



0 ę²čį
╣żĢrČ©Ņ~╣▄└Ē╩ŪŲ¾śIĄ─ę╗ĒŚųžę¬╗∙ĄA╣▄└Ē╣żū„Ż¼╩Ū╔·«a▀MČ╚š{┐žĪó│╔▒Š┐žųŲĄ─ųžę¬ę└ō■Ż¼ę▓╩Ū┤┘▀MŲ¾śIä┌äė╔·«a┬╩╠ßĖ▀Ą─ųžę¬╩ųČ╬ĪŻęįįOėŗ║═╣ż╦ć×ķį┤Ņ^Ż¼īżŪ¾┐ņ╦┘ĄžųŲČ©╣żĢrČ©Ņ~Ą─ĘĮĘ©║═╣żŠ▀Ż¼ī”«aŲĘĄ─│╔▒Š▀Mąą╝Üų┬Ą─Įyėŗ║═╣▄└ĒŻ¼╚½├µų¦│ųŠ½╝Ü╗»Ą─│╔▒Š╣▄└ĒŻ¼╩Ū╔Ž║ŻÕüĀtÅSėąŽ▐╣½╦Š“╩«Č■╬Õ”ą┼Žó╗»ęÄäØĄ─ųžę¬ā╚╚▌ų«ę╗ĪŻ
į┌╔Ž║ŻÕüĀtÅSą┼Žó╗»Į©įO▀^│╠ųąŻ¼╣żĢrČ©Ņ~ą┼Žó╗»Į©įO╚ĪĄ├┴╦ę╗Č©Ą─│╔┐āŻ¼Ą½╩Ūę▓┤µį┌ŠÄųŲą¦┬╩š¹¾wŲ½Ą═Īóą┼Žó▓╗─▄╝░Ģr╣▓ŽĒĄ╚å¢Ņ}ĪŻį┌Č©Ņ~ŠÄųŲą¦┬╩ĘĮ├µŻ¼▓┐Ęų▄ćķgęč▓╔ė├┴╦ėŗ╦ŃÖC▌oų·╣żŠ▀▀Mąą╣żĢrČ©Ņ~ėŗ╦ŃŻ¼Ė─▀M┴╦╣żĢrČ©Ņ~ųŲČ©ĘĮĘ©Ż¼ŠÄųŲ┴╦Ų¾śI╣żĢrČ©Ņ~ś╦£╩Ż¼į┌ę╗Č©īėČ╚╔Ž╠ßĖ▀┴╦Č©Ņ~╣▄└ĒĄ─╦«ŲĮ║═╣żū„ą¦┬╩Ż╗Ą½▀Ćėąę╗▓┐Ęų▄ćķg╚į╚╗▓╔ė├╚╦╣żėŗ╦ŃĘĮ╩Įėŗ╦ŃČ©Ņ~öĄō■Ż¼▀@ĘNĘĮĘ©ŠÄųŲĄ─Č©Ņ~öĄō■╩Ū═©▀^Įø“×╣└ėŗ®pŅÉ▒╚Ą╚ĘĮĘ©▓óģó┐╝ėąĻPĄ─╝╝ąg┘Y┴ŽųŲČ©│÷üĒĄ─Ż¼┤µį┌ų°ą¦┬╩Ą═Ž┬®pųŲČ©╦┘Č╚┬²®pš`▓Ņ┤¾Ż¼ČÓ┤╬ėŗ╦ŃĮY╣¹▓╗ę╗ų┬Ż¼╚╦×ķę“╦žī¦ų┬╣żĢr▓Ņ«ÉĄ╚ųTČÓ▒ūČ╦Ż¼ļyęįØMūŃųŲČ©╣żĢrČ©Ņ~“┐ņĪó£╩Īó╚½”Ą─ę¬Ū¾ĪŻį┌╣żĢrČ©Ņ~ą┼Žó╝»│╔ĘĮ├µŻ¼ęč▓╔ė├Ą─Č©Ņ~ėŗ╦Ń▌oų·╣żŠ▀Š∙×ķå╬ÖC│╠ą“Ż¼▓óŪęĖ„▄ćķgŠ∙▓╗Įyę╗Ż¼ø]ėą┐╝æ]┼cŲ¾śIŲõ╦³ą┼ŽóŽĄĮyŻ©PDM\CAPP\ERP\MESŻ®Ą─╝»│╔Ż¼ą┼Žó▓╗─▄╝░Ģr╣▓ŽĒ║═Ė³ą┬Ż¼Č©Ņ~öĄō■Ą─ę╗ų┬ąįĄ├▓╗ĄĮėąą¦▒ŻūCŻ¼öĄō■╩╣ė├║═ųžė├Ą─ą¦┬╩Ą═Ż¼▓╗─▄▀mæ¬Ų¾śIą┼Žó╗»Ą─ę¬Ū¾ĪŻ
┐é¾wČ°čįŻ¼─┐Ū░Ų¾śI╣żĢrČ©Ņ~╣▄└Ēą┼Žó╗»╣żū„░lš╣▌^×ķŠÅ┬²Ż¼╚ń║╬£╩┤_Īó┐ņ╦┘Ą─ųŲČ©╣żĢrČ©Ņ~Ż¼ą╬│╔Ų¾śI╣żĢrČ©Ņ~ų¬ūRÄņŻ¼īŹ¼FöĄō■╣▓ŽĒŻ¼×ķ«aŲĘ│╔▒Š▀Mąą╝Üų┬Ą─Įyėŗ║═╣▄└Ē╠ß╣®╗∙ĄAöĄō■Ż¼╩Ū─┐Ū░Ų¾śIą┼Žó╗»Į©įOąĶę¬ųž³cĮŌøQĄ─å¢Ņ}ĪŻ
1 Ų¾śI╣żĢrČ©Ņ~ėŗ╦Ń╠ž³c
╔Ž║ŻÕüĀtÅS╣▓ėą7éĆ▄ćķgŻ¼Ė„▄ćķgĄ─╔·«a▀^│╠╝░ųŲįņ╣ż╦ć╠ž³cĖ„▓╗ŽÓ═¼Ż║╚ń╣▄ūė▄ćķgų„ę¬═©▀^ÅØ╣▄┴„╦«ŠĆŻ¼▀MąąÅØ╣▄╝ė╣żŻ╗─ż╩Į▄ćķgų„ę¬▀Mąą╦«└õ▒┌Ą─ųŲįņ║═║ĖĮėŻ╗╝»Žõ▄ćķgų„ę¬▀Mąą╝»ŽõĄ─╝ė╣żŻ¼░³└©Ń@┐ū║═║ĖĮėĄ╚ĪŻ╔·«a▀^│╠╝░ųŲįņ╣ż╦ć╠ž³c▓╗ŽÓ═¼Ż¼╣żĢrČ©Ņ~Ą─ėŗ╦ŃĘĮĘ©ę▓▓╗═¼ĪŻ╝»ŽõĪó╣▄ūė▄ćķgĖ∙ō■Ąõą═╣ż╦ć┼·┴┐ėŗ╦Ń┴Ń╝■Ą─╣żĢrŻ¼╣żĢrĘų╣żĘNėŗ╦ŃŻ╗ÖC╝ėĪó┐šŅAĪóųž╚▌▄ćķgĖ∙ō■╣ż╦ćęÄĘČ╩ų╣ż▓ķ▒Ēėŗ╦Ń┴Ń╝■╣ż╦ćĄ─├┐ę╗Ą└╣żą“╣żĢrŻ¼╚╗║¾ģR┐é│÷╣żĘN╣żĢrĪŻ
ļm╚╗Ė„▄ćķgĄ─╣żĢrČ©Ņ~ėŗ╦ŃĄ─ĘĮĘ©Ė„▓╗ŽÓ═¼Ż¼Ą½╩Ū╣żĢrČ©Ņ~ėŗ╦ŃĄ─▀^│╠╩Ū╗∙▒Šę╗ų┬Ą─Ż║╩ūŽ╚Ż¼Å─įOėŗ▓┐ķT╠ß╣®Ą─┴Ń▓┐╝■ŪÕå╬ųąĄ─ūx╚Īė░Ēæ╣żĢrėŗ╦ŃĮY╣¹Ą─öĄō■Ż¼▀@ą®įOėŗöĄō■ū„×ķ╣żĢrėŗ╦ŃĄ─▌ö╚ļöĄō■ĪŻ╚╗║¾Ż¼Ė∙ō■╣ż╦ć▓┐ķT╠ß╣®Ą─┴Ń▓┐╝■╣ż╦ćųą├Ķ╩÷Ą─╣ż╦ć▀^│╠Ż¼ėŗ╦Ń├┐Ą└╣żą“Ą─╣żĢrĪŻ
į┌ėŗ╦Ń╣żą“╣żĢrČ©Ņ~ĢrŻ¼ąĶØMūŃęįŽ┬ęÄ┬╔Ż║
Ż©1Ż®─▄Ė∙ō■ęÄät▀Mąą╣żĢr─Żą═Ą─▓ķšęėŗ╦Ń▀\╦ŃĪŻąĶę¬ėŗ╦Ń╣żĢrĄ─╣żą“Ż¼Č©Ņ~╚╦åTĖ∙ō■Įø“×┐éĮY│÷┴╦ī”æ¬╣żĢrėŗ╦Ń╣½╩ĮĪŻę╗Ą®╣½╩ĮųąĄ─Ė„ģóöĄ┤_Č©Ż¼╣żĢr╝┤┐╔ėŗ╦ŃĄ├ĄĮĪŻėŗ╦Ń╣½╩ĮĄ─▀xō±║═▄ćķgĪó╝ė╣żųąą─ĪóįOéõĪó╣ż╦ć├Ķ╩÷ėąĻPĪŻėŗ╦Ń╣½╩Į▀xō±Ą─ęÄät║═▄ćķgĄ─╣ż╦ćėąĻPĪŻ
Ż©2Ż®ėŗ╦ŃĄ─ĮY╣¹┐╔░┤ę¬Ū¾▀Mąąš{š¹ĪŻį┌Ė∙ō■ęÄätėŗ╦Ń│÷╣żĢrĮY╣¹ų«║¾Ż¼į╩įSš{š¹ūįäėėŗ╦ŃĄ├ĄĮĄ─╣żĢrĪŻ┐╔╩ų╣żš{š¹Ż¼ę▓┐╔ęį░┤šš▒╚└²╗“š▀ŽĄöĄĮyę╗š{š¹ĪŻ
Ż©3Ż®┤µį┌Ąõą═╣ż╦ćĄ─╣żą“╣żĢrå╬¬Üėŗ╦ŃĪŻėąĄ─╣żą“ī”æ¬┴Ē═Ōę╗ÅłĄõą═╣ż╦ć┐©Ż¼Š▀¾wĄ─╣żą“į┌Ąõą═╣ż╦ć┐©ųą├Ķ╩÷ĪŻĄõą═╣żą“┐©ųąĄ─╣żą“ā╚╚▌╣╠Č©Ż¼Ą½╩Ū╣żĢrģs┼cę²ė├╦³Ą─Š▀¾w┴ŃĮM╝■Ą─╝ė╣żģóöĄėąĻPŽĄĪŻ
Ż©4Ż®╩╣ė├Ų¾śIĮyę╗Ą─╣żĢrČ©Ņ~ś╦£╩ĪŻį┌╣żĢrėŗ╦Ń▀^│╠ųąŻ¼æ¬ė├Ą─╣żĢrČ©Ņ~ś╦£╩╩ŪĮyę╗Ą─Ż¼Š∙╩╣ė├Ų¾śIĄ─╣żĢrČ©Ņ~ś╦£╩ĪŻ
2 ╣żĢrČ©Ņ~ģóöĄ╗»ėŗ╦ŃĘĮĘ©
│Żė├Ą─╣żĢrČ©Ņ~ėŗ╦ŃĘĮĘ©ų„ę¬ėąęįŽ┬ÄūĘNŻ║Įø“×╣└╦ŃĘ©ĪóŅÉ═Ų▒╚▌^Ę©ĪóĮŌ╬÷ėŗ╦ŃĘ©Ż¼ŅAČ©Ģrķgś╦£╩Ę©ĪóMODAPTSĘ©ĪŻ╔ŽÕü─┐Ū░Ą─╣żĢrČ©Ņ~ųŲČ©ĘĮĘ©ū±Å─╔Ž╩÷ėŗ╦ŃįŁ└ĒŻ¼▓╗═¼Ą─▄ćķg▓┐Ęų╩╣ė├╗“š▀ŠC║Ž╩╣ė├ĄĮ┴╦╔Ž╩÷╣żĢrųŲČ©ĘĮĘ©ĪŻ│Żė├Ą─╣żĢrČ©Ņ~ėŗ╦ŃĘĮĘ©Ė„ėąā×╚▒³cŻ¼Ą½ø]ėąę╗ĘNĘĮĘ©─▄═Ļ╚½ØMūŃŲ¾śI╦∙ėą▄ćķgĄ─╣żĢrČ©Ņ~ėŗ╦Ńę¬Ū¾ĪŻ╬ęéā╠ß│÷ģóöĄ╗»ėŗ╦ŃĘĮĘ©ū÷×ķ╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyĄ─ėŗ╦ŃĘĮĘ©Ż¼ęį▀_ĄĮ╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮy═©ė├╗»Ą─ę¬Ū¾ĪŻ
ģóöĄ╗»ėŗ╦ŃĘĮĘ©Ą─║╦ą─╦╝Žļ×ķŻ║┴Ń▓┐ĮM╝■Ą─╣żĢrČ©Ņ~öĄō■ų„ę¬ė╔┴Ń▓┐ĮM╝■╠žš„ģóöĄĪó╝ė╣ż▀^│╠ģóöĄøQČ©Ż¼└²╚ń═Ōą╬│▀┤ńĪó▓─┴Ž┼Ų╠¢Īó▓─┴ŽŽĄöĄĪó╝ė╣żėÓ┴┐Īó╣żą“ā╚╚▌ųąĄ─╝ė╣ż│▀┤ńĄ╚ĪŻ╠žš„ģóöĄĪó╝ė╣ż▀^│╠ģóöĄ╚ĪųĄĄ─▓╗═¼Ż¼īóī¦ų┬╣żĢrČ©Ņ~öĄō■Ė·ų°ėąęÄ┬╔Ą─ūā╗»ĪŻŅÉ╦Ųė┌CAD└’Ą─ģóöĄ╗»įOėŗŻ¼Ė─ūā┴Ń╝■łD│▀┤ń║¾Ż¼┴Ń╝■łDĄ─ą╬ĀŅūįäėĖ─ūāĪŻģóöĄ╗»ėŗ╦ŃĘĮĘ©ųąŻ¼Ė∙ō■ģóöĄĄ─ūā╗»Ż¼ŽĄĮyūįäė═Ļ│╔ėŗ╦Ń─Żą═Ą─▀xō±║═╣żĢrėŗ╦ŃĪŻģóöĄŻ©ūā┴┐Ż®ŅÉą═ėąūųĘ¹ą═ĪóöĄųĄą═Ż¼ģóöĄŻ©ūā┴┐Ż®Ą─╚ĪųĄĘĮ╩Įėąėŗ╦ŃĪó▓ķ▒ĒĪó▀xō±ĒŚĪóŚl╝■Ę©Īóų▒Įėõø╚ļĄ╚ĪŻ
▓╔ė├ģóöĄ╗»ėŗ╦ŃĘĮĘ©Ż¼ų╗ę¬Į©┴ó╣żĢrėŗ╦Ń─Żą═┼cė░Ēæ╣żĢrĄ─ģóöĄų«ķgĄ─ĻPŽĄŠ═─▄ėŗ╦ŃĄ├│÷£╩┤_ĮY╣¹Ż¼£╩┤_ąįĖ▀Ż¼═©ė├ąįę▓ĘŪ│Ż║├ĪŻ
3 ģóöĄ╗»╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyįOėŗ┼cīŹ¼F
3.1 ŽĄĮyśŗ╝▄
łD3-1 ŽĄĮyśŗ╝▄łD
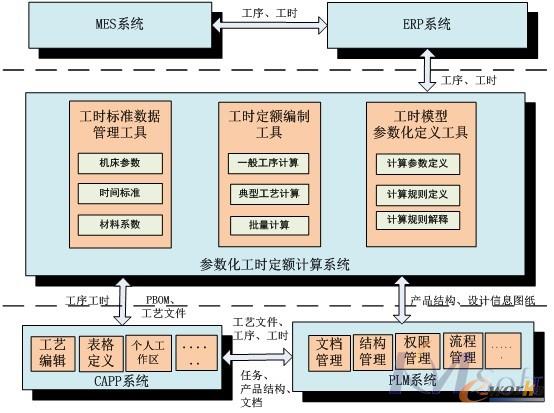
╗∙ė┌Ė„▄ćķgĮyę╗Ą─╣żĢrČ©Ņ~ėŗ╦Ń▀^│╠╝░╣żĢrČ©Ņ~ģóöĄ╗»ėŗ╦ŃĘĮĘ©Ż¼┐╔Į©┴óŲ¾śI╝ēĄ─═©ė├Ą─╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyĪŻŽĄĮyį┌╝»│╔ŁhŠ│Ž┬Ż¼─▄┼c╔Žė╬PLMĪóCAPPŽĄĮy╝»│╔½@Ą├įOėŗģóöĄĪó╣ż╦ć▀^│╠ģóöĄŻ¼─▄«a╔·Ž┬ė╬ERPŽĄĮy╝░MESŽĄĮyąĶꬥ─╣żą“╣żĢrą┼ŽóĪŻ
ŽĄĮy─ŻēKśŗ╝▄łD╚ńłD3-1Ż¼ė╔╣żĢrś╦£╩öĄō■╣▄└Ē╣żŠ▀Īó╣żĢr─Żą═ģóöĄ╗»Č©┴x╣żŠ▀Īó╣żĢrČ©Ņ~ŠÄųŲ╣żŠ▀╚²┤¾▓┐ĘųĮM│╔ĪŻ
Ż©1Ż®╣żĢrś╦£╩öĄō■╣▄└Ē╣żŠ▀žōž¤╣▄└Ē║═ŠSūo╣żĢrČ©Ņ~ėŗ╦Ń╩ŪąĶꬥ─▓ķ╩ųāįĄ─ś╦£╩öĄō■Ż¼╚ńĮø│Ż╩╣ė├Ą─├½┼„ĘNŅÉĪó▓─┴Ž┼Ų╠¢ĪóÖC┤▓įOéõĪó╣ż╦ćčbéõĪóŪąŽ„ė├┴┐Īó╝ė╣żėÓ┴┐ĪóĮøØ·╝ė╣żŠ½Č╚Īó╣żĘNĘųŅÉĪó▓─┘|Īó▓─┴ŽŽĄöĄĄ╚╣żĢrČ©Ņ~öĄō■┘Yį┤ĪŻ
Ż©2Ż®╣żĢr─Żą═ģóöĄ╗»Č©┴x╣żŠ▀╩ŪŽĄĮy╠ß╣®Ą─īŻķTĄ─╣żĢr─Żą═Į©Äņ╣żŠ▀Ż¼═©▀^įō╣żŠ▀Į©┴óęÄĘČĄ─╣żĢr─Żą═ÄņĄ╚Ż¼ą╬│╔Ų¾śI╣żĢrČ©Ņ~ėŗ╦Ńų¬ūRÄņĪŻ
Ż©3Ż®╣żĢrČ©Ņ~ŠÄųŲ╣żŠ▀ęįCAPPŽĄĮy×ķöĄō■ŲĮ┼_Ż¼Å─CAPPŽĄĮyųą½@Ą├Ąõą═╣ż╦ćĪó╣żą“ą┼ŽóŻ¼ėŗ╦ŃųąąĶꬥ─įOėŗą┼Žó═©▀^CAPPŽĄĮy┼cPLMŽĄĮyĄ─╝»│╔ķgĮė½@Ą├ĪŻł╠ąąėŗ╦Ń╣”─▄ų«║¾Ż¼īó╠Ä└ĒĄ─ėŗ╦ŃĮY╣¹▒Ż┤µĄĮ╣ż╦ć╬─╝■ųąĪŻ
3.2 ╗∙ė┌┐“łDĄ─ģóöĄ╗»Č©┴x╣żŠ▀
ģóöĄ╗»╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyĄ─║╦ą─╩ŪĖ∙ō■ęÄätį┌╣żĢr─Żą═ÄņųąšęĄĮØMūŃŚl╝■Ą─╣żĢrėŗ╦Ń─Żą═Ż¼į┌ģóöĄųąšęĄĮ╣½╩Į─Żą═▀\╦Ńī”æ¬Ą─öĄųĄŻ¼ėŗ╦Ń│÷ĮY╣¹ĪŻę“┤╦ėŗ╦ŃęÄätĄ─Č©┴xė╚×ķųžę¬ĪŻ
ŽĄĮy╠ß╣®Ą─ģóöĄ╗»Č©┴x╣żŠ▀═Ļš¹Ą─Č©┴xę╗éĆ╣żĢr─Żą═ąĶę¬╚²éĆĘĮ├µĄ─╣”─▄ų¦│ųŻ║ģóöĄČ©┴xĪóėŗ╦ŃęÄätČ©┴xĪóėŗ╦ŃĮY╣¹š{įćĪŻ
1Ż®ģóöĄČ©┴x
ģóöĄČ©┴x╩ŪČ©┴xė░Ēæ╣żĢrĄ─ųžę¬ę“╦žŻ¼ę╗░Ń╩Ū┴Ń╝■╗“▓┐╝■Ą─╠žš„ģóöĄŻ¼╣ż╦ćųąĄ─╣żą“▀^│╠ģóöĄŻ¼▒žĒÜ╩ūŽ╚Č©┴x═Ļ│╔ĪŻį┌ģóöĄ╗»ėŗ╦Ń╣żŠ▀ųąģóöĄ║═ūā┴┐╩Ūę╗éĆęŌ┴xĪŻŽĄĮy╠ß╣®╬ÕĘNģóöĄ╚ĪųĄŅÉą═Ż║ų▒Įė▌ö╚ļą═ĪóĮoČ©▀xō±ĒŚą═ĪóģóöĄėŗ╦Ńą═Īó▓ķ╣ż│╠öĄō■▒Ēą═Īó▓ķöĄō■Äņ▒Ēą═ĪŻ
▓╗═¼ŅÉą═Ą─ģóöĄīóį┌▓╗═¼Ą─ļAČ╬▀Mąą┘xųĄĪŻŲõųąų▒Įė▌ö╚ļą═ĪóĮoČ©▀xō±ĒŚą═Īó▓ķ╣ż│╠öĄō■▒Ēą═ę╗░Ńė╔ė├æ¶į┌ėŗ╦Ń▀^│╠ųą╩ų╣ż▌ö╚ļ╗“š▀ų▒ĮėÅ─═Ō▓┐ŽĄĮyųą▓ķįāĄ├ĄĮ═Ļ│╔ūįäė┘xųĄĪŻūįäė┘xųĄąĶį┌ģóöĄ╗»Č©┴x╣żŠ▀ųąĄ─“ĻP┬ōī┘ąį”ųąųĖČ©╔Ž╩÷ŅÉą═ģóöĄĄ─öĄō■üĒį┤ĘĮ╩ĮĪŻģóöĄöĄō■üĒį┤┐╔ęįÅ─«aŲĘĪó▓┐ĪóĮM╝■Īó┴Ń╝■ī┘ąįĪó╣żą“Īó╣ż▓Įī┘ąįųą½@Ą├ĪŻĻP┬ōī┘ąįĄ─ųĄ┐╔ęį╚Ī╚½▓┐ę▓┐╔ęį╚Ī▓┐ĘųĪŻ╚ń╣¹╩Ūų▒Įė╚Īī┘ąįųĄŻ¼ätĻP┬ōī┘ąįųąųĖČ©×ķ“┴Ń╝■ī┘ąį.ī┘ąį├¹ĘQ”ĪŻ╚ń╣▄ĮėŅ^öĄ┴┐ų▒Įė╚ĪBOMī┘ąįųąĄ─«öŪ░┴Ń╝■Ą─öĄ┴┐ī┘ąįģóöĄųĄŻ¼ätį┌ĻP┬ōī┘ąįųąųĖČ©×ķ“┴Ń╝■ī┘ąį.öĄ┴┐”ĪŻ╚ń╣¹ąĶę¬ī┘ąįųą╚Ī▓┐ĘųöĄō■Ż¼ätė├“~N”▒Ē╩ŠŻ╗╚ń▓─┴ŽęÄĖ±×ķ50*30Ż¼╣▄ĮėŅ^ų▒ÅĮ╚ĪĄ┌1éĆųĄ50Ż¼╣▄ĮėŅ^▒┌║±╚ĪĄ┌2éĆųĄ30Ż¼ätį┌ĻP┬ōī┘ąįųąČ©┴x×ķ“┴Ń╝■ī┘ąį.▓─┴ŽęÄĖ±~1”\“┴Ń╝■ī┘ąį.▓─┴ŽęÄĖ±~2”ĪŻ
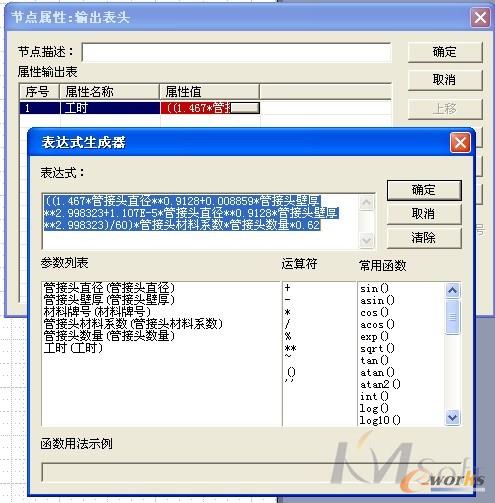
ģóöĄėŗ╦Ńą═Īó▓ķöĄō■Äņ▒Ēą═ģóöĄät╩Ūį┌▀\╦Ń▀^│╠ųą┘xųĄĪŻ╦³Ė∙ō■ęčĮø┘xųĄĄ─ģóöĄėŗ╦Ń╗“š▀Įø▀^SQL▓ķįā½@Ą├ĮY╣¹ĪŻ└²╚ńį┌łD3-2Ą─╣½╩ĮųąŻ¼╣▄ĮėŅ^▓─┴ŽŽĄöĄ╩Ūė░Ēæ╣żĢrėŗ╦ŃĄ─ģóöĄų«ę╗Ż¼▓─┴ŽŽĄöĄ┐╔Ė∙ō■╣ż╦ć╬─╝■ųąĄ─▓─┴Ž┼Ų╠¢▓ķ▒Ēūįäė½@Ą├ĪŻ▓ķöĄō■ą═▓─┴ŽŽĄöĄģóöĄČ©┴xĄ─Įń├µ╚ńłD3-2Ż║
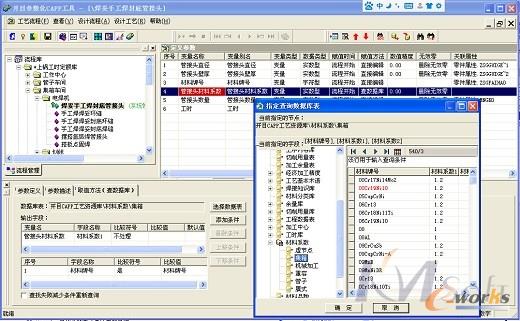
łD3-2 ģóöĄČ©┴xĮń├µ
öĄō■Äņ▒Ē╩Ūų¦│ųSQL▓ķįāšZŠõĄ─Č■ŠSĄ─▒ĒĖ±ĪŻį┌ģóöĄČ©┴xļAČ╬Ż¼ąĶČ©┴xįōūā┴┐ąĶę¬▓ķįāĄ─öĄō■Äņ▒Ē├¹Ż¼▓ķįāĄ─▌ö╚ļūųČ╬Īó▌ö│÷ūųČ╬Ą─ą┼Žó║═▓ķįāĘ¹║ŽĄ─Śl╝■ĪŻį┌ģóöĄ╗»╣ż╦ćĮŌßīļAČ╬Ż¼«öĮŌßīĄĮįōūā┴┐ĢrŻ¼ŽĄĮyīóĖ∙ō■ė├æ¶Č©┴xĄ─ą┼Žó▓ķšęØMūŃŚl╝■Ą─ėøõøŻ¼▓óīó▌ö│÷ūųČ╬Ą─ųĄū„×ķ┤╦ūā┴┐Ą─öĄųĄĪŻ
Ųõ╦³ŅÉą═Ą─ģóöĄČ©┴xĮń├µ┼c┤╦ŅÉ╦ŲŻ¼āH╚ĪųĄĘĮĘ©▓╗═¼Ż¼į┌┤╦▓╗ę╗ę╗ĮķĮBĪŻ
2Ż®╗∙ė┌┐“łDĄ─ėŗ╦ŃęÄätČ©┴x
į┌ę╗éĆ╣żĢrėŗ╦Ń─Żą═Ą─ģóöĄČ©┴x═Ļ│╔║¾Ż¼ĮėŽ┬üĒĄ─╚╬䚊═╩ŪČ©┴xėŗ╦ŃęÄätĪŻī”ė┌ę╗░ŃĄ─╣żĢr─Żą═Ż¼ų▒Įėī”æ¬ę╗éĆ╣½╩ĮŻ¼═©▀^ī”╣½╩ĮĄ─ĮŌ╬÷─▄ĘųĮŌ│÷ģóöĄŻ¼Ė∙ō■ģóöĄ─▄ėŗ╦Ń│÷ĮY╣¹ĪŻĄ½į┌īŹļHĄ─Č©Ņ~ėŗ╦Ń▀^│╠ųąŻ¼╣żĢr─Żą══∙═∙▓╗╩Ūę╗éĆ║åå╬Ą─╣½╩ĮŻ¼╣½╩ĮĄ─▀xė├ėąÅ═ļsĄ─Ž▐ųŲŚl╝■Ż¼╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 “T╩Į╣▄ĮėŅ^╩ų╣ż║Ė╣żą“ī”æ¬Ą─ėŗ╦Ń╣½╩Į
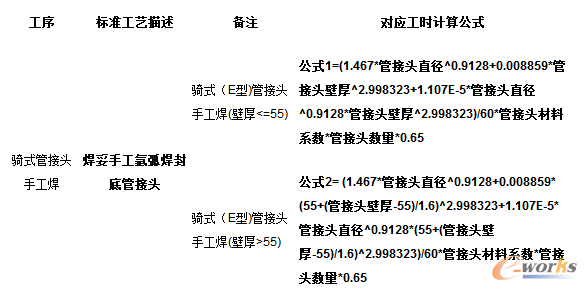
į┌▒Ē1ųąŻ¼╣żą““T╩Į╣▄ĮėŅ^╩ų╣ż║Ėī”æ¬Ą─╣½╩Į─Żą═Ż¼«ö▒┌║±<=55ĢrŻ¼╩╣ė├╣½╩Į1Ż¼▒┌║±>55ĢrŻ¼╩╣ė├╣½╩Į2ĪŻ▀@ę¬Ū¾╣żĢr─Żą═Į©Äņ╣żŠ▀─▄▒Ē▀_╣żą“─Żą═▀^│╠ųąÅ═ļsĄ─Ęųų¦▀ē▌ŗ║═ėŗ╦ŃĘĮĘ©ĪŻ
į┌ģóöĄ╗»Č©┴x╣żŠ▀ųąėŗ╦ŃęÄätČ©┴x░³└©ā╔éĆ▓┐ĘųĄ─╣żū„Ż║┴„│╠łDĄ─└LųŲĪó┴„│╠łDųąłDį¬Ą─ī┘ąį┤_Č©ĪŻ┴„│╠łDĄ─└LųŲ╩Ū┤_Č©Å═ļsĘųų¦ėŗ╦Ń▀ē▌ŗŻ¼┤_Č©╣½╩ĮĄ─▀xō±ū▀Ž“å¢Ņ}ĪŻ┴„│╠┐“łD╚ńłD3-3╦∙╩ŠĪŻ
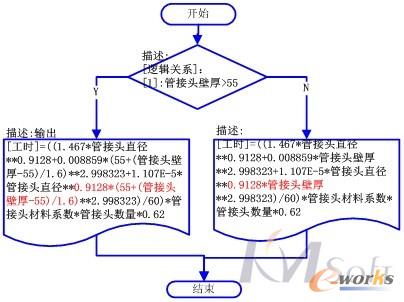
łD3-3 ┴„│╠┐“łD
┴„│╠łDį¬ī┘ąį▒Ē╩Š┴„│╠łDųą├┐éĆłDį¬Ą─ū„ė├Ż¼į┌įōłDį¬ųąąĶę¬═Ļ│╔Ą─╣żū„Ż¼ęį╬─ūųĄ─ą╬╩Į▒Ē¼F│÷üĒĪŻ│Żė├Ą─łDį¬ėąŚl╝■å╬Ęųų¦Ż©Č©┴xĮń├µęŖłD3-4Ż®Īó▒Ē▀_╩ĮČ©┴xŻ©Č©┴xĮń├µęŖłD3-5Ż®ĪóČÓĘųų¦Śl╝■Ą╚ĪŻ

łD3-4 Śl╝■╔·│╔Ų„Įń├µ
łD3-5 ▒Ē▀_╩ĮČ©┴x▀^│╠
Śl╝■å╬Ęųų¦łDį¬ųąĄ─▀ē▌ŗŚl╝■ė├ė┌Ė∙ō■Śl╝■┼ąČ©┴„│╠ėŗ╦ŃĘĮ╩ĮĄ─ū▀Ž“Ż¼ų¦│ųūā┴┐▒Ē▀_╩ĮĄ─▀ē▌ŗ┼cŻ©&Ż®Īó╗“ĮM║ŽŻ©|Ż®ĪŻ▒Ē▀_╩ĮČ©┴xĮń├µ═©▀^Įoūā┴┐┘xųĄĪó▒Ē▀_╩Įėŗ╦ŃŻ¼ų▓Įėøõøįö╝ÜĄ─╣żĢr─Żą═ųąĄ─╣½╩Į▒Ē▀_╩Į╝░Ųõ├Ķ╩÷Ż¼Å─Č°ęūė┌║¾└mĄ─└ĒĮŌ║═Ė─▀MĪŻ
Ųõ╦³▀Ć░³└©ČÓĘųų¦Śl╝■┼ąöÓĄ╚ĪŻ═©▀^╔Ž╩÷Č©┴xŻ¼╝┤┐╔═Ļ│╔╣żĢrėŗ╦Ń─Żą═Ą─Č©┴xĪŻ
3Ż®╣żĢrČ©Ņ~ėŗ╦ŃęÄätĮŌßī
į┌═Ļ│╔┴╦ę╗éĆ╣żĢrČ©Ņ~ėŗ╦Ń─Żą═Ą─ģóöĄ╗»Č©┴xų«║¾Ż¼ŽĄĮy═©▀^ŠÄūgĮŌßī╣żŠ▀Ż¼ī”╣żĢrČ©Ņ~ėŗ╦Ń─Żą═▀Mąą═Ų└Ē┼ąöÓŻ¼╔·│╔╣żĢrėŗ╦ŃĮY╣¹ĪŻ
3.3 ╝»│╔ŁhŠ│Ž┬Ą─╣żĢrČ©Ņ~ūįäėŠÄųŲ
╣żĢrČ©Ņ~ėŗ╦Ń─Żą═Į©┴óų«║¾Ż¼╚ń╣¹▓╗─▄ĮŌøQ┼cįOėŗĪó╣ż╦ćöĄō■╝»│╔Ą─å¢Ņ}Ż¼ät╦∙ėąĄ─╣żą“ąĶę¬╩ų╣ż▀xō±ėŗ╦Ń─Żą═Ż¼├┐ę╗éĆģóöĄąĶę¬╩ų╣ż▌ö╚ļŻ¼ļm╚╗─▄ėŗ╦Ń│÷£╩┤_Ą─ĮY╣¹Ż¼Ą½╩ŪŲõą¦┬╩▓╗Ģ■Ą├ĄĮ├„’@Ą─Ė─▀MĪŻę“┤╦Ż¼į┌╝»│╔ŁhŠ│Ž┬īŹ¼F╣żą“╣żĢrėŗ╦Ń─Żą═Ą─ųŪ─▄▀xō±Īó─Żą═ģóöĄūįäė╚ĪųĄ╩ŪģóöĄ╗»╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyąĶę¬ųž³cĮŌøQĄ─å¢Ņ}ĪŻ
1Ż®įOėŗĪó╣ż╦ćöĄō■╝»│╔
╣żĢrČ©Ņ~ėŗ╦Ń╩╣ė├įOėŗBOMī┘ąįęį╝░╣żą“ī┘ąįū„×ķģóöĄųĄĄ─üĒį┤ĪŻŲõųąįOėŗī┘ąįüĒūįSAPĄ─PLMŽĄĮyŻ¼╣żą“ī┘ąįüĒūįCAPPŽĄĮyĄ─╣ż╦ć╬─╝■ĪŻ╣żĢrČ©Ņ~ŠÄųŲ╗∙ė┌CAPPŽĄĮy«a╔·Ą─╣ż╦ć╬─╝■ĪŻ
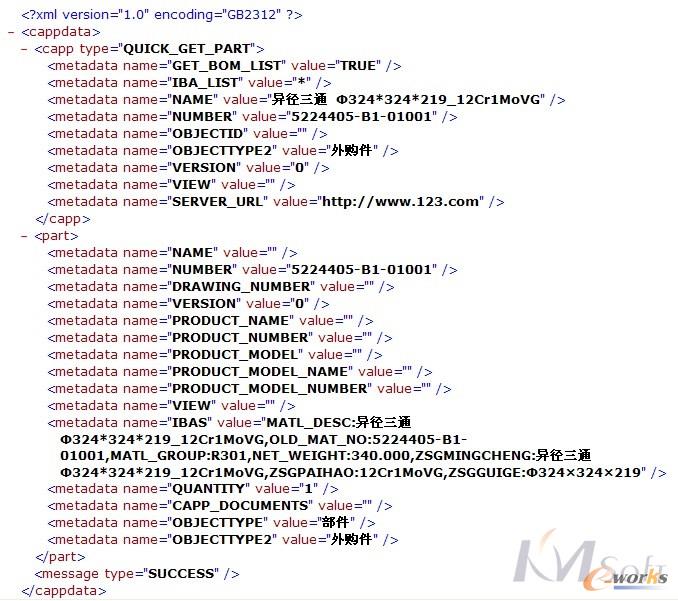
┼cPLMŽĄĮyĄ─╝»│╔═©▀^XMLųąķg╬─╝■Ą─ĘĮ╩ĮĮ╗ōQą┼ŽóĪŻ╩╣ė├├³┴ŅąąĄ─ĘĮ╩ĮŽ“╝»│╔─ŻēK░l├³┴ŅŻ¼ģóöĄį┌╚╬äšXML╬─╝■ųą░l╦═Ż¼═¼ĢrĮė╩š╝»│╔─ŻēK░l╗žüĒĄ─ĮY╣¹XML╬─╝■Ż¼īóĮY╣¹▒Ż┤µĄĮ▒ŠĄž┼RĢröĄō■ÄņųąĪŻ½@╚ĪųĖČ©┴Ń▓┐╝■ą┼ŽóĄ─Įė┐┌×ķQUICK_GET_PARTŻ¼ĘĄ╗žĮY╣¹×ķ×ķ╚╬äšXMLĄ─ų„╬─╝■├¹╝ė“_RESULT”ĪŻ▌ö╚ļģóöĄ╚ńŽ┬▒Ē2Ż║
▒Ē2 ▌ö╚ļģóöĄ
ĘĄ╗žĄ─ĮY╣¹╬─╝■╩Š└²╚ńŽ┬Ż║
┼cCAPPŽĄĮyĄ─╝»│╔═©▀^CAPPŽĄĮy╠ß╣®Ą─Č■┤╬ķ_░lĮė┐┌īŹ¼FĪŻCAPPČ■┤╬ķ_░lĮė┐┌╠ß╣®½@╚Ī┴Ń▓┐╝■Ą─╣ż╦ć┬ĘŠĆą┼ŽóĄ─Įė┐┌ĪŻ└²╚ń½@╚Ī┴Ń╝■Ą─╣żą“öĄ─┐Ż¼┴Ń╝■Ą──│ę╗╣żą“Ą─╣żą“├¹ĘQĪó╣żą“ā╚╚▌ĪóįOéõĪó╝ė╣żųąą─Ą╚įö╝ÜĄ─ą┼ŽóĪŻį┌▒Š╬─▓╗š╣ķ_šf├„ĪŻ
2Ż®╣żĢr─Żą═Ųź┼õęÄät
╣żĢrėŗ╦Ń─Żą═Ą─▀xō±┼cįOėŗĪó╣ż╦ćöĄō■ŽÓĻPŻ¼├┐éĆŲ¾śIŻ¼├┐éĆ▄ćķgĄ─Ųź┼õęÄät┐╔─▄Č╝▓╗ę╗śėĪŻ╚ńį┌╔ŽÕü─┐Ū░Ą─Ųź┼õęÄät×ķŻ║Ė∙ō■╣ż╦ć├Ķ╩÷ęį╝░▄ćķgĪó╝ė╣żųąą─ū„×ķū„×ķ▓ķįāŚl╝■ĄĮģóöĄ╗»╣½╩ĮÄņųą▓ķšę╣½╩Į─Żą═ĪŻŲõųą╣ż╦ć├Ķ╩÷Å─╣ż╦ćā╚╚▌ųą╚ĪųĄŻ¼Įž╚Ī“Ż╗”Ū░├µĄ─ūųĘ¹┤«ū„×ķ╣ż╦ć├Ķ╩÷Ą─ā╚╚▌ĪŻ
į┌ėŗ╦ŃĢrŻ¼═©▀^┼cPLM\CAPPŽĄĮyĄ─╝»│╔Ż¼į┌įOėŗöĄō■┼c╣ż╦ćöĄō■Ą─╗∙ĄA╔ŽŻ¼Ė∙ō■ķ_Ę┼Ą──_▒ŠŠÄ▌ŗ╣żŠ▀ųąČ©┴xĄ─▓ķįāęÄätŻ¼Å─╝»│╔ŁhŠ│ųą½@Ą├▓ķįāŚl╝■Ą─ģóöĄųĄŻ¼▀\╦Ń│÷ĮY╣¹ĪŻĖ∙ō■ĮY╣¹▓ķšę╣½╩Į─Żą═Ż¼╚ń╣¹šęĄĮ╣½╩ĮŻ¼ätūįäė’@╩Šį┌ī”æ¬Ą─╣żą“╔ŽŻ¼╚ń╣¹ø]ėąŲź┼õĄĮ╣½╩ĮŻ¼ät’@╩Šėŗ╦Ń╣½╩Į┴ąųą’@╩Š“╬┤Ųź┼õ”ĪŻ╬┤Ųź┼õ╔ŽĄ─╣żą“Ż¼┐╔ęį╩ų╣żĄĮ╣żĢr─Żą═Äņųą▀xō±┤_Č©ę╗éĆėŗ╦Ń─Żą═ĪŻ
3Ż®ģóöĄ┘xųĄ
«ö╣żą“ī”æ¬Ą─╣żĢrČ©Ņ~ėŗ╦Ń─Żą═┤_Č©ų«║¾Ż¼ąĶę¬ī”─Żą═ųąĄ─ģóöĄ┘xųĄĪŻģó┼c╣½╩Įėŗ╦ŃĄ─ūā┴┐ųĄŻ¼ūā┴┐ųĄĄ─įOų├ėąā╔ĘNĘĮ╩ĮŻ║╩ų╣ż║═ūįäėŻ╗╩ų╣ż╩Ū▒žĒÜė╔ė├æ¶╩ų╣ż╠ŅīæĄ─ĪŻūįäė╚ĪųĄĄ─ģóöĄį┌ėŗ╦ŃĢrŻ¼ģóöĄöĄō■üĒį┤┐╔ęįĖ∙ō■ģóöĄĄ─ĻP┬ōī┘ąįų▒ĮėÅ─«aŲĘĪó▓┐ĪóĮM╝■Īó┴Ń╝■ī┘ąįĪó╣żą“Īó╣ż▓Įī┘ąįųą½@Ą├ĪŻ▀@ą®öĄō■▒žĒÜ╩Ūį┌╝»│╔ŁhŠ│Ž┬½@╚ĪŻ¼ļxķ_╝»│╔ŁhŠ│Ż¼ät¤oĘ©═Ļ│╔ūįäėėŗ╦ŃĄ─╣”─▄ĪŻ
4Ż®╣żĢrČ©Ņ~ėŗ╦Ń
į┌╣żĢrėŗ╦Ń─Żą═Ųź┼õ│╔╣”Ż¼ģóöĄ²R╚½Ą─ŪķørŽ┬Ż¼ų╗ąĶꬳ╠ąąėŗ╦Ń╣”─▄╝┤┐╔īó╣żĢrČ©Ņ~£╩┤_Ą─ėŗ╦Ń│÷üĒĪŻ┐╔ęįå╬éĆ╣żą“▀Mąąėŗ╦ŃŻ¼ę▓┐╔ęį┼·┴┐ėŗ╦ŃĪŻ┼·┴┐ėŗ╦ŃĮY╣¹Įń├µ╚ńłD3-6╦∙╩ŠŻ║
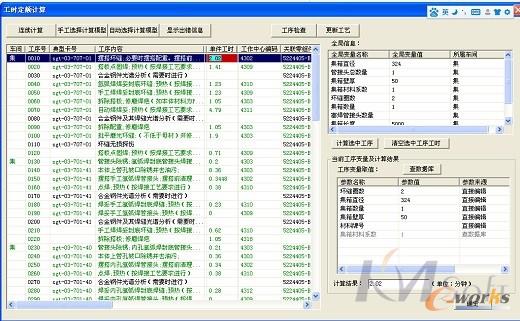
łD3-6 ┼·┴┐ėŗ╦ŃĮY╣¹Įń├µ
ėŗ╦ŃĄ─ĮY╣¹į╩įS╣żĢrČ©Ņ~╚╦åT╩ų╣ż▀Mąąš{š¹ĪŻ╚¶ģóöĄ▓╗ūŃŻ¼ätĢ■Įo│÷ŽÓæ¬Ą─╠ß╩ŠĪŻ▓╗─▄ėŗ╦Ń│÷üĒĄ─╣żą“ė├╠ž╩ŌĄ─Ņü╔½ś╦╩Š│÷üĒĪŻ
4 ┐éĮY
ģóöĄ╗»╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyęčĮøį┌╔Ž║ŻÕüĀtÅSėąŽ▐╣½╦ŠĄ├ĄĮ┴╦īŹ╩®║═æ¬ė├Ż¼╩╣ė├ģóöĄ╗»Č©┴x╣żŠ▀ęčĮøČ©┴x═Ļ│╔┴╦3éĆų„ę¬▄ćķgŻ©╝»ŽõĪó╣▄ūėĪó─ż╩ĮŻ®Ą─╣żĢrėŗ╦Ń─Żą═╣▓ėŗ168éĆĪŻ╣żĢrČ©Ņ~ėŗ╦Ń╣”─▄į┌3éĆ▓┐╝■Ą─╣żĢrČ©Ņ~ŠÄųŲųą▀Mąą┴╦“×ūCŻ¼▀_ĄĮ┴╦╣żĢrČ©Ņ~ŠÄųŲĄ─śIäšę¬Ū¾Ż¼ėŗ╦ŃĮY╣¹£╩┤_ėąą¦ĪŻ─┐Ū░ŽĄĮyęčĮøį┌Ų¾śI╣ż╦ć▓┐ķTĪó╚╦┴”┘Yį┤▓┐š²╩Į╔ŽŠĆæ¬ė├Ż¼▀\ąąĀŅør┴╝║├ĪŻ
ŽĄĮy×ķ╔Ž║ŻÕüĀtÅS║Ž└ĒųŲČ©╣żĢrČ©Ņ~╠ß╣®┴╦ę└ō■╝░ĘĮĘ©Ż¼╠ßĖ▀┴╦╣żĢrČ©Ņ~Ą─£╩┤_ąį║═ą¦┬╩Ż¼×ķŲ¾śI╠ßĖ▀┐ŲīW╣▄└Ē╦«ŲĮ║═╔·«a╣▄└Ēą¦┬╩░lō]┴╦ĘeśOū„ė├ĪŻŽĄĮyĮyę╗┴╦Ė„▄ćķgĄ─╣żĢrČ©Ņ~ėŗ╦ŃĘĮĘ©Ż¼×ķŲ¾śIĮ©┴ó┴╦╣żĢrČ©Ņ~ų¬ūRÄņŻ¼═Ļ│╔┴╦Ų¾śI╣żĢrČ©Ņ~ų¬ūRĄ─Ęe└█Ż¼īŹ¼F┴╦╣żĢrČ©Ņ~ą┼Žó┼cŲ¾śIįOėŗĪó╣ż╦ćĪó╣▄└Ē▓┐ķTĄ─ą┼Žó╣▓ŽĒŻ¼╠ßĖ▀┴╦╣żĢrČ©Ņ~Ą─ŠÄųŲą¦┬╩║═£╩┤_ąįŻ¼×ķ╔Ž║ŻÕüĀtÅS“╩«Č■╬Õ”ą┼Žó╗»ęÄäØĄ─īŹ¼F┤“Ž┬┴╦┴╝║├Ą─╗∙ĄAĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ģóöĄ╗»╣żĢrČ©Ņ~ėŗ╦ŃŽĄĮyĄ─蹊┐┼cīŹ¼F
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320903.html






















