ╚▀MįOėŗĪóųŲįņ╝╝ągĄ─┬Ü╣żĻĀ╬ķĪŻ
ó┌į┌«aŲĘöĄūų╗»╣ż╦ć╣▄└ĒĘĮ├µ
╩ūŽ╚Ż¼═©▀^īŹ╩®öĄūų╗»╣ż╦ć▀^│╠╣▄└ĒĒŚ─┐Ż¼į┌╣½╦ŠĘČć·ā╚Į©┴ó┴╦Įyę╗Ą─«aŲĘļŖūė╗»öĄō■╣▓ŽĒų¬ūRÄņŻ¼īŹ¼Fī”«aŲĘ╦∙ėąŽÓĻPĄ─įOėŗĪó╣ż╦ćĪó╣żčbĪó─ŻŠ▀Īó╔·«aųŲįņĪó┘|┴┐ĪóėŗäØĄ╚öĄō■Ą─┤µĘ┼║═╣▄└ĒŻ¼Į©┴ó┴╦ŽÓĻPą┼Žó╣▓ŽĒ▓▀┬į║═æ¬ė├Ż¼╠ßĖ▀┴╦ą┼ŽóĄ─┐╔ė├Č╚▓óĘĮ▒Ńė├æ¶Įyę╗▓ķįāĪó┐ņ╦┘Öz╦„ĪŻĮ©┴ó«Éśŗ╬─Ön┐╔ęĢ╗»ÖCųŲŻ¼Ė─╔Ųą┼Žó½@╚ĪĪó╣▓ŽĒĪó▓ķ┐┤Īó┼·ūó┼cĘ┤üą¦┬╩Ż¼└¹ė├Įyę╗╣żŠ▀īŹ¼FĖ„ĘN╬─╝■Ą─į┌ŠĆ╚”ķå║═┼·£╩Ż¼Ž¹│²Ū░Ų┌«aŲĘčą░l▀^│╠ųąĄ─ģfū„šŽĄKĪŻ
Ųõ┤╬Ż¼ĮĶų·ģf═¼ą┼Žó╗»ķTæ¶Į©įOŻ¼Į©┴ó╗∙ė┌PLMŽĄĮyĄ─Ų¾śIöĄō■╝»│╔ŲĮ┼_Ż¼Ė„ą┼Žó╗»ŽĄĮyĄ├ĄĮėąą¦š¹║ŽĪóĖ„ĘNæ¬ė├╣żŠ▀ų«ķg▀Mąąėąą¦╝»│╔ĪŻ▓óį┌┤╦╗∙ĄA╔Žę²╚ļ┴╦«aŲĘČÓęĢłD╣▄└ĒÖCųŲŻ¼į┌«aŲĘ╣”─▄ĘųĮŌĮYśŗĄ─╗∙ĄA╔ŽŻ¼į÷╝ė░┤šš╣ż╦ć▀MąąĘųĮŌĄ─ųŲįņĮYśŗŻ¼┤_▒ŻįOėŗĪó╣ż╦ćųŲįņöĄō■Ą─ėąą¦ŃĢĮėŻ¼£p╔┘«aŲĘųŲįņ▀^│╠ųąĄ─┘|┴┐å¢Ņ}Ż¼ĮĄĄ═«aŲĘķ_░l║═įćųŲ│╔▒ŠĪŻīŹ¼FļŖūė╗»Ą─╣żū„┴„│╠╣▄└ĒŻ¼┤_▒ŻįOėŗĪóąŻī”ĪóīÅ║╦Īó┼·£╩Īó░lĘ┼Ą╚╣żū„Č╝─▄ē“╗∙ė┌ŠWĮj▀MąąŻ¼│õĘų░lō]ŠWĮją¦æ¬Ż¼īŹ¼F▓óąą▓┘ū„Ż¼▒ŻūC«aŲĘļŖūėöĄō■Ą─┐ņ╦┘┴„▐DĪóėąą¦░lĘ┼Ż¼╠ßĖ▀öĄō■ÜwÖn┘|┴┐╝░Ģrą¦ąįĪŻ
ó█į┌Ū■Ą└š¹║ŽĪó╣®æ¬µ£ģf═¼æ¬ė├ĘĮ├µ
Į©┴ó╗∙ė┌╗ź┬ōŠWæ¬ė├Ą─╣®æ¬µ£ģf═¼ŲĮ┼_Ż¼ėąą¦š¹║Ž╗∙ė┌╣®æ¬µ£Ą─ģf═¼æ¬ė├╩ŪŲ¾śIį÷╝ėĖéĀÄ┴”ūŅ×ķėąą¦Ą─╩ųČ╬ĪŻę“┤╦┤“ŲŲŲ¾śIķgĄžė“╝░Ų¾śIā╚▓┐IT╝╝ąg▒┌ēŠĄ─Ž▐ųŲŻ¼ęÄäØ▓óĮ©įOŽÓĻPą┼Žó╗»║╦ą─æ¬ė├Ż¼═©▀^ģf═¼äōą┬ŲĮ┼_Ż¼īŹ¼F«aśIµ£╔ŽĪóŽ┬ė╬Ų¾śIĄ─śIäšģf═¼Ż¼’@Ą├Ė³×ķųžę¬ĪŻ═©▀^╣®æ¬µ£╝░ŠW╔ŽĀIõNŲĮ┼_Į©įOĪóęÄĘČ▓ó└ĒĒś▓╔┘ÅõN╩█╚²░³Ę■äšśIäšĻPŽĄĪóäōą┬śIäšīŹ¼FĘĮ╩ĮĪóĮ©┴óžöäšśI䚥─ę╗¾w╗»╣▄┐ž─Ż╩ĮŻ¼ėą└¹ė┌╠ßĖ▀śIäš╠Ä└Ē╦┘Č╚ĪóĮĄĄ═▓╔┘Å│╔▒ŠĪó╠ßĖ▀┐═æ¶ØMęŌČ╚ĪŻ
ó▄į┌▄ćķgųŲįņł╠ąąŻ©MESŻ®ŽĄĮyĘĮ├µ
═©▀^MESŽĄĮyĄ─īŹ╩®Ż¼×ķŲ¾śIĮ©┴ó╔·«aųŲįņł╠ąą╣▄└ĒĘĮ├µĄ─ą┼Žó╗»ŲĮ┼_Ż¼╩╣ŽÓĻP╔·«aųŲįņ╚╦åT▀mĢrĪó▀mĄž▀Mąą╔·«a¼Fł÷▒O┐žŻ¼īŹĢr░l¼Få¢Ņ}Ż¼╝░Ģr╠Ä└Ēå¢Ņ}Ż¼īŹ¼F╔·«a╣▄└Ēą┼Žó╗»Īó┐╔ęĢ╗»Īó═Ė├„╗»Ż¼▒ŻūC╔·«aĄ─ĘĆČ©║═ą¦┬╩ĪŻ
╗∙ė┌öĄūų╗»æ¬ė├Ė▀Š½├▄ŠG╔½ĶTįņĒŚ─┐Ż¼╠žäe╩ŪŲõŽĄĮy╝»│╔Ą─Ž╚▀Mąį╝░ā╚▓┐śIäš┴„│╠ā×╗»Ą─┐ŲīWąįŻ¼▒žīóį┌▒ŠąąśIŲĄĮ┬╩Ž╚╩ŠĘČū„ė├Ż¼┤┘▀Mš¹éĆąąśIĄ─╣▄└Ēäōą┬┼c╝╝ągŲ▓ĮŻ¼īŹ¼Fą┼Žó╗»┼c╣żśI╗»Ą─ėąą¦╚┌║ŽŻ¼┤┘▀MŲ¾śI║═╔ńĢ■╣▓═¼▀M▓ĮĪŻ
ĒŚ─┐Ą─│╔╣”═ŲÅV╝░īŹ╩®Ż¼▒žīó┤┘▀MŲ¾śIÅ─╩ß└Ēā╚▓┐╣▄┐ž▓▀┬įĪóŠ½║åśIäš┴„│╠Ż¼ĮĄĄ═š¹¾w╣®æ¬µ£Äņ┤µ╦«ŲĮŻ¼£p╔┘┤µžø┘YĮš╝ė├Ż¼╝ė┐ņ┘YĮ┴„äėŻ¼╠ß╔²║═╣®æ¬╔╠Ą─æ┬įąį║Žū„ĻPŽĄĄ╚ĘĮ├µ▀Mąąā×╗»Ė─╔ŲŻ¼ėąų·ė┌äōą┬Ų¾śI║Žū„─Ż╩ĮĪó═žīÆ║Žū„ŅIė“Ż¼Į©┴óą┬ą═Ą─Ų¾śIĻPŽĄŻ¼ūŅ┤¾Ž▐Č╚Ą─īŹ¼FŲ¾śIļp┌AĪŻ
╦─ĪóŲ¾śIųŪ─▄ųŲįņĄ─╬┤üĒ░lš╣ęÄäØ
ó┘ĮY║Ž╣½╦Š╠ž³cŻ¼ĮĶĶb«aŲĘ╔·├³ų▄Ų┌(PLM)ģf═¼╣▄└Ē└Ē─Ņ╝░ęÄĘČŻ¼śŗĮ©▀m║Ž╣½╦Š«aŲĘįOėŗĪóØMūŃ«aŲĘ╚½▀^│╠╣▄└ĒĄ─╣ż│╠╣▄┐žŲĮ┼_╝░╣▄└Ē¾wŽĄĪŻ
ó┌└¹ė├╣½╦Š║═╔Į¢|└╦│▒╝»łFĄ─æ┬į║Žū„ĻPŽĄŻ¼│õĘųĮĶĶb└╦│▒į┌ąąśIĄ─╣▄└ĒĮø“×║═į┌ERPŽĄĮyĄ─ūŅ╝čīŹ█`Ż¼└^└mū÷║├╣½╦ŠERP╣▄┐žŽĄĮyĄ─æ¬ė├╝»│╔╣żū„ĪŻ
ó█į┌«aŲĘųŲįņčbéõöĄūų╗»ĘĮ├µŻ¼└^└mū÷║├╔·«aųŲįņł╠ąąŽĄĮyŻ©MESŻ®Ą─═ŲÅV║═æ¬ė├ĪŻ
ó▄į┌Ų¾śI╬’┴„ųŪ─▄╗»ŽĄĮyæ¬ė├Į©įOĘĮ├µŻ¼┼õ║ŽĒŚ─┐║Žū„å╬╬╗Ż¼ĮĶų·╬’┬ōŠW╝╝ąg╝░╣®æ¬µ£╣▄└Ē└Ē─ŅŻ¼═©▀^Śl┤aĪó╔õŅlūRäeŻ©RFIDŻ®Īó╚½Ū“Č©╬╗ŽĄĮyĪó╝ż╣ŌÆ▀├ĶŲ„Īó3D┤“ėĪĄ╚ą┼Žóé„ĖąįOéõŻ¼īŹ¼FŲ¾śI╬’┘Y╔·«aųŲįņĪó╣®æ¬Īó┼õ╦═Īóčb┼õĪó“מøĪó╚²░³Ę■䚥╚śIäš▀^│╠╣▄└ĒŻ¼īŹ¼FŽÓĻPŁh╣Ø╬’ŲĘ╔ĒĘ▌šJūC╝░ą┼ŽóĮ╗ōQ║══©ą┼Ą─ėąą¦╝»│╔ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╔Į¢|│Ż┴ųĶTśI┤“įņĖ▀Š½├▄ĶTįņöĄūų╗»▄ćķg
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019324659.html






















