



ė╔ė┌┐ŲīW(xu©”)╝╝ąg(sh©┤)Ą─▓╗öÓ▀M(j©¼n)▓Į║═Įø(j©®ng)Ø·(j©¼)Ą─Ė▀╦┘░l(f©Ī)š╣Ż¼╚½Ū“ą┼Žó╗»║═╩ął÷(ch©Żng)╗»┤¾┤¾╝ė┐ņ┴╦╝╝ąg(sh©┤)Ė’ą┬Ą─▓ĮĘźŻ¼╩ął÷(ch©Żng)Ėé(j©¼ng)ĀÄ(zh©źng)╚š┌ģ╝ż┴ęĪŻŲ¾śI(y©©)├µ┼Rų°▓╗öÓ╠ß╣®ČÓśė╗»ŲĘĘNĪó┐sČ╠Į╗žøŲ┌Īó╠ßĖ▀«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪóĖ─▀M(j©¼n)Ę■äš(w©┤)╝░ĮĄĄ═│╔▒ŠĄ─ē║┴”ĪŻ▀@Š═╩╣Ą├Ų¾śI(y©©)ų╗ėą▓╗öÓ▀mæ¬(y©®ng)╩ął÷(ch©Żng)Ą─ūā╗»Ż¼ū÷│÷┐ņĮ▌Ą─Ēææ¬(y©®ng)Ż¼į┤į┤▓╗öÓĄž╔·«a(ch©Żn)│÷ØMūŃ┐═æ¶ąĶŪ¾Ą─«a(ch©Żn)ŲĘ▓┼─▄į┌╩ął÷(ch©Żng)ųą┴óė┌▓╗öĪų«ĄžĪŻ╚╗Č°ųŲįņŲ¾śI(y©©)į§śė┐ņĮ▌Ą─ØMūŃ╩ął÷(ch©Żng)Ą─ąĶŪ¾▓óŪęūŅ┤¾│╠Č╚Ą─▀mæ¬(y©®ng)┐═æ¶ąĶŪ¾Ą─ūā╗»─žŻ┐
ī”(du©¼)ė┌ļx╔óą═ųŲįņŲ¾śI(y©©)üĒ(l©ói)šf(shu©Ł)Ż¼Ųõ╔·«a(ch©Żn)╠ž³c(di©Żn)╩Ū═©▀^(gu©░)ī”(du©¼)įŁ▓─┴Ž╬’└Ēą╬ĀŅĄ─Ė─ūāŻ¼Įø(j©®ng)▀^(gu©░)ę╗ŽĄ┴ą▓ó▓╗▀B└m(x©┤)Ą─╣żą“ūŅĮKĮMčb│╔×ķ«a(ch©Żn)ŲĘŻ¼╩╣Ųõį÷ųĄĪŻĄõą═Ą─ÖC(j©®)ąĄųŲįņśI(y©©)Š═ī┘ė┌ļx╔óųŲįņŲ¾śI(y©©)ĪŻŲõśI(y©©)äš(w©┤)┴„│╠ė╔ęįŽ┬ÄūéĆ(g©©)ų„꬜I(y©©)äš(w©┤)ĮM│╔Ż║╔·«a(ch©Żn)ė├┴Ž▓╔┘Å(g©░u)Īó╬’┴Žā”(ch©│)┤µĪó┴Ń▓┐╝■╝ė╣żĪóčb┼õĪó«a(ch©Żn)ŲĘõN(xi©Īo)╩█Ą╚ĪŻ
ļx╔óųŲįņŲ¾śI(y©©)ėąā╔ĘNĄõą═Ą─╔·«a(ch©Żn)─Ż╩ĮŻ║1Īó├µŽ“Äņ(k©┤)┤µ┤¾┼·┴┐╔·«a(ch©Żn)─Ż╩ĮŻ©║å(ji©Żn)ĘQ(ch©źng)MTSŻ®Ż¼┐═æ¶ī”(du©¼)ūŅĮK«a(ch©Żn)ŲĘęÄ(gu©®)Ė±Ą─┤_Č©ø](m©”i)ėą╩▓├┤Į©ūh╗“ę¬Ū¾Ż¼ę╗░Ń░┤ššś╦(bi©Īo)£╩(zh©│n)╗»Īó═©ė├╗»«a(ch©Żn)ŲĘ─Ż╩Į▀M(j©¼n)ąą╔·«a(ch©Żn)ĪŻŲõ«a(ch©Żn)ŲĘĄ─ś╦(bi©Īo)£╩(zh©│n)╗»│╠Č╚Ė▀Īó╝ė╣ż╝░čb┼õ╣ż╦ć║å(ji©Żn)å╬Īóå╬╝■«a(ch©Żn)ŲĘ│╔▒Šār(ji©ż)ųĄŽÓī”(du©¼)▌^Ą═Ż¼▀m║Žė┌┤¾ęÄ(gu©®)─Ż┴┐«a(ch©Żn)ĪŻ2Īó├µŽ“ėåå╬čb┼õĄ─╔·«a(ch©Żn)─Ż╩ĮŻ©║å(ji©Żn)ĘQ(ch©źng)ATOŻ®Ż¼┐═æ¶ī”(du©¼)┴Ń▓┐╝■╗“«a(ch©Żn)ŲĘĄ──│┼õų├Įo│÷ę¬Ū¾Ż¼╔·«a(ch©Żn)ÅS╔╠Ė∙ō■(j©┤)┐═æ¶Ą─ę¬Ū¾╠ß╣®Č©ųŲĄ─«a(ch©Żn)ŲĘĪŻŲõ«a(ch©Żn)ŲĘĄ─Ą─ś╦(bi©Īo)£╩(zh©│n)╗»│╠Č╚▌^Ą═Ż¼čb┼õ╣ż╦ćÅ═(f©┤)ļsŻ¼å╬╝■«a(ch©Żn)ŲĘ│╔▒Š▌^Ė▀Ż¼╔·«a(ch©Żn)ų▄Ų┌ŽÓī”(du©¼)▌^ķL(zh©Żng)ĪŻ
į┌├µŽ“ėåå╬čb┼õĄ─╔·«a(ch©Żn)─Ż╩ĮŽ┬Ż¼«a(ch©Żn)ŲĘ╝ė╣żę╗Ą®ĄĮ┴╦ĻP(gu©Īn)µIĄ─čb┼õŁh(hu©ón)╣Ø(ji©”)Ż¼Ų¾śI(y©©)═∙═∙├µ┼RĖ„ĘNļyęį▒▄├ŌĄ─å¢(w©©n)Ņ}Ż¼▒╚╚ńŻ║┐═æ¶ąĶŪ¾Ģr(sh©¬)ķgūā╗»Īó┐═æ¶Ą─ČÓśėąįąĶŪ¾Ż©ī”(du©¼)«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)Ą─ūā╗»Ż®Īóčb┼õėŗ(j©¼)äØĄ─┐╔ł╠(zh©¬)ąąąį▌^╚§Ż©ęįĮø(j©®ng)“×(y©żn)║═š{(di©żo)Č╚ĮM┐Ś╔·«a(ch©Żn)Ż®Īó╬’┴ŽĄ─┼õ╦═─Ż╩Į┤ųĘ┼Ż©╚▒╔┘╬’┴ŽĄ─┼õ╦═ėŗ(j©¼)äØŻ®ĪŻ╗∙ė┌ęį╔ŽĄ─å¢(w©©n)Ņ}Ż¼Ų¾śI(y©©)į§śė┐sČ╠čb┼õĄ─ų▄Ų┌Ż¼╩╣Ą├ėåå╬čb┼õį┌ę╗éĆ(g©©)ėąėŗ(j©¼)äØĄ─Īó┐╔┐žĄ─ĘČć·ā╚(n©©i)┴╝ąįĄ─▀\(y©┤n)▐D(zhu©Żn)─žŻ┐╬ęéāģó┐╝┴╦ČÓ╝ęŲ¾śI(y©©)Ą─čb┼õ─Ż╩Į║¾╠ß│÷┴╦“╚ßąįčb┼õ”Ż©Flexible assemblyŻ®Ą─Ė┼─ŅĪŻ
ĮM┐Ś╚ßąįčb┼õĄ──┐Ą─╩ŪīóČÓéĆ(g©©)Š▀éõ¬Ü(d©▓)┴ó╝ė╣ż─▄┴”Ą─╔·«a(ch©Żn)å╬į¬Ż©įO(sh©©)éõ║═╚╦åTŻ®┬ō(li©ón)║ŽŲüĒ(l©ói)Ż¼į┌ėåå╬«a(ch©Żn)ŲĘčb┼õļAČ╬Ż¼īŹ(sh©¬)¼F(xi©żn)å╬╝■«a(ch©Żn)ŲĘį┌Ė„éĆ(g©©)╔·«a(ch©Żn)å╬į¬Ą─░┤╣Ø(ji©”)ūÓėąą“┴„▐D(zhu©Żn)ĪŻ╦³┐╔ęįę└┐┐ERP▄ø╝■▀M(j©¼n)ąą▌oų·╣▄└ĒŻ¼Ė∙ō■(j©┤)īŹ(sh©¬)ļH╔·«a(ch©Żn)─▄┴”ņ`╗Ņš{(di©żo)š¹čb┼õ╚╬äš(w©┤)Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØŻ¼Å─Č°─▄ē“ėąą¦░l(f©Ī)ō]čb┼õĄ─«a(ch©Żn)─▄Ż¼ĮĄĄ═╔·«a(ch©Żn)Ą─│╔▒ŠĪó┐sČ╠čb┼õĄ─ų▄Ų┌ĪóĖ³┐ņĮ▌Ąž▀mæ¬(y©®ng)╩ął÷(ch©Żng)Ą─ūā╗»ĪŻ
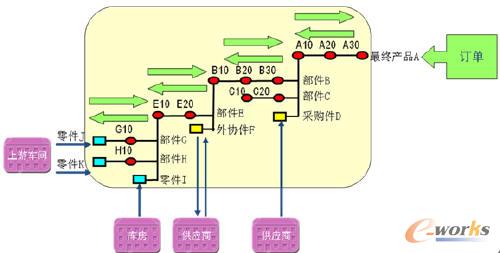
łD1 ╚ßąįčb┼õ─ŻöM╩ŠęŌłD
╔ŽłD1×ķ╚ßąįčb┼õ¼F(xi©żn)ł÷(ch©Żng)─ŻöM╩ŠęŌłDŻ¼į┌čb┼õ▄ć(ch©ź)ķgŻ¼ūŅĮK«a(ch©Żn)ŲĘA│÷ÅSų«Ū░ąĶę¬ė╔▓┐╝■BĪóC║═▓╔┘Å(g©░u)╝■DĮø(j©®ng)▀^(gu©░)A10ĪóA20ĪóA30╚²éĆ(g©©)čb┼õ╣ż╬╗▀M(j©¼n)ąąĮMčbŻ¼├┐éĆ(g©©)╣ż╬╗Ą─╝ė╣żĢr(sh©¬)ķg░┤šš╣╠Č©Ą─Ģr(sh©¬)ķg╣Ø(ji©”)┼─Ż©╚ń2╠ņŻ®ĪŻęį┤╦ŅÉ(l©©i)═ŲŻ¼▓┐╝■B║═Cę▓ėąūį╝║Ą─čb┼õ╣ż╦ćŻ¼į┌ŲõŽÓæ¬(y©®ng)Ą─čb┼õ╣ż╬╗╔ŽČ╝░┤šš╣Ø(ji©”)┼─▀M(j©¼n)ąąčb┼õĪŻ▀@śėŻ¼į┌š¹éĆ(g©©)čb┼õ▄ć(ch©ź)ķgŻ¼╚ń╣¹├┐╝ē(j©¬)▓┐╝■Ą─čb┼õČ╝┐╔ęįį┌Ė„╣ż╬╗╔Ž░┤šš╠žČ©Ą─╣Ø(ji©”)┼─▀M(j©¼n)ąąĄ─įÆŻ¼A«a(ch©Żn)ŲĘĄ─«a(ch©Żn)│÷Š═┐╔ęį▒Ż│ųę╗Č©Ą─╣Ø(ji©”)┼─ĪŻęįA«a(ch©Żn)ŲĘĄ─«a(ch©Żn)│÷Ģr(sh©¬)ķgŻ©┐═æ¶Ą─ąĶŪ¾Ģr(sh©¬)ķgŻ®▀M(j©¼n)ąąĄ╣═ŲŻ¼╝┤┐╔ŠÄųŲ│÷Ė„╝ē(j©¬)ūė▓┐╝■į┌├┐éĆ(g©©)╣ż╬╗╔ŽĄ─čb┼õėŗ(j©¼)äØŻ¼ęį╝░Ė„▓╔┘Å(g©░u)Īó═Ōģf(xi©”)╬’┘YĄ─┼õ╦═Ģr(sh©¬)ķgĪŻ╔Žė╬ÖC(j©®)╝ė╣ż▄ć(ch©ź)ķgĄ─┴Ń╝■ęį╝░▓╗─▄┤_Č©╠žČ©╣Ø(ji©”)┼─Ą─čb┼õ▓┐╝■Ż¼┐╔ęįęįŅA(y©┤)═Č╔·«a(ch©Żn)Ą─ĘĮ╩ĮŻ¼įO(sh©©)ų├ę╗Č©ęÄ(gu©®)─ŻĄ─Äņ(k©┤)┤µ▒ŻėąöĄ(sh©┤)┴┐Ż¼ęįéõčb┼õĄ─ąĶŪ¾ĪŻÅ─╔ŽłD┐╔ęį┐┤│÷Ż¼├┐éĆ(g©©)ėåå╬«a(ch©Żn)ŲĘį┌čb┼õ▀^(gu©░)│╠ųąęį“ę╗éĆ(g©©)┴„”Ą─╔·«a(ch©Żn)─Ż╩Įį┌Ė„╣ż╬╗╔Žęį╣╠Č©Ą─╣Ø(ji©”)┼─Ēśą“┴„▐D(zhu©Żn)ĪŻ
ė╔ė┌į┌īŹ(sh©¬)ļH▀^(gu©░)│╠ųą├┐éĆ(g©©)╣ż╬╗Ą─čb┼õ╝ė╣ż─▄┴”╩ŪėąŽ▐Ą─Ż¼╚ń╣¹═¼Ģr(sh©¬)ėąČÓéĆ(g©©)ėåå╬Ą─«a(ch©Żn)ŲĘŽ╚║¾ąĶę¬čb┼õ│÷ÅSĄ─įÆŻ¼┐╔─▄į┌─│ą®╣ż╬╗Š═Ģ■(hu©¼)│÷¼F(xi©żn)“žō(f©┤)║╔”┤¾ė┌“─▄┴””Ą─¼F(xi©żn)Ž¾Ż¼Ųõ╔·«a(ch©Żn)ėŗ(j©¼)äØŠ═▓╗─▄░┤šš“└ĒŽļĀŅæB(t©żi)”Ą─¤o(w©▓)Ž▐─▄┴”ł╠(zh©¬)ąąŻ¼ä▌(sh©¼)▒žĢ■(hu©¼)ī¦(d©Żo)ų┬ėŗ(j©¼)äØĄ─┐╔ł╠(zh©¬)ąąąį▓ŅĪŻ╦∙ęįŻ¼╚ßąįčb┼õĄ─╔·«a(ch©Żn)ėŗ(j©¼)äØ╩Ū░┤šš├┐éĆ(g©©)å╬╝■«a(ch©Żn)ŲĘŠÄųŲ├┐éĆ(g©©)╣ż╬╗Ą─ėąŽ▐─▄┴”ėŗ(j©¼)äØĪŻ
“ėąŽ▐─▄┴””¾w¼F(xi©żn)į┌╣ż╬╗╔ŽįO(sh©©)éõ║═╚╦åTĄ─öĄ(sh©┤)┴┐Ż¼ōQéĆ(g©©)ĮŪČ╚üĒ(l©ói)šf(shu©Ł)Ż¼╝┤┤╦╣ż╬╗═¼Ģr(sh©¬)┐╔čb┼õ╚╬äš(w©┤)Ą─öĄ(sh©┤)┴┐ĪŻŽ┬łD╦∙╩Š╣ż╬╗01Ą──▄┴”▓╗─▄═¼Ģr(sh©¬)ØMūŃėåå╬1┼cėåå╬2į┌8į┬2╚šĄĮ3╚šā╔╠ņĄ─Ģr(sh©¬)ķgČ╬ā╚(n©©i)Ą─╔·«a(ch©Żn)žō(f©┤)║╔Ż¼╦∙ęįŻ¼į┌ŠÄųŲ╔·«a(ch©Żn)ėŗ(j©¼)äØĢr(sh©¬)Ż¼ūįäė(d©░ng)īóėåå╬2į┌▓┐čb╣ż╬╗01Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØŽ“Ū░═ŲęŲ2╠ņŻ¼ęŲų┴įō╣ż╬╗Ą─┐šķeĢr(sh©¬)ķgČ╬ĪŻ

łD2 čb┼õ╣ż╬╗ėŗ(j©¼)äØėąŽ▐─▄┴”ŠÄųŲ
ė╔ė┌┐═æ¶ąĶŪ¾Ą─ūā╗»Ż¼ėåå╬«a(ch©Żn)ŲĘĄ─ąĶŪ¾Ģr(sh©¬)ķg░l(f©Ī)╔·ūā╗»Ģr(sh©¬)Ż¼š¹éĆ(g©©)å╬╝■«a(ch©Żn)ŲĘį┌Ė„éĆ(g©©)╣ż╬╗Ą─ėŗ(j©¼)äØČ╝Ą├ū÷│÷ŽÓæ¬(y©®ng)š{(di©żo)š¹ĪŻ╚ńłD3╦∙╩ŠŻ¼«a(ch©Żn)ŲĘ«a(ch©Żn)│÷╣ż╬╗Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØ▀M(j©¼n)ąąš{(di©żo)š¹ų«║¾Ż¼└Łäė(d©░ng)╔Žė╬Ė„╣ż╬╗Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØļSų«▀M(j©¼n)ąąš{(di©żo)š¹Ż¼š¹éĆ(g©©)ėåå╬Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØ▀M(j©¼n)ąą┴╦ųžą┬Ą─ŠÄ┼┼ĪŻ
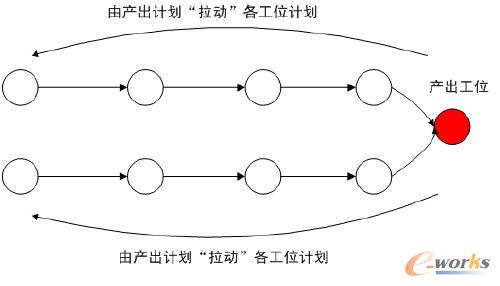
łD3 ╣ż╬╗ėŗ(j©¼)äØ“└Łäė(d©░ng)╩Į”š{(di©żo)š¹
į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)▀^(gu©░)│╠ųąŻ¼╚ń╣¹─│éĆ(g©©)╣ż╬╗│÷¼F(xi©żn)┴╦“«É│Ż”ŪķørŻ¼╚ńŻ║╬’┴Ž╣®æ¬(y©®ng)▓╗╝░Ģr(sh©¬)ĪóÖC(j©®)Ų„╣╩šŽĪó╚╦×ķ═ŽŲ┌Ą╚Ż¼ī¦(d©Żo)ų┬įō╣ż╬╗╔·«a(ch©Żn)ėŗ(j©¼)äØ▀M(j©¼n)ąą┴╦š{(di©żo)š¹Ż¼─Ū├┤Ż¼š¹éĆ(g©©)å╬╝■«a(ch©Żn)ŲĘį┌Ž┬ė╬Ė„éĆ(g©©)╣ż╬╗Ą─╔·«a(ch©Żn)ėŗ(j©¼)äØę▓Ģ■(hu©¼)ŽÓæ¬(y©®ng)Ą─▀M(j©¼n)ąą═Ųäė(d©░ng)╩Įš{(di©żo)š¹ĪŻ╚ńłD4╦∙╩ŠĪŻ
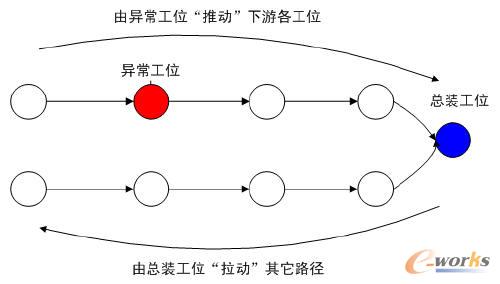
łD4 ╣ż╬╗ėŗ(j©¼)äØ“═Ųäė(d©░ng)╩Į”š{(di©żo)š¹
ŠC╔Ž╦∙╩÷Ż¼╚ßąįčb┼õ╔·«a(ch©Żn)ėŗ(j©¼)äØĄ──Ż╩Į¾w¼F(xi©żn)┴╦ęįŽ┬ÄūĘĮ├µĄ─╠ž³c(di©Żn)║═ā×(y©Łu)ä▌(sh©¼)Ż¼ī”(du©¼)ė┌├µŽ“ėåå╬čb┼õĄ─╔·«a(ch©Żn)─Ż╩ĮĖ³Š▀▀mæ¬(y©®ng)ąį║═ņ`╗ŅąįĪŻ
- ▄ć(ch©ź)ķg┘Yį┤į┌čb┼õėŗ(j©¼)äØĄ─ųĖī¦(d©Żo)Ž┬░l(f©Ī)ō]┴╦ūŅ┤¾Ą─└¹ė├ār(ji©ż)ųĄŻ¼īŹ(sh©¬)¼F(xi©żn)┴╦┘Yį┤Ą─ėąŽ▐─▄┴”┼┼«a(ch©Żn)Ż╗
- į┌ėŗ(j©¼)äØīė├µīóčb┼õ╚╬äš(w©┤)┼cÖC(j©®)╝ė╣ż┴Ń╝■Ą─╔·«a(ch©Żn)╚╬äš(w©┤)ģ^(q©▒)äeī”(du©¼)┤²Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦å╬¬Ü(d©▓)┼┼«a(ch©Żn)Ż╗
- ░┤ššå╬ÖC(j©®)ŠÄųŲ╚ßąįčb┼õėŗ(j©¼)äØŻ¼Ė„╣ż╬╗ėŗ(j©¼)äØ░┤ššėåå╬«a(ch©Żn)ŲĘĄ─ūŅĮK═Ļ╣ż╚šŲ┌▀M(j©¼n)ąą“└Łäė(d©░ng)”╩Į┼┼«a(ch©Żn)Ż¼ć└(y©ón)Ė±░┤šščb┼õ╣Ø(ji©”)┼─Ż¼┐╝æ]Ė„╣ż╬╗Ą─īŹ(sh©¬)ļH╔·«a(ch©Żn)─▄┴”Ż¼╩╣Ą├ėŗ(j©¼)äØĄ─ł╠(zh©¬)ąąĖ³╝ė£╩(zh©│n)┤_ĪŻīŹ(sh©¬)¼F(xi©żn)“ę╗éĆ(g©©)┴„”į┌▓┐čbŠĆ╔Žęį╣╠Č©Ą─╣Ø(ji©”)┼─▀M(j©¼n)ąąčb┼õĪŻ
- ╬’┴Ž░┤šš«a(ch©Żn)ŲĘ╝ė╣żĄ─╣ż╦ćĒśą“į┌╠žČ©Ą─ąĶŪ¾Ģr(sh©¬)ķg┼õ╦═ĄĮ▄ć(ch©ź)ķgĄ─ųĖČ©å╬į¬Ż¼£p╔┘┴╦▄ć(ch©ź)ķgé„Įy(t©»ng)╔·«a(ch©Żn)─Ż╩ĮŽ┬┤¾┴┐Ą─į┌ųŲŲĘĘeē║?ji©Żn)¢Ņ}Ż╗
- Äņ(k©┤)Ę┐Īó╔Žė╬▄ć(ch©ź)ķgĪó╣®æ¬(y©®ng)╔╠Ą─╬’┴Ž┼õ╦═ÖC(j©®)ųŲĖ³╝ė═Ļ╔ŲŻ¼┼õ╦═Ģr(sh©¬)ķgĪóĄž³c(di©Żn)Ė³╝ėŠ½┤_Ż╗
- £p╔┘┴╦╬’┴ŽĄ─ķeų├┼c═Ż╣ż┤²┴ŽĄ─¼F(xi©żn)Ž¾Ż╗
- čb┼õėŗ(j©¼)äØĪóčb┼õ╣Ø(ji©”)┼─Īóčb┼õ┘Yį┤─▄┴”─▄ē“ņ`╗Ņš{(di©żo)š¹Ż¼╩╣╔·«a(ch©Żn)Ė³Š▀“╚ßąį”ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ERPŽĄĮy(t©»ng)ųąļx╔óųŲįņŲ¾śI(y©©)├µŽ“ėåå╬čb┼õŻ©ATOŻ®─Ż╩ĮŽ┬╚ßąįčb┼õ╔·«a(ch©Żn)ėŗ(j©¼)äØĄ─蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/consultation/1081996708.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















