



1 Š½ęµ╣®æ¬µ£MES╝░ŲõīŹ╩®Ą─ęŌ┴x
1.1 ć°ā╚═ŌMESĄ─蹊┐¼FĀŅ
MES╩Ū├└ć°╣▄└ĒīWĮń90─Ļ┤·╠ß│÷Ą─ą┬Ė┼─ŅĪŻ├└ć°Ž╚▀MųŲįņ蹊┐ÖCśŗAMR═©▀^ī”┤¾┴┐Ų¾śIĄ─š{▓ķ░l¼FŻ¼¼FėąĄ─Ų¾śI╔·«a╣▄└ĒŽĄĮyŲš▒ķė╔ęįERPŻ»MRPII×ķ┤·▒ĒĄ─Ų¾śI╣▄└Ē▄ø╝■Ż¼ęįSCADAĪóHMI(Human Machine Inteface)×ķ┤·▒ĒĄ─╔·«a▀^│╠▒O┐ž▄ø╝■║═ęįīŹ¼F▓┘ū„▀^│╠ūįäė╗»Ż¼ų¦│ųŲ¾śI╚½├µ╝»│╔Ą─MEs▄ø╝■╚║ĮM│╔ĪŻė╔ė┌MEsÅŖš{┐žųŲ║═ģfš{Ż¼╩╣¼F┤·ųŲįņśIą┼ŽóŽĄĮy▓╗āHėą║▄║├Ą─ėŗäØŽĄĮyŻ¼Č°Ūę─▄╩╣ėŗäØ┬õīŹĄĮł╠ąąŽĄĮyĪŻę“┤╦MESį┌ć°═ŌĄ─Ų¾śIųąčĖ╦┘═ŲÅVķ_üĒŻ¼▓óĮoŲ¾śIĦüĒ┴╦Š▐┤¾Ą─ĮøØ·ą¦ęµĪŻŲ¾śIšJūRĄĮų╗ėąīóöĄō■ą┼ŽóÅ─«aŲĘ╝ē╚Ī│÷Ż¼┤®▀^▓┘ū„┐žųŲ╝ēŻ¼╦═▀_╣▄└Ē╝ēŻ¼═©▀^▀B└mą┼Žó┴„üĒīŹ¼FŲ¾śIą┼Žó╚½╝»│╔▓┼─▄╩╣Ų¾śIį┌╚šęµ╝ż┴ęĄ─ĖéĀÄųą┴óė┌▓╗öĪų«ĄžĪŻ
MESū„×ķ╔·«aą╬æBūāĖ’Ą─«a╬’Ż¼Ųõ┤¾ČÓį┤ūį╣żÅSĄ─ā╚▓┐ąĶŪ¾ĪŻé„ĮyĄ─MES(-MES)Š═╩ŪÅ─70─Ļ┤·Ą─┴ŃąŪ▄ćķg╝ēæ¬ė├░lš╣ŲüĒĄ─Ż¼į┌Ęe└█┴╦ŽÓ«öĄ─Įø“×║¾Ż¼ųØuą╬│╔┴╦ę╗ą®Å─╩┬MESķ_░lĄ─īŻśI╣½╦ŠĪŻ═©│Ż╦¹éāČ╝╩Ūßśī”╠žČ©Ą─╔·«aŅÉą═Ż¼╗“╠žČ©Ą─╣”─▄ąĶŪ¾Č°ķ_░l│÷▌^×ķś╦£╩╗»Ą─MESŻ¼▓óōĒėą┴╦ę╗Č©Ą─╩ął÷Ę▌Ņ~ĪŻMESļm╚╗╦³Ą─╠ß│÷╩Ūį┌MRPó“Ż»ERPų«║¾Ż¼╠Äį┌┐žųŲīė║═ėŗäØīėųąķgĄ─ł╠ąąīėŻ¼╦³į┌ėŗäØīėĄ─┐žųŲŽ┬Ż¼Å─Ąūīė┐žųŲŽĄĮy▓╔╝»┼c╔·«aėąĻPĄ─īŹĢröĄō■Ż¼▓ó▀MąąČ╠Ų┌╔·«aū„śIĄ─ėŗäØš{Č╚Īó▒O┐žĪó┘Yį┤┼õų├║═╔·«a▀^│╠Ą─ā×╗»Ą╚╣żū„ĪŻ
MESŽĄĮyų„ę¬ėąīŻė├MESŽĄĮy║═╝»│╔MESŽĄĮyā╔ŅÉĪŻ╚¶¼FėąŽĄĮy╩ŪīŻė├ŽĄĮyŻ¼╦³Š═╩Ūßśī”─│éĆ╠žČ©ŅIė“Ą─å¢Ņ}Č°ķ_░lĄ─ŽĄĮyŻ¼╚ń▄ćķgŠSūoĪó╔·«a▒O┐žĪóėąŽ▐─▄┴”š{Č╚╗“╩ŪSCADAĄ╚ĪŻ╦³Ą─ŽĄĮyųžśŗąį─▄╚§Ż¼║▄ļyļSśIäš▀^│╠Ą─ūā╗»Č°▀Mąą╣”─▄┼õų├║═äėæBĖ─ūāĪŻ╚¶¼FėąŽĄĮy╩Ū╝»│╔MESŽĄĮyŻ¼ätŠ▀ėą┴╝║├Ą─╝»│╔ąįŻ¼─▄īŹ¼F┐═æ¶╗»Īó┐╔ųžśŗĪó┐╔öUš╣║═╗ź▓┘ū„Ą╚╠žąįŻ¼─▄ĘĮ▒ŃĄžīŹ¼F▓╗═¼ÅS╔╠ų«ķgĄ─╝»│╔║═įŁėąŽĄĮyĄ─▒Żūoęį╝░╝┤▓Õ╝┤ė├(P&P)Ą╚╣”─▄ĪŻŲ¾śIät┐╔ęįÅ─ę╗ą®│╔╩ņĄ─ĪóöUš╣ąį║├Ą─╠ūčb▄ø╝■ųą▀xō±▀m║Žūį╝║Ų¾śIąĶꬥ─▄ø╝■ŽĄĮyĪŻ
1.2 蹊┐║═īŹ╩®MESĄ─ęŌ┴x
21╩└╝oĄ─Ų¾śI├µ┼Rų°╚šęµ╝ż┴ęĄ─ć°ļHĖéĀÄŻ¼Ų¾śIŲš▒ķšJ×ķꬎļ┌AĄ├╩ął÷Š═▒žĒÜ═©▀^īŹ╩®MRPIIŻ»ERPüĒ╝ėÅŖ╣▄└ĒĪŻ╚╗Č°╔Žīė╔·«aėŗäØ╣▄└Ē╩▄╩ął÷ė░ĒæįĮüĒįĮ┤¾Ż¼├„’@ĖąĄĮėŗäØĖ·▓╗╔Žūā╗»ĪŻ├µī”┐═æ¶ī”Į╗žøŲ┌Ą─┐┴┐╠ę¬Ū¾Ż¼├µī”Ė³ČÓ«aŲĘĄ─Ė─ą═Ż¼ėåå╬Ą─▓╗öÓš{š¹Ż¼Ų¾śIøQ▓▀š▀šJūRĄĮŻ¼ėŗäØĄ─ųŲėåę¬ę└┘ćė┌╩ął÷║═īŹļHĄ─ū„śIł╠ąąĀŅæBŻ¼Č°▓╗─▄═Ļ╚½ęį╬’┴Ž║═Äņ┤µ╗žł¾üĒ┐žųŲ╔·«aĪŻ
═¼ĢrMRPó“Ż»ERP▄ø╝■ų„ę¬╩Ūßśī”┘Yį┤ėŗäØŻ¼▀@ą®ŽĄĮy═©│Ż─▄╠Ä└Ēū“╠ņęįŪ░░l╔·Ą─╩┬Ūķ(ū„Üv╩ĘĘų╬÷)Ż¼ęÓ┐╔ŅAėŗ▓ó╠Ä└Ē├„╠ņīóę¬░l╔·Ą─╩┬╝■Ż¼Ą½ī”Į±╠ņš²į┌░l╔·Ą─╩┬╝■ģs═∙═∙┴¶Ž┬┴╦▓╗ęÄĘČĄ─╚▒┐┌ĪŻČ°é„Įy╔·«a¼Fł÷╣▄└Ēų╗╩Ūę╗éĆ║┌Žõū„śIŻ¼▀@ęč¤oĘ©ØMūŃĮ±╠ņÅ═ļsČÓūāĄ─ĖéĀÄąĶę¬ĪŻę“┤╦Ż¼╚ń║╬īó║┌Žõū„śI═Ė├„╗»Ż¼šę│÷╚╬║╬ė░Ēæ«aŲĘŲĘ┘|║═│╔▒ŠĄ─å¢Ņ}Ż¼╠ßĖ▀ėŗäØĄ─īŹĢrąį║═ņ`╗ŅąįŻ¼═¼Ģrėų─▄Ė─╔Ų╔·«aŠĆĄ─▀\ąąą¦┬╩Ż¼ęč│╔×ķ─┐Ū░├┐éĆŲ¾śI╩«ĘųĻPą─Ą─å¢Ņ}ĪŻųŲįņł╠ąąŽĄĮy(MES)ŪĪ║├─▄╠Ņča▀@ę╗┐š░ūĪŻ
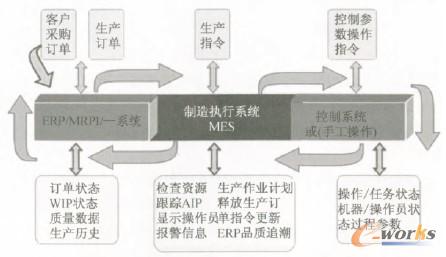
MES╩Ū╠Äė┌ėŗäØīė║═▄ćķgīė▓┘ū„┐žųŲŽĄĮySFCų«ķgĄ─ł╠ąąīėŻ¼ų„꬞ōž¤╔·«a╣▄└Ē║═š{Č╚ł╠ąąĪŻ╦³═©▀^┐žųŲ░³└©╬’┴ŽĪóįOéõĪó╚╦åTĪó┴„│╠ųĖ┴Ņ║═įO╩®į┌ā╚Ą─╦∙ėą╣żÅS┘Yį┤üĒ╠ßĖ▀ųŲįņĖéĀÄ┴”Ż¼╠ß╣®ę╗ĘNŽĄĮyĄ─į┌Įyę╗ŲĮ┼_╔Ž╝»│╔ųT╚ń┘|┴┐┐žųŲĪó╬─Ön╣▄└ĒĪó╔·«aš{Č╚Ą╚╣”─▄Ą─ĘĮ╩ĮŻ¼Å─Č°īŹ¼FŲ¾śIīŹĢr╗»Ą─ERPŻ»MESŻ»SFCŽĄĮyĪŻ
ļSų°Ų¾śI╔·«a─Ż╩ĮųØuŽ“├¶Į▌ųŲįņ░lš╣Ż¼Ų¾śIśIäš┴„│╠ųžĮM(BPR)Ą─īŹ╩®ĪóŲ¾śIŁhŠ│Ą─«Éśŗąįęį╝░Ų¾śIķgäėæB┬ō├╦Ą─ĮMĮ©Ą╚Ą╚ī”MESėų╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾Ż¼é„ĮyĄ─MESĮŌøQĘĮ░Ėļyęį▀m權½ęµ╣®æ¬µ£ī”ė┌ųŲįņŁh╣ØĄ─ę¬Ū¾Ż¼├µŽ“Š½ęµ╣®æ¬µ£MES▓╗āHę¬┘Mė├║Ž└ĒĖ³ę¬Š▀ėą┴╝║├Ą─▀mæ¬ąį(adptable)Īó┐╔ųžśŗąį(reconfigurable)║═┐╔╝»│╔ąį(integratable)Ż¼ę“┤╦Ż¼ć°═ŌįSČÓĮM┐Ś║═蹊┐ÖCśŗķ_╩╝蹊┐├µŽ“Š½ęµ╣®æ¬µ£ųąųŲįņł╠ąąŽĄĮyMESĄ─蹊┐ĪŻ
2 ╗∙ė┌Š½ęµ╣®æ¬µ£Ą─MESŽĄĮyĮŌøQĘĮ░ĖĄ─śŗĮ©
2.1 MESĄ─ŽĄĮy╝▄śŗįOėŗ
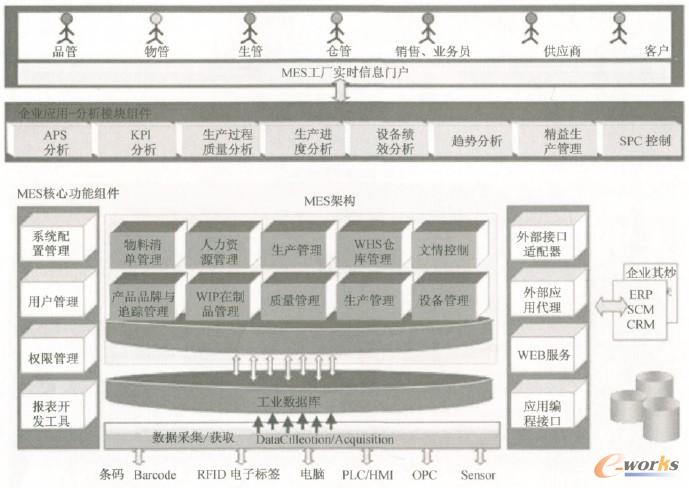
ßśī”Ų¾śI─┐Ū░┤µį┌Ą─ĘNĘN╔·«a¼Fł÷╣▄└ĒųąĄ─▒ūČ╦║═Ų¾śI╔·«a¼Fł÷╣▄└ĒĄ─ĘNĘNąĶŪ¾Ż¼ĮY║ŽųŲįņł╠ąą└ĒšōĪóŠ½ęµ╔·«aĪó6 SigmaĪó┐┤░Õ╣▄└ĒĄ╚Ž╚▀M╣▄└Ē╦╝ŽļŻ¼ęį╝░Ž╚▀MĄ─IT╝╝ągŻ¼MESŽĄĮy▒žĒÜ░³║¼įŁ▓─┴Ž╔ŽŠĆĄĮ│╔ŲĘ╚ļÄņĄ─╔·«a▀^│╠▀MąąīŹĢröĄō■▓╔╝»Īó┐žųŲ║═▒O┐žĄ─╚½▀^│╠ĪŻŠ½ęµ╣®æ¬µ£MESŽĄĮy╩ŪÅ─╔·«aėŗäØĄ─Ž┬▀_Ż¼ĄĮ│╔ŲĘĄ─│÷žøĄ─š¹éĆ▀^│╠▀MąąīŹĢröĄō■▓╔╝»Īó▒O┐žĪó╣▄└ĒĄ─▄ø╝■ŽĄĮyĪŻęįMES▄ø╝■×ķ║╦ą─Ż¼īóöĄō■▓╔╝»╝╝ągĪóęŲäėėŗ╦Ń╝╝ągĪóūįäė╗»┐žųŲ╝╝ągĪóöĄō■Äņ╝╝ągŻ╗├¶Į▌ųŲįņĪóŠ½ęµ╔·«aĪó╣żśIŽĄĮy╣ż│╠└ĒšōėąÖCĮY║ŽŻ¼╠ŅčaÅ─ERP×ķ┤·▒ĒĄ─ėŗäØīėĄĮęįHMI×ķ┤·▒ĒĄ─┐žųŲīėų«ķgĄ─£Ž█ųŻ¼īŹ¼F╔·«a¼Fł÷═Ė├„╗»╣▄└ĒĪŻĖ∙ō■▀@ĘNįOėŗ╦╝ŽļŻ¼ŲõŽĄĮy╝▄śŗįOėŗ╚ńłD1╦∙╩ŠĪŻ
łD1 ╗∙ė┌Š½ęµ╣®æ¬µ£Ą─ó°sĮy╝▄śŗįOėŗ
MESŽĄĮy┐╔ęįūīŲ¾śI═Ė▀^╚½Ū“╣®æ¬µ£ŠWĮjšŲ╬šīŹĢrĄ─ėåå╬▀MČ╚ą┼ŽóüĒīŹ¼FļŖūė╔╠䚯¼┼┼│²╔·«a¼Fł÷ūįäė╗»“╣┬Źu”Ż¼Į©┴óŲśIäšėŗäØīėĄĮ┐žųŲīėĄ─ś“┴║ĪŻ═¼ĢrŻ¼MESŽĄĮy▀Ć▒žĒÜę¬īŹ¼FęįŽ┬─┐ś╦Ż║ó┘JITÄņ┤µ╣▄└Ē┼c┐┤░Õ╣▄└ĒŻ╗ó┌Š½ęµ╔·«a┼c├¶Į▌ųŲįņ╣▄└ĒŻ╗ó█ČÓ╣żÅSųŲįņą┼Žó╣▄└Ē┼c╝»│╔Ż╗ó▄╚½├µ═Ļš¹Ą─Ū░Ž“┼c║¾Ž“«aŲĘūĘ╦▌Ż╗ó▌┼·╠¢┼cå╬ŲĘ╣▄└Ē═¼Ģr╝µ╚▌Ż╗ó▐║Ż┴┐╣żśIöĄō■▓╔╝»Ż╗ó▀īŹĢröĄō■╠Ä└Ē(Real Time)Ż╗óÓ¼Fł÷¤o╝łÅł▀\ū„(Paperless)Ż╗óß¼Fł÷┘Yį┤(įOéõĪó«aŲĘĪóįŁ▓─┴ŽĪó╚╦åTĪó▀^│╠)ūĘ█Ö(Tracking)Ż╗óŌīŹĢrĪó╚½├µĪó£╩┤_Ą─ąį─▄┼cŲĘ┘|Ęų╬÷(QC 7┤¾╩ųĘ©ĪóSPCĪóKPIĪó═ŻÖCĘų╬÷)Ż╗óŌūįäė╗»įOéõ┐žųŲ(AM&Contr01)ĪŻ
2.2 MESĄ─╣”─▄įOėŗ
╗∙ė┌Š½ęµ╣®æ¬µ£Ą─MESæ¬įōųžęĢ╔·«a¼Fł÷╣ż╦ćĘ└┤¶Īó┘Yį┤ūĘ█ÖĪóīŹĢrĘų╬÷Ą╚╣▄└Ē╣”─▄Ż¼×ķŲ¾śIĮĄĄ═│╔▒ŠŻ¼čĖ╦┘½@└¹ĪŻÅ─¼Fł÷╣▄└ĒĄ─ĮŪČ╚üĒ┐┤Ż¼MES╝»│╔┴╦Ų¾śI╔·«a¼Fł÷Ė„å╬╬╗(╚ń╬’╣▄Īó╔·╣▄ĪóŲĘ╣▄Īóé}╣▄Ą╚)Ą─Ė„ĒŚöĄō■Ż¼čĖ╦┘Ą├ĄĮ▀\ū„╦∙ąĶĄ─ą┼ŽóŻ¼ęį╠ß╔²╔·«aą¦┬╩ĪŻMES╝»│╔ŽÓĻPöĄō■▓╔╝»║═ą┼Žó’@╩ŠĄ─ė▓╝■┼õéõŻ¼Š½ęµ╣®æ¬µ£MES▓╔ė├─ŻēK╗»╣”─▄Ą─įOėŗŻ¼ßśī”Ų¾śIĄ─ąĶŪ¾ū÷ÅŚąįĄ──ŻēK┤Ņ┼õŻ¼īóĮ©įO║═╔²╝ē│╔▒ŠĮĄų┴ūŅĄ═ĪŻ
╗∙ė┌Š½ęµ╣®æ¬µ£Ą─MES▓╗╩Ūę╗éƬÜ┴óĄ─ŽĄĮyŻ¼Č°╩Ūš¹éĆŲ¾śIą┼Žó╗»ųąĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼ŲõĖ·Ų¾śIĄ─ERPĪóCRMĪóSCMĪóLogisticsĪóAutomationĪóCMCŻ»PDMČ╝ėą├▄ŪąĄ─╣▄└ĒŻ¼╣▓═¼ĮM│╔š¹éĆŲ¾śIĄ─ą┼Žó╗»ŽĄĮyĪŻ
MESŽĄĮyæ¬įō░³└©╚ńŽ┬─ŻēKŻ║╗∙ĄAįOų├┼cŽĄĮy╣▄└Ē(╗∙ĄAöĄō■įOų├Īó┼õų├╣▄└ĒĪóė├æ¶╣▄└ĒĪóÖÓŽ▐╣▄└Ē)Īó╬’┴Ž┼cBOM╣▄└ĒĪó╔·«a╣żå╬╣▄└ĒĪóWIP╣▄└ĒĪóūĘ█Ö┼cūĘ╦▌╣▄└ĒĪóQM┘|┴┐╣▄└ĒĪóöĄō■▓╔╝»Ą╚ĪŻę“×ķ▒ŠŽĄĮy▓╔ė├─ŻēK╗»įOėŗ╝╝ągŻ¼ę“┤╦─ŻēK┐╔ęįĖ∙ō■įö╝ÜąĶŪ¾▀Mąąš{š¹ĪŻĒŚ─┐ų„ę¬čąŠ┐ęįŽ┬─ŻēKĄ─Į©┴ó║═ā×╗»ĘĮ░ĖĪŻ
(1)╬’┴Ž┼cBOM╣▄└ĒŽĄĮyĄ─蹊┐ĪŻĮ©┴ó╬’┴ŽŠÄ┤aĪóBOMĄ╚╗∙ĄAöĄō■Ż¼×ķ╔·«a╣żå╬ęį╝░ĻPµI╬’┴ŽĄ─╣▄┐žū÷öĄō■£╩éõŻ¼┤╦─ŻēK┐╔ęį═©▀^öĄō■Įė┐┌┼c¼FėąERP╗“Ųõ╦¹ą┼ŽóŽĄĮy╣▓ŽĒ╬’┴ŽŠÄ┤aĄ╚öĄō■ĪŻ
(2)╔·«a╣żå╬╣▄└Ē─ŻēKĄ─蹊┐ĪŻĮ©┴ó╔·«a╣żå╬(ųŲ┴Ņ)öĄō■Ż¼▓ó░┤šš╣żå╬«a╔·ŽÓĻPĄ─«aŲĘą“┴ą╠¢╝░ŽÓĻPĻPµI┴Ń┼õ╝■Ą─ą“┴ą╠¢Ż¼×ķ╔·«a▀^│╠ųąĄ─öĄō■▓╔╝»ū÷£╩éõŻ¼┐╔═©▀^öĄō■Įė┐┌┼cERP╣▓ŽĒöĄō■ĪŻ
(3)QM┘|┴┐╣▄└Ē─ŻēKĄ─蹊┐ĪŻÅ─╔·«a▀^│╠Öz“×(č▓ÖzĪó│ķÖzĪó╩ū╝■Öz“×ĪóPQCĪóFQC)ęį╝░QAÖz“ץ╚Ą╚╦∙ėąĄ─║Ż┴┐╣żÅSÖz“×öĄō■Š∙▒Ż┤µMESöĄō■ÄņųąĪŻĖ∙ō■┘|┴┐─┐ś╦üĒīŹĢrėøõøĪóĖ·█Ö║═Ęų╬÷«aŲĘ║═╝ė╣ż▀^│╠Ą─┘|┴┐Ż¼ęį▒ŻūC«aŲĘĄ─┘|┴┐┐žųŲ║═┤_Č©╔·«aųąąĶę¬ūóęŌĄ─å¢Ņ}ĪŻ║¼ŠSą▐Īóųž╣żĪół¾ÅU╣▄└ĒŻ¼ėøõø╔·«a▀^│╠ųą▓╗┴╝«aŲĘĄ─įö╝Üą┼ŽóĪóŠSą▐ėøõøĪół¾ÅU«aŲĘįö╝Üą┼Žó║═ųž╣ż«aŲĘĄ─įö╝ÜėøõøĪŻ
(4)WIPį┌ųŲŲĘ╣▄└ĒĪŻīŹĢr▒O┐žųŲ┴Ņł╠ąąĀŅørĪó═Č╚ļĀŅørĪó«a│÷ĀŅørĪó═Ż┴¶ųąķgšŠ³cöĄ┴┐Īó▓╗┴╝öĄ┴┐║═šŠäe╬╗ų├ėøõøĪół¾ÅUėøõøĄ╚Ż¼īŹĢrūĘ█ÖųŲ┴Ņå╬ł╠ąąįö╝ÜĀŅørĪŻ
(5)öĄō■▓╔╝»─ŻēKĄ─蹊┐ĪŻ▒OęĢĪó╩š╝»║═ĮM┐ŚüĒūį╚╦åTĪóÖCŲ„║═Ąūīė┐žųŲ▓┘ū„öĄō■ęį╝░╣żą“Īó╬’┴Žą┼ŽóĪŻ▀@ą®öĄō■┐╔ė╔▄ćķg╩ų╣żõø╚ļ╗“ė╔Ė„ĘNūįäėĘĮ╩Į½@╚ĪĪŻ═╗ŲŲé„ĮyĄ─Śl┤a▓╔╝»öĄō■Ą─ĘĮ╩ĮŻ¼MES▀Ć┐╔ęį║═PLCĪóé„ĖąŲ„ĪóRFIDĪóDCSĪóIŻ»OĪóHMIĄ╚ČÓĘNūįäė╗»Ą─╣żśIįOéõ┬ōÖCŻ¼▓óÅ─▀@ą®įOéõ½@╚ĪöĄō■ĪŻ
(6)ūĘ█ÖūĘ╦▌─ŻēKĄ─蹊┐ĪŻ═©▀^▒OęĢ«aŲĘį┌╚╬ęŌĢr┐╠Ą─╬╗ų├║═ĀŅæBüĒ½@╚Ī├┐ę╗éĆ«aŲĘĄ─Üv╩Ę╝oõøŻ¼įōėøõøŽ“ė├æ¶╠ß╣®«aŲĘĮM╝░├┐éĆūŅĮK«aŲĘ╩╣ė├ŪķørĄ─┐╔ūĘ╦▌ąįĪŻ╠ß╣®▌ö╚ļ▓ķįāĮń├µŻ¼╚ńė├æ¶▌ö╚ļ╚╬ęŌę╗éĆ«aŲĘ╠¢Īóą“┴ą╠¢Īó┼·╠¢Īó╔·«a╚šŲ┌Ą╚┐╔ęįĄ├ĄĮįō«aŲĘį┌╣żÅS╔·«aĢrĄ─įö╝ÜöĄō■Ż¼įOČ©▓╗═¼Ą─Śl╝■Č╝┐╔ęį▓ķįāŽÓæ¬Ą─ĮY╣¹Ż¼īŹ¼F«aŲĘĄ─Ū░Ž“┼c║¾Ž“ūĘ╦▌ĪŻ
(7)╣żÅSīŹĢrą┼ŽóķTæ¶─ŻēKĄ─蹊┐ĪŻ╣żÅSķTæ¶┐╔ęį┴┐╔ĒČ©ųŲŻ¼ęįØMūŃ▓╗═¼╣żśIŁhŠ│Ą─ąĶę¬ĪŻų╗ę¬╩╣ė├ę╗éĆIE×gė[Ų„Ż¼╦³Š═┐╔ęįūī┐═æ¶═©▀^InternetŻ»Intranetęį┐╔ęĢ╗»ĘĮ╩Į▓ķ┐┤¼Fėą╣żśI╔·«a▀^│╠Ą─īŹĢrą┼Žó(╔·«aĪóŲĘ┘|ĪóįOéõĪó╬’┴ŽĪó╚╦åT)┼cÜv╩Ęą┼ŽóĪŻ▀@╩ŪMESīŹ¼FŠ½ęµ╣®æ¬µ£╣▄└ĒĄ─ĻPµI┤ļ╩®ĪŻ
łD2 ╗∙ė┌Š½ęµ╣®æ¬µ£Ą─MES╣”─▄─Żą═
2.3 MESĄ─ĻPµI╝╝ągļyŅ}
(1)─ŻēK╗»Ż║Š½ęµ╣®æ¬µ£MESę¬▓╔ė├─ŻēK╗»įOėŗ╝╝ągŻ¼ę“┤╦─ŻēK┐╔ęįĖ∙ō■įö╝ÜąĶŪ¾▀Mąąš{š¹Ż¼▀mæ¬─▄┴”ÅŖĪŻ
(2)┬ōÖCöĄō■▓╔╝»╣”─▄Ą─čą░lŻ║Š½ęµ╣®æ¬µ£MESąĶę¬═╗ŲŲé„ĮyĄ─Śl┤a▓╔╝»öĄō■Ą─ĘĮ╩ĮŻ¼┐╔ęį║═PLCĪóé„ĖąŲ„ĪóRFIDĪóDCSĪóIŻ»OĪóHMIĄ╚ČÓĘNūįäė╗»Ą─╣żśIįOéõ┬ōÖCŻ¼Å─▀@ą®įOéõ½@╚ĪöĄō■Ż¼┤¾┤¾╠ß╔²┴╦ŽĄĮyĄ─ūįäė╗»│╠ą“ĪŻ
(3)īŹĢrūĘ█Ö╝░ūĘ╦▌╣”─▄Ą─čą░lŻ║═©▀^▒OęĢ«aŲĘį┌╚╬ęŌĢr┐╠Ą─╬╗ų├║═ĀŅæBüĒ½@╚Ī├┐ę╗éĆ«aŲĘĄ─Üv╩ĘėøõøŻ¼įōėøõøŽ“ė├æ¶╠ß╣®«aŲĘĮM╝░├┐éĆūŅĮK«aŲĘ╩╣ė├ŪķørĄ─┐╔ūĘ╦▌ąįĪŻ╠ß╣®▌ö╚ļ▓ķįāĮń├µŻ¼╚ńė├æ¶▌ö╚ļ╚╬ęŌę╗éĆ«aŲĘ╠¢Īóą“┴ą╠¢Īó┼·╠¢Īó╔·«a╚šŲ┌Ą╚┐╔ęįĄ├ĄĮįō«aŲĘį┌╣żÅS╔·«aĢrĄ─įö╝ÜöĄō■Ż¼įOČ©▓╗═¼Ą─Śl╝■Č╝┐╔ęį▓ķįāŽÓæ¬Ą─ĮY╣¹Ż¼īŹ¼F«aŲĘĄ─Ū░Ž“┼c║¾Ž“ūĘ╦▌ĪŻ
3 ░Ė└²Ż║─│ÖCļŖųŲįņŲ¾śIMESĒŚ─┐Ą─īŹ╩®ĘĮ░Ė
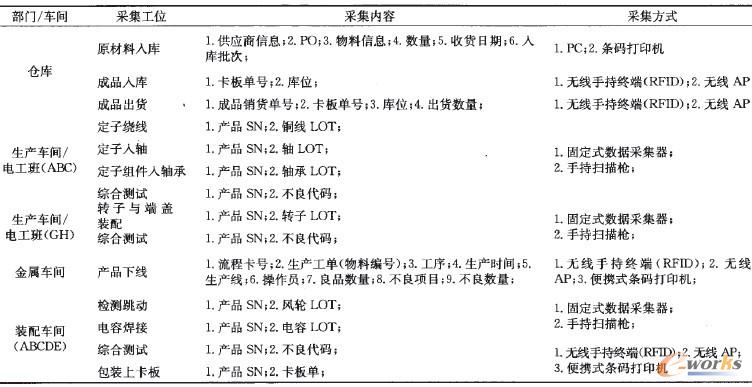
3.1 Ų¾śI╗∙▒ŠŪķør╝░ĒŚ─┐ąĶŪ¾
įōŲ¾śI╩Ūę╗╝ę╔·«aļŖÖCĪó’LÖCĪóļŖÖCĮī┘╚~▌åĪó╠žĘN▒├ŅÉĄ╚ÖCļŖę╗¾w╗»«aŲĘĄ─Ė█┘YŲ¾śIĪŻŲ¾śI¼FėąĄ─ERPŽĄĮy¤oĘ©ī”įŁ▓─┴Žé}ÄņĪó╔·«a▄ćķgĪó░³čb▄ćķgĄ╚ł÷╦∙Ą─╬’┴Ž║═░ļ│╔ŲĘ▀MąąīŹĢr╣▄└Ē║═▒O┐žŻ¼▓ó░č▀@ą®öĄō■Ž“╣®æ¬µ£╔ŽŽ┬ė╬Ų¾śIķ_Ę┼ĪŻę“┤╦Ż¼Ų¾śIøQČ©īŹ╩®╗∙ė┌Š½ęµ╣®æ¬µ£Ą─ųŲįņł╠ąąŽĄĮyMESĒŚ─┐ĪŻĮø▀^š{čą┼cĘų╬÷Ż¼ĒŚ─┐ąĶŪ¾╚ńŽ┬Ż║
(1)▓╔ė├Śl┤a╝╝ągŻ¼ī”įŁ▓─┴Ž▀Mąą┼·┤╬╣▄┐žŻ¼Į©┴óįŁ▓─┴Ž┼·┤╬┼c╣®æ¬╔╠Ą─ĻPŽĄöĄō■Ż╗
(2)ī”«aŲĘ╔·«aĪóĮMčb▀^│╠▀MąąŚl┤a╣▄┐žŻ¼▓╔╝»┴Ń▓┐╝■┼·┤╬Śl┤aĪóSNŚl┤aŻ¼Į©┴ó«aŲĘ╔·«aĮMčb▀^│╠öĄō■Ön░ĖŻ¼īŹ¼F«aŲĘūĘ█ÖūĘ╦▌╣”─▄Ż╗
(3)ī”«aŲĘ╔·«aĮMčb▀^│╠Ą─ŲĘ┘|öĄō■▀Mąą▓╔╝»Ż¼Į©┴ó«aŲĘ╔·«a▀^│╠ŲĘ┘|öĄō■Ön░ĖŻ¼īŹ¼F«aŲĘ┘|┴┐ūĘ█ÖūĘ╦▌╣”─▄Ż╗
(4)īŹĢr▓╔╝»╔·«a▀^│╠öĄō■Ż¼▒O┐ž▄ćķg╔·«a▀^│╠Ż¼īŹ¼F▄ćķg═Ė├„╗»ĪóöĄō■╗»Ż¼īŹĢršŲ┐ž╔·«a▀MČ╚Ż╗
(5)═©▀^ī”╔·«a▀^│╠▀Mąą═Ė├„╗»╣▄┐žŻ¼īŹ¼F▄ćķg┐┤░Õ╣▄└ĒŻ╗
(6)═©▀^▀^│╠öĄō■▓╔╝»Ż¼ūįäė╔·│╔▄ćķgĖ„ĘNĮyėŗĘų╬÷ł¾▒ĒĪŻ
3.2 MESīŹ╩®ĘĮ░Ė
3.2.1 MESŽĄĮy╝▄śŗįOėŗ
Ė∙ō■MESĄ─ŽÓĻP└Ēšōęį╝░įōŲ¾śIĄ─īŹļHŪķørĄ─ąĶŪ¾Ż¼ŲõMESŽĄĮy╝▄śŗ╝░╣”─▄įOėŗ╚ńłD3╦∙╩ŠĪŻ

łD3 ─│ųŲįņŲ¾śIĄ─MEsŽĄĮy╝▄śŗįOėŗ
3.2.2 MESīŹ╩®╝╝ąg┼cĘĮĘ©
(1)įŁ▓─┴Žé}ÄņĪŻįŁ▓─┴ŽīŹ╩®┼·┤╬╣▄└ĒĪŻ«a╔·▓ó┤“ėĪįŁ▓─┴Ž╚ļÄņ┼·┤╬Śl┤aŻ¼▓╔╝»įŁ▓─┴Ž╣®æ¬╔╠ĪóPOĪó╦═žø╚šŲ┌ĪóöĄ┴┐Īó┼·┤╬Ą╚╗∙ĄAą┼ŽóŻ¼š│┘NŚl┤aĄĮīŹ╬’Ż¼▓óļSīŹ╬’╚ļÄņĪóŅIė├│÷ÄņŻ¼×ķ«aŲĘūĘ█ÖūĘ╦▌╠ß╣®į┤öĄō■ĪŻ
(2)╔·«a▄ćķgĪŻį┌╔·«a▄ćķgŻ¼═©▀^Æ▀├Ķ┴„│╠┐©Śl┤aŻ¼▓╔╝»Įī┘▄ćķg╝ė╣ż«a│÷öĄō■(╣żą“Īó┴╝ŲĘöĄĪół¾ÅUöĄĪó▓╗┴╝įŁę“)Ą╚ĪŻ
(3)čb┼õ▄ćķgĪŻ░┤╔·«a╣żå╬«a╔·▓ó┤“ėĪ«aŲĘSNŚl┤aŻ¼į┌ĮMčb┴Ń▓┐╝■╣ż╬╗Ż¼Æ▀├Ķ┴Ń▓┐╝■┼·┤╬╗“SNŚl┤aŻ¼▓╔╝»«aŲĘĮMčbą┼ŽóŻ╗═©▀^Æ▀├Ķ▓╗┴╝┤·┤aŻ¼▓╔╝»«aŲĘÖz£yą┼ŽóŻ╗░³čb═Ļ│╔║¾Ż¼«a╔·┐©░Õą┼ŽóŻ¼Į©┴ó«aŲĘSN┼c┐©░Õī”æ¬ĻPŽĄŻ¼Ą╚┤²╚ļÄņĪŻ
(4)│╔ŲĘé}ÄņĪŻį┌╚ļÄņŁh╣ØŻ¼╩š╝»ŚŻ░Õą┼Žó▓ó┐žųŲ┤“ėĪŚŻ░ÕŚl┤aŻ¼╚╗║¾ė╔RFIDŽĄĮyīó│╔ŲĘą┼Žó═©▀^RFŠWĮjé„╦═Įoé}ÄņŻ¼Įė╩š╔·«aŠĆą┼ŽóĪŻį┌│÷ÄņŁh╣ØŻ¼Įė╩š╔·«aŠĆą┼Žó▓ó«a╔·│÷žøŪÕå╬Ż¼Ė∙ō■│÷žøŪÕå╬ųžą┬čb▓ó░ÕĪŻ
3.2.3 MESŽĄĮyīŹ╩®▀^│╠ųąĄ─ą┼Žó▓╔╝»ĘĮ░Ė
į┌š¹éĆMESŽĄĮyīŹ╩®▀^│╠ųąŻ¼ĻPµIĄ─╝╝ągļy³c╩Ū¼Fł÷ą┼ŽóĄ─▓╔╝»ĘĮ░ĖŻ¼╔µ╝░ĄĮ▓╔╝»╣ż╬╗Īó▓╔╝»ā╚╚▌║═▓╔╝»ĘĮ╩ĮĄ╚ĘĮ├µĄ─å¢Ņ}ĪŻĖ∙ō■įōŲ¾śIĄ─īŹļHŻ¼╬ęéā▓╔ė├Ą─ą┼Žó▓╔╝»ĘĮ░Ė╚ń▒Ē1ĪŻ
▒Ē1 MESŽĄĮyą┼Žó▓╔╝»ĘĮ░Ė
3.3 īŹ╩®MESĄ─ą¦╣¹Ęų╬÷
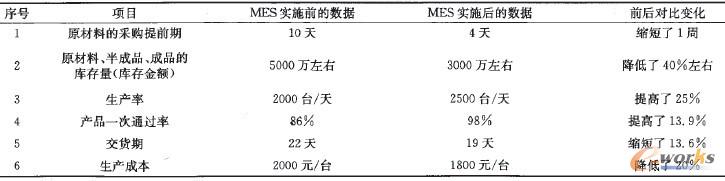
įōŲ¾śIīŹ╩®MESę╗─Ļ║¾Ż¼ė╔Ų¾śIĪóĒŚ─┐ĮM║═Ą┌╚²ĘĮÖCśŗ▀Mąą┴╦ĒŚ─┐“×╩šĪŻÅ─╩╣ė├║═“×╩šĄ─Ūķør┐┤Ż¼īŹ╩®MES║¾Ż¼Ų¾śI│²┴╦į┌╣▄└ĒĘĮ├µĄ├ĄĮ┴╦║▄┤¾Ą─Ė─╔Ųų«═ŌŻ¼╣żū„ą¦┬╩║═ĮøØ·ą¦ęµę▓Č╝Ą├ĄĮ┴╦├„’@Ą─╠ßĖ▀ĪŻŲõųąŻ¼ĻPė┌ĒŚ─┐īŹ╩®ą¦╣¹Ą─£yįu╚ń▒Ē2║═▒Ē3╦∙╩ŠĪŻ
▒Ē2 MESīŹ╩®ą¦╣¹£yįu-╣▄└ĒĖ─╔Ų
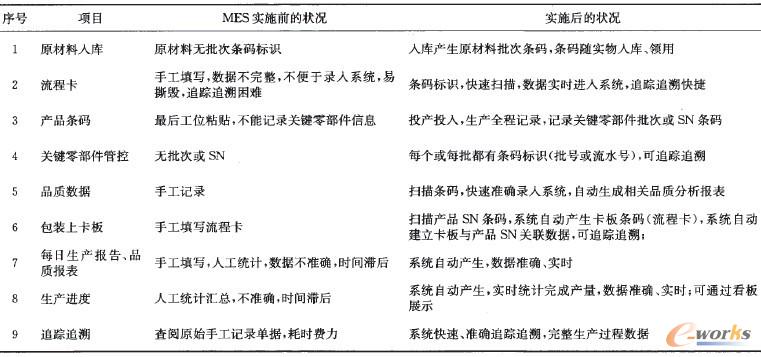
▒Ē3 MESīŹ╩®ą¦╣¹£yįu-ą¦┬╩╠ß╔²
įōŲ¾śI│╔╣”ī¦╚ļMESŽĄĮy║¾Ż¼ĮŌøQ┴╦ęįŪ░ERPŽĄĮy¤oĘ©ĮŌøQĄ─ĻPė┌ł╠ąąīė▒O┐ž┼c╣▄└ĒĄ─ļyŅ}Ż¼šµš²īŹ¼F┴╦╣▄└ĒĄ─īŹĢr╗»ĪóŠ½╝Ü╗»║═┐╔ęĢ╗»Ż¼×ķīŹ╩®Š½ęµ╣®æ¬µ£╣▄└Ē┤“Ž┬┴╦łįīŹĄ─╗∙ĄAĪŻ
4 ĮYšō
ųŲįņł╠ąąŽĄĮyMESßśī”─┐Ū░ć°ā╚┤¾ųąą═ųŲįņŲ¾śIERPĪóSAPŽĄĮy¤oĘ©ĮŌøQĄ─ł╠ąąīė▒O┐ž┼c╣▄└ĒĄ─ļyŅ}Ż¼╠ß│÷┴╦ę╗ŽĄ┴ąĄ─ĮŌøQĘĮ░ĖĪŻMESĮŌøQĘĮ░Ė░³└©ŽĄĮy╝▄śŗįOėŗĪó╣”─▄ĮM╝■ķ_░lĪóą┼Žó▓╔╝»Ą╚ĻPµI╝╝ągĪŻį┌īŹļHæ¬ė├ųąŻ¼MESŽĄĮyų„ę¬╩Ūßśī”ųŲįņŲ¾śIĖ„ŅÉé}ÄņĪó▄ćķg╔·«aŠĆĄ─╬’┴Ž╣▄└ĒĪó╔·«a▀MČ╚▒O┐žŻ¼ęįŚlą╬┤a╝╝ągĪóRFIDĄ╚╝╝ąg×ķ║╦ą─Ą─ą┼Žó╗»ĮŌøQĘĮ░ĖĪŻMESŽĄĮyĄ─═ŲÅV║═īŹ╩®Ż¼ī”ė┌╠ßĖ▀╬ęć°╔·«aųŲįņŲ¾śIĄ─ą┼Žó╗»Š▀ėąųžę¬ęŌ┴xĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌Š½ęµ╣®æ¬µ£Ą─ųŲįņł╠ąąŽĄĮyMESĄ─蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401877938.html






















