



ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)(Manufacturing Execution SystemŻ¼MES)╩Ū╬╗ė┌╔ŽīėĄ─ėŗäØ╣▄└ĒŽĄĮy(t©»ng)┼cĄūīėĄ─╣żśI(y©©)┐žųŲų«ķgĄ─├µŽ“▄ćķgīėĄ─╣▄└Ēą┼ŽóŽĄĮy(t©»ng)Ż¼╦³×ķėŗäØĄ─ł╠(zh©¬)ąąČ°Ė·█Ö╦∙ėą┘Yį┤(╚╦ĪóįO(sh©©)éõĪó╬’┴Ž)Ą─«ö(d©Īng)Ū░ĀŅæB(t©żi)Ż¼Ųų°ą┼Žóé„▀f┼c£Ž═©Ą─ū„ė├Ż¼Ųõųžę¬│╠Č╚įĮüĒįĮČÓĄžĄ├ĄĮųŲįņŲ¾śI(y©©)Ą─ĻP(gu©Īn)ūóĪŻ
1Īóčb┼õ▄ćķgĄ─╣▄└Ē¼F(xi©żn)ĀŅ╝░MES╠ž³c
čb┼õ▄ćķg┤µį┌čb┼õ▀^│╠ųą░³║¼┤¾┴┐Ą─┴Ń╝■Īó▓┐╝■Īó╣żčbŖAŠ▀║═įO(sh©©)éõĄ╚ųŲįņ┘Yį┤Ż╗śI(y©©)äš(w©┤)┴┐┤¾Ż¼éĆäeĢrķgČ╬╚╬äš(w©┤)ŽÓ«ö(d©Īng)ųžŻ¼Ūęī”Į╗žøĢrķg║═┘|(zh©¼)┴┐ę¬Ū¾ć└(y©ón)Ė±Ż╗čb┼õ▄ćķg┼cŲõ╦¹▄ćķgėą┤¾┴┐╬’┴Žģf(xi©”)ū„Ż╗▓Õå╬ČÓĪóŲ┌Ž▐ę¬Ū¾ć└(y©ón)Ė±Ż╗ėåå╬╚╬äš(w©┤)ųžĪó«a(ch©Żn)ŲĘĘNŅÉČÓ▓óŪęĀŅæB(t©żi)ČÓĄ╚śI(y©©)äš(w©┤)╠ž³cĪŻ┤╦ĘNśI(y©©)äš(w©┤)─Ż╩ĮŽ┬Ż¼Š▀¾w┤µį┌Ą─╣▄└Ēå¢Ņ}╚ńŽ┬Ż║
Ż©1Ż®╬’┴ŽĘNŅÉČÓĪóöĄ(sh©┤)┴┐┤¾Ż¼╣▄└ĒÅ═(f©┤)ļsĪŻčb┼õ▄ćķgė╔ė┌┼cŲõ╦¹▓┐ķT╗“å╬╬╗ėą┤¾┴┐╬’┴Žģf(xi©”)ū„Ż¼ę“Č°╔·«a(ch©Żn)Ū░Ą─²R╠ū╣▄└Ē└¦ļyŻ╗▓╔ė├╣╠Č©čb┼õ║═┴„╦«╩Į╗ņ║Žčb┼õŻ¼╩╣Ą├╔·«a(ch©Żn)▀^│╠ųą╬’┴Ž╣▄└Ē└¦ļyŻ╗«a(ch©Żn)ŲĘĘNŅÉČÓĪóŽÓ╦ŲČ╚┤¾Ż¼ĀŅæB(t©żi)ČÓŻ¼ł÷ĄžĘų╔óŻ╗ī¦(d©Żo)ų┬╬’┴Ž╣▄└ĒÅ═(f©┤)ļsĪŻ
Ż©2Ż®öĄ(sh©┤)ō■(j©┤)╣▓ŽĒ│╠Č╚Ą═ĪŻčb┼õ▀^│╠╔µ╝░ĄĮįO(sh©©)ėŗ▓┐ķTĪó╣ż╦ć▓┐ķTĪó╔·«a(ch©Żn)▓┐ķT┼c╣▄└Ē▓┐ķTĄ╚▒ŖČÓ▓┐ķTŻ¼Ė„▓┐ķTĄ─ą┼Žó¤oĘ©═©▀^ėąą¦╩ųČ╬īŹ¼F(xi©żn)╣▓ŽĒ║═ėąą¦└¹ė├Ż¼Å─Č°ĮĄĄ═Ė„▓┐ķTŽÓĻP(gu©Īn)╚╦åTĄ─╣żū„ą¦┬╩ĪŻ
Ż©3Ż®▓╗─▄īŹĢrĘ┤ė│╔·«a(ch©Żn)ĀŅørĪŻ«ö(d©Īng)│÷¼F(xi©żn)╔·«a(ch©Żn)å¢Ņ}ūĘ▓ķįŁę“║═ž¤(z©”)╚╬ĢrŻ¼öĄ(sh©┤)ō■(j©┤)▓╗┐╔┐┐Ż¼┐╔ūĘ╦▌ąį▓╗ÅŖ(qi©óng)ĪŻ╝╚▓╗─▄▒ŻūCĮy(t©»ng)ėŗöĄ(sh©┤)ō■(j©┤)üĒį┤Ą─ėąą¦ąį║═Įy(t©»ng)ėŗĮY(ji©”)╣¹Ą─š²┤_ąįŻ¼ę▓└╦┘M(f©©i)┴╦┤¾┴┐Ą─╚╦┴”┘Yį┤Ż¼ū÷▓╗ĄĮīŹĢrĘ┤ė│▄ćķgčb┼õŪķørĪŻ
├µŽ“║Į╠ņ«a(ch©Żn)ŲĘĄ─čb┼õMESŽĄĮy(t©»ng)Ż¼┼cé„Įy(t©»ng)Ą─▄ćķg╗“š▀╔·«a(ch©Żn)ÅSĄ─╣▄└ĒŽÓ▒╚Ż¼Š▀ėąęįŽ┬’@ų°╠ž³cŻ║
Ż©1Ż®š¹¾wąįĪŻßśī”čb┼õ▀^│╠Ą─MES─▄ē“╩╣Ą├’wÖC(j©®)ųŲįņ▀^│╠ųą╦∙╔µ╝░Ą─▓┐ķT£p╔┘ģf(xi©”)š{(di©żo)ĢrķgŻ¼╠ßĖ▀Ų¾śI(y©©)Ė„▓┐ķTĄ─╣żū„ą¦┬╩Ż¼Į©┴ó┴╝║├Ą─▓┐ķT═©ą┼ģf(xi©”)š{(di©żo)ęį╝░Ę┤üÖC(j©®)ųŲĪŻ
Ż©2Ż®äėæB(t©żi)ąįĪŻčb┼õ▀^│╠Ą─MES─▄┐ņ╦┘Ž“ėŗäØ╣▄└ĒīėĘ┤ü╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─Š▀¾wŪķørŻ¼ėŗäØīė╝░Ģrī”╔·«a(ch©Żn)ėŗäØ▀M(j©¼n)ąąš{(di©żo)š¹Ż¼▓óīóš{(di©żo)š¹ėŗäØ═©▀^MESé„▀fĄĮ╔·«a(ch©Żn)¼F(xi©żn)ł÷Ż¼īŹ¼F(xi©żn)ī”ėŗäØĄ─┐ņ╦┘Ę┤æ¬(y©®ng)ĪŻ
Ż©3Ż®╚½├µąįĪŻėąą¦īŹ¼F(xi©żn)čb┼õ▄ćķg┘Yį┤╚ń╚╦åTĪóįO(sh©©)éõĪół÷ĄžĪó╬’┴ŽĄ╚Ą─ėąą¦╣▄└ĒŻ¼ęį╝░▄ćķgčb┼õ▀^│╠Ą─╣▄└ĒĪŻ
2Īóčb┼õMESŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)║═╣”─▄─ŻēK
čb┼õMESŽĄĮy(t©»ng)×ķ┴╦ĘĮ▒Ń╔·«a(ch©Żn)¼F(xi©żn)ł÷▓┘ū„║═ŽĄĮy(t©»ng)Ą─ņ`╗ŅąįŻ¼▓╔ė├C/SĮY(ji©”)śŗ(g©░u)┼cB/SĮY(ji©”)śŗ(g©░u)ŽÓ╗ņ║ŽĄ─ĘĮ╩ĮŻ¼ę╗▓┐Ęų▓ķįāĪó×gė[║═╣ż╬╗▓┘ū„Ą╚┼c¼F(xi©żn)ł÷╣żū„╚╦åTĮY(ji©”)┼_▒╚▌^Šo├▄Ą─╣”─▄▓╔ė├B/SĘĮ╩ĮīŹ¼F(xi©żn)Ż¼╚ń▄ćķg¼F(xi©żn)ł÷Ą─╣ż╦ć×gė[╣”─▄Īó╚╬äš(w©┤)▓ķ┐┤║═╚²ŠSą┼ŽóĄ─š╣╩ŠĄ╚Ż╗Ųõ╦¹╣”─▄┤¾ČÓ▓╔ė├C/SĘĮ╩ĮīŹ¼F(xi©żn)Ż¼╚ń╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)Ą─╣▄└ĒĄ╚ĪŻ
ĮY(ji©”)║Ž║Į╠ņŲ¾śI(y©©)ą┼Žó╗»Ą─░l(f©Ī)š╣ŪķørŻ¼Ęų╬÷čb┼õ▀^│╠Ą─śI(y©©)äš(w©┤)┴„│╠Ż¼├µŽ“║Į╠ņ«a(ch©Żn)ŲĘčb┼õĄ─MESŽĄĮy(t©»ng)Ą─ų„ę¬╣”─▄─ŻēK╚ńŽ┬ĪŻ
2.1 ╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)╣▄└Ē─ŻēK
╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)╣▄└Ē╩Ūš¹éĆMESŽĄŠ`īŹ¼F(xi©żn)Ą─ę╗éĆ╗∙ĄA(ch©│)─ŻēKŻ¼╦³╝╚ꬎ“▒ŠŽĄĮy(t©»ng)Ą─Ė„éĆ─ŻēK╠ß╣®Ė„ĘN┘Y┴Ž║═öĄ(sh©┤)ō■(j©┤)Ż¼▀Ćę¬Įė╩▄üĒūįŲ¾śI(y©©)Ųõ╦¹ŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)ęį╝░Ž“Ųõ╦¹ŽĄĮy(t©»ng)Ę┤ü¼F(xi©żn)ł÷ą┼ŽóĪŻįō─ŻēKŠSūo(h©┤)Ą─Ė„ĘNöĄ(sh©┤)ō■(j©┤)┼cŲõ╦¹─ŻēK║═ŽĄĮy(t©»ng)Ą─ą┼ŽóĮ╗╗źęŖłD1ĪŻ
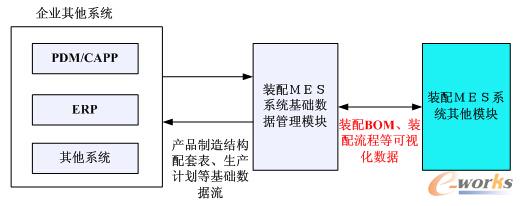
łD1 ╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)╣▄└Ē─ŻēK╔µ╝░Ą─öĄ(sh©┤)ō■(j©┤)┴„
2.2 čb┼õ╔·«a(ch©Żn)ėŗäØ┼cš{(di©żo)Č╚╣▄└Ē─ŻēK
įō─ŻēKĄ─ų„ę¬╣”─▄░³└©ėŗäØī¦(d©Żo)╚ļŻ¼ėŗäØŠÄųŲĪóėŗäØ▓ķįāĮy(t©»ng)ėŗ║═ėŗäØŽ┬▀_(d©ó)Ż¼┐é╔·«a(ch©Żn)ėŗäØė╔ERPŽĄĮy(t©»ng)ī¦(d©Żo)╚ļŻ¼½@Ą├╚ńėŗäØ╠¢Īó╝■╠¢Īó├¹ĘQĪóėŗäØöĄ(sh©┤)┴┐Īóā×(y©Łu)Ž╚╝ēĪóėŗäØķ_╩╝ĢrķgĪóėŗäØĮY(ji©”)╩°ĢrķgĄ╚ą┼ŽóŻ¼į┘Ė∙ō■(j©┤)Ė„éĆ▄ćķg▀M(j©¼n)ąą╚╬äš(w©┤)Ą─║Ž└ĒŠÄųŲ▓óŽ┬▀_(d©ó)ŽÓæ¬(y©®ng)▄ćķg▀M(j©¼n)ąą▄ćķgčb┼õ╔·«a(ch©Żn)Ż╗Ė∙ō■(j©┤)▄ćķgčb┼õ╔·«a(ch©Żn)ėŗäØ╝░Ė„╔·«a(ch©Żn)ųĖ┴Ņ║═╬’┴Ž£╩(zh©│n)éõŪķørŻ¼▀mĢrųŲČ©Īóš{(di©żo)š¹Ė„░ÓĮMĄ─ų▄╔·«a(ch©Żn)ėŗäØŻ╗┤_▒Ż╔·«a(ch©Żn)ėŗäØ╣Ø(ji©”)³c═Ļ│╔╔·«a(ch©Żn)╚╬äš(w©┤)ĪŻ═¼Ģrīóų„ėŗäØ═Ļ│╔ŪķørĘ┤üĄĮERPŽĄĮy(t©»ng)ĪŻ
2.3 čb┼õū„śI(y©©)╣▄└Ē─ŻēK
čb┼õū„śI(y©©)╣▄└Ē─ŻēK╩Ūš¹éĆMESĄ─║╦ą─Ż¼ė├üĒ┐žųŲ║═ģf(xi©”)š{(di©żo)ėŗäØėåå╬į┌▄ćķg¼F(xi©żn)ł÷Ą─ł╠(zh©¬)ąą▀^│╠ĪŻįō╣”─▄─ŻēK┐╔ęįĖ∙ō■(j©┤)Ų¾śI(y©©)ī”«a(ch©Żn)ŲĘĄ─Å═(f©┤)ļs│╠Č╚ęį╝░ėŗäØ┐žųŲ┴ŻČ╚ņ`╗ŅįO(sh©©)ų├¼F(xi©żn)ł÷╔·«a(ch©Żn)╣▄└ĒĄ─īė┤╬║═┐╔┐žųŲ³cöĄ(sh©┤)Ż¼Š▀ėąųŲįņå╬į¬╗“įO(sh©©)éõĄ─╚╬äš(w©┤)┼┼ą“║═žō(f©┤)║╔š{(di©żo)š¹─▄┴”ĪŻū„śI(y©©)╣▄└Ē─ŻēK┼c╗∙ė┌Śl┤a╝╝ąg(sh©┤)Ą─öĄ(sh©┤)ō■(j©┤)▓╔╝»▀^│╠Īó┘|(zh©¼)┴┐Öz▓ķ▀^│╠Īó╣╩šŽ╠Ä└Ē▀^│╠║═┘|(zh©¼)┴┐Ė·█Ö▀^│╠īŹ¼F(xi©żn)¤o┐p╝»│╔ĪŻčb┼õū„śI(y©©)╣▄└Ē─ŻēK┐╔īŹ¼F(xi©żn)▓╗═¼╔·«a(ch©Żn)ĘĮ╩ĮĄ─ĮY(ji©”)║ŽŻ¼ęį▒ŻūCš¹éĆŲ¾śI(y©©)Ą─ąĶŪ¾×ķ─┐ś╦(bi©Īo)Ż¼Ųõ╣”─▄ęŖłD2ĪŻ

łD2 čb┼õū„śI(y©©)╣▄└Ē─ŻēK╣”─▄
(1)▄ćķgėåå╬╣▄└ĒŻ║Ė∙ō■(j©┤)čb┼õėŗäØ╣▄└Ē─ŻēKŽ┬░l(f©Ī)Ą─čb┼õėŗäØ╗“š▀┼╔╣żå╬īóš¹éĆ▄ćķgĄ─čb┼õ╚╬äš(w©┤)ĘųĮŌ│╔×ķ░┤Ēśą“┼┼┴ąĄ─╚¶Ė╔ĘųČ╬ėŗäØŻ¼ęį╣▄└Ēčb┼õĄ─┐vŽ“ģf(xi©”)═¼ĪŻ
(2)╔·«a(ch©Żn)£╩(zh©│n)éõ╣▄└ĒŻ║╔·«a(ch©Żn)£╩(zh©│n)éõ×ķ▄ćķg╔·«a(ch©Żn)ū„śI(y©©)╣▄└ĒĄ─ųžę¬ā╚(n©©i)╚▌Ż¼ų„ę¬┬Üž¤(z©”)░³└©╣żŠ▀╣żčb┐╔ė├ąįÖz▓ķĪóś╦(bi©Īo)£╩(zh©│n)śė╝■┐╔ė├ąįÖz▓ķĪóįO(sh©©)éõ┐╔ė├ąįąŻ║╦Īó╠ßŪ░Ų┌ąŻ║╦║═╬’┴Ž┐╔ė├ąįÖz▓ķĪŻ
(3)╣żą“ū„śI(y©©)ėŗäØ╣▄└ĒŻ║░┤šš╣żū„ėåå╬║═▄ćķgėåå╬Ą─Ģrķg╣Ø(ji©”)³cę¬Ū¾Īó▓╔ė├ūŅąĪ╝ė╣żų▄Ų┌┤_Č©╣żą“Ą─ūŅįńķ_╣ż║═ūŅ═Ē═Ļ╣żĢrķgĪŻīóš¹éĆ▄ćķgĄ─čb┼õ╚╬äš(w©┤)ĘųĮŌ│╔░┤╣żą“Ēśą“┼┼┴ąĄ─╣żą“ėŗäØŻ¼ęį╣▄└ĒąĶŪ¾╬’╝■į┌▄ćķgā╚(n©©i)▓┐┴„▐D(zhu©Żn)Ą─┐vŽ“ģf(xi©”)═¼ĪŻ┤_Č©├┐┼_įO(sh©©)éõ╗“š▀├┐éĆ╣ż╚╦į┌▌^Č╠Ų┌ķgā╚(n©©i)Ą─╚╬äš(w©┤)┤╬ą“Ż¼▀M(j©¼n)ąąčb┼õ╚╬äš(w©┤)Ą─ÖMŽ“ģf(xi©”)═¼ĪŻ
(4)╣żą“ėŗäØŠSūo(h©┤)Ż║╣żą“ėŗäØŠSūo(h©┤)╣”─▄ų„ę¬╩Ū×ķ▀mæ¬(y©®ng)Ų¾śI(y©©)┼·┴┐═Č╚ļĘų┼·«a(ch©Żn)│÷┴Ģ(x©¬)æTČ°īŻķTįO(sh©©)ų├Ą─ĪŻ╔Žę¬╚╬äš(w©┤)╩ŪŻ║ī”ęčķ_╣ż┼·┤╬Ą─╣żą“ū„śI(y©©)ėŗäØŻ¼ę“┼RĢr╚╬äš(w©┤)š{(di©żo)š¹Ż¼Ęų┼·▀M(j©¼n)ąą╔·«a(ch©Żn)Ż¼Å─═Ļ╣żĄ─╣żą“ķ_╩╝Ż¼╔·«a(ch©Żn)ą┬Ą─╣żą“ū„śI(y©©)ėŗäØ▓óėøõøįŁ╣żą“ū„śI(y©©)ėŗäØĄ─┼·╠¢║═╚╬äš(w©┤)╠¢Ż╗«ö(d©Īng)░l(f©Ī)╔·╣żą“Ēśą“ūā╗»║═╣żą“│¼įĮĪó┼RĢrį÷╝ė╣żą“ĢrŻ¼╔·│╔ą┬Ą─┼·┤╬╠¢Ż¼┤“ėĪą┬Ą─╣ż╦ć┴„│╠┐©Ż¼ėøõø╣ż╦ć┼RĢrĖ³Ė─å╬╠¢ĪŻ
(5)öĄ(sh©┤)ō■(j©┤)▓╔╝»║═▀^│╠▒O(ji©Īn)┐žŻ║į┌öĄ(sh©┤)ō■(j©┤)▓╔╝»ųąŻ¼ų„ę¬▓╔ė├┼c▄ø╝■╝»æ(zh©żn)ĘŌčbĄ─Śl┤aöĄ(sh©┤)ō■(j©┤)▓╔╝»╝╝ąg(sh©┤)▀M(j©¼n)ąą╔·«a(ch©Żn)▀M(j©¼n)Č╚║═┘|(zh©¼)┴┐ĀŅæB(t©żi)Ą─öĄ(sh©┤)ō■(j©┤)▓╔╝»║═▌ö╚ļŻ¼ęį╠ßĖ▀¼F(xi©żn)ł÷ą┼Žó▓╔╝»Ą─Š½£╩(zh©│n)Č╚║═ą¦┬╩Ż╗į┌čb┼õĄ─ųžę¬čb┼õģ^(q©▒)║═ĻP(gu©Īn)µI³c▀M(j©¼n)ąąīŹĢr▒O(ji©Īn)┐žüĒ┤_▒Żčb┼õĄ─┘|(zh©¼)┴┐Ż¼£p╔┘╚╦×ķę“╦žī”čb┼õ┘|(zh©¼)┴┐Ą─ė░ĒæĪŻ
(6)ūĘ╦▌╣”─▄Ż║Ė∙ō■(j©┤)╣żą“³c▓╔╝»Ą─┘|(zh©¼)┴┐ą┼ŽóŻ¼┐╔ęįŽ“Ū░║═Ž“║¾ūĘ╦▌┘|(zh©¼)┴┐ĀŅæB(t©żi)║═╠Ä└Ēå╬╠¢Ż¼ę╗Ą®░l(f©Ī)¼F(xi©żn)┘|(zh©¼)┴┐å¢Ņ}Ż¼┐╔ęįūĘ╦▌ĄĮ┼·╝▄┤╬╠¢Īó▓┘ū„╚╦ĪóÖz“×╚╦Īó▓╗║ŽĖ±ŲĘ╠Äų├å╬╠¢Ą╚ą┼ŽóĪŻ
2.4 čb┼õ▄ćķg┘Yį┤╣▄└Ē─ŻēK
═©▀^ī”▄ćķg┘Yį┤Ą─ėąą¦╣▄└ĒŻ¼╠ßĖ▀┘Yį┤š{(di©żo)Č╚Ą─ņ`╗ŅąįĪŻė╚Ųõ╩Ūį┌čb┼õ▄ćķg╚╬äš(w©┤)ųž╗“ėą┼RĢrąį▓Õå╬Ą─ŪķørŽ┬Ż¼═©▀^▄ćķg┘Yį┤╣▄└Ē║Ž└Ēš{(di©żo)Č╚╚╦åT║═ł÷Ąž┘Yį┤╩Ū┐sČ╠čb┼õų▄Ų┌Īó┐žųŲ│╔▒ŠĄ─ėąą¦═ŠÅĮĪŻų„ę¬╣”─▄░³└©╚╦åT╣▄└ĒĪó╬’┴Ž╣▄└ĒĪóįO(sh©©)éõ╣▄└ĒĪół÷Ąž╣▄└ĒĪó┘Yį┤ĮM╣▄└ĒĄ╚ĪŻ
MESŽĄĮy(t©»ng)Į©┴ó╚╦åTą┼ŽóöĄ(sh©┤)ō■(j©┤)ÄņŻ¼╠ß╣®▄ćķgĄ─ĮM┐ŚĮY(ji©”)śŗ(g©░u)╣▄└ĒĪó╚╦åT╝╝─▄Īó╣żū„ĢrķgĪóą▌╝┘Ą╚ą┼ŽóŻ¼ęį▒Ń─▄ē“£╩(zh©│n)┤_╝░ĢršŲ╬š╚╦åTīŹĢrą┼ŽóŻ¼×ķ«a(ch©Żn)ŲĘĄ─╝░ĢrĮ╗ĖČ╠ß╣®▒ŻūCŻ¼═¼Ģr×ķ▄ćķgĄ─╚╦åT┐āą¦┐╝║╦╠ß╣®ę└ō■(j©┤)ĪŻ
╬’┴Ž╣▄└Ēų„ę¬╣”─▄░³└©╬’┴Ž│÷╚ļÄņ╣▄└ĒĪó╬’┴ŽÄņ┤µ╣▄└ĒĪó╬’┴Ž£╩(zh©│n)éõĪó╬’┴ŽĄ“Č╚║═╬’┴ŽūĘ█ÖĄ╚Ż╗┴Ń▓┐ĮM╝■╣▄└Ē░³└©Ż║«a(ch©Żn)ŲĘĪó▓┐╝■╝░┴Ń╝■╣▄└ĒĪŻ╦³éāĄ─╗∙▒Šą┼Žó═©▀^ERPŽĄĮy(t©»ng)ī¦(d©Żo)╚ļMESŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)ī”┴Ń▓┐ĮM╝■╗∙▒Šą┼Žó╣▄└ĒĪóŚl┤a╣▄└ĒĪóĘųŅÉ╣▄└ĒĪóĮY(ji©”)śŗ(g©░u)╣▄└ĒĪó╣żą“─Ż░Õ╣▄└ĒĪó┼õ╠ū▒Ē╣▄└ĒŻ¼ė├ė┌MESųąėŗäØ┼┼«a(ch©Żn)Īó╬’┴Ž²R╠ū║═▀^│╠Ė·█ÖĪŻį┌ųŲŲĘ║═▌o┴ŽĄ╚Äņ┤µą┼ŽóÅ─ERPŽĄĮy(t©»ng)½@╚ĪŻ¼ė├ė┌MES╬’┴Ž²R╠ū╣▄└ĒĪŻ
įO(sh©©)éõ╣▄└Ēų„꬞ō(f©┤)ž¤(z©”)įO(sh©©)éõÖn░Ė╣▄└ĒĪóįO(sh©©)éõ▀\(y©┤n)ąą╣▄└ĒĪóįO(sh©©)éõŠSą▐┼cŠSūo(h©┤)ėŗäØĄ╚Ż╗čb┼õ▄ćķgĄ─įO(sh©©)éõų„ę¬ųĖ£yįćįO(sh©©)éõĪó╣ż╬╗Ų„Š▀║═╣żčbŻ¼╦³éā┐╔─▄│╔×ķ╝s╩°čb┼õ▄ćķg╔·«a(ch©Żn)─▄┴”Ą─ūŅų„ę¬į¬╦žĪŻę“┤╦Į©┴óįO(sh©©)éõą┼Žó─Żą═ĪóĮY(ji©”)║Žė|├■Ų┴öĄ(sh©┤)ō■(j©┤)▓╔╝»īŹ¼F(xi©żn)įO(sh©©)éõ▒O(ji©Īn)┐žŻ¼╩Ū╠ßĖ▀Ų┐ŅiįO(sh©©)éõ└¹ė├┬╩Ą─ėąą¦═ŠÅĮĪŻ
ł÷Ąž╣▄└Ē╗∙ė┌ł÷ĄžĘųĮMŻ¼ęÄ(gu©®)ĘČ▄ćķg╬’┴Ž┤µĘ┼Ż¼ł÷ĄžĻP(gu©Īn)┬ō(li©ón)▀Ć░³└©┼c«ö(d©Īng)Ū░ö[Ę┼įO(sh©©)éõĄ─ĻP(gu©Īn)┬ō(li©ón)ĪŻ
ł÷ĄžČ©┴xėął÷Ąž«ö(d©Īng)┴┐Īó╚╦åTŽ▐ųŲĪół÷Ąž├µĘeĪóéõūóĄ╚ī┘ąįŻ¼ąĶꬫa(ch©Żn)ŲĘį÷╝ėš╝Ąž├µĘeī┘ąįĪŻMESŽĄĮy(t©»ng)Ė∙ō■(j©┤)ł÷Ąž├µĘeĪó┤µĘ┼«a(ch©Żn)ŲĘöĄ(sh©┤)┴┐║═įō«a(ch©Żn)ŲĘĄ─š╝Ąž├µĘe┼ąöÓł÷Ąž┤µĘ┼Ż¼ŅA(y©┤)Š»ęÄ(gu©®)ätąĶę¬ė├æ¶ĮoČ©ĪŻ
┘Yį┤ĮM╩ŪųĖ▄ćķgė├ė┌╔·«a(ch©Żn)ėŗäØł╠(zh©¬)ąą▒žĒÜė├ĄĮĄ─ę╗ŅÉŽÓĻP(gu©Īn)╗“ŽÓ╦ŲĄ─┘Yį┤ī”Ž¾Ż¼▀@ę╗ŅÉ┘Yį┤ī”Ž¾ėą╣▓═¼Ą─ī┘ąįŻ¼┐╔ęįÜwī┘ė┌ę╗ĮMī”Ž¾▀M(j©¼n)ąą╣▄└ĒĪŻ┘Yį┤ĮM╣▄└Ēų„ę¬╩Ū░ččb┼õ▄ćķgŽÓĻP(gu©Īn)╗“ŅÉ╦Ų┘Yį┤ęįī”Ž¾╗»╣▄└ĒŻ¼▓ó┘xėĶę╗Č©┘Yį┤ĮMī┘ąįŻ¼Č©┴xŲõ┤·╠¢Īó├¹ĘQĪó╩Ūʱ┼┼«a(ch©Żn)Ą╚ĪŻ
2.5 ╔·«a(ch©Żn)┐┤░Õ┼c▒O(ji©Īn)┐ž
MESŽĄĮy(t©»ng)═©▀^Ė„ĘN┐┤░ÕīŹ¼F(xi©żn)ī”▄ćķg╔·«a(ch©Żn)ą┼ŽóĄ─▒O(ji©Īn)┐ž╣”─▄Ż¼╠ß╣®▓╗═¼╚╦åT▓╗═¼Ą─┐┤░ÕĪó┐┤ĄĮ▓╗═¼Ą─ą┼ŽóŻ¼▀_(d©ó)ĄĮ╔·«a(ch©Żn)┐╔ęĢ╗»Ą──┐Ą─ĪŻ┐┤░Õ░³└©Ż║▄ćķgū„śI(y©©)ėŗäØ┐┤░ÕĪó░ÓĮM╚╬äš(w©┤)┐┤░ÕĪó▄ćķgįO(sh©©)éõ┐┤░ÕĪó▄ćķgł÷Ąž▓╝Šų┐┤░ÕĪó╬’┴Ž²R╠ū┐┤░ÕĪó╣ż╦ć£╩(zh©│n)éõ┐┤░ÕĪół¾Š»┐┤░Õ┐┤░ÕĄ╚ĪŻ
3ĪóMESŽĄĮy(t©»ng)æ¬(y©®ng)ė├ųąĄ─ĻP(gu©Īn)µI╝╝ąg(sh©┤)
į┌ųŲįņśI(y©©)ą┼Žó╗»Į©įO(sh©©)ųąŻ¼MESŽĄĮy(t©»ng)╠Äė┌Ų¾śI(y©©)╣▄└Ēīė║═▄ćķgīėĄ─ųąķgīėŻ¼╩ŪīŹ¼F(xi©żn)Ų¾śI(y©©)▄ćķgīė╣▄└Ē═Ė├„╗»Ż¼×ķŲ¾śI(y©©)Ųõ╦¹ŽĄĮy(t©»ng)╠ß╣®┐╔┐┐ą┼ŽóĄ─╗∙ĄA(ch©│)Ż¼īŹ¼F(xi©żn)Å─įO(sh©©)ėŗ/╣ż╦ćĪóŲ¾śI(y©©)╣▄└ĒĪóųŲįņĄ╚ČÓéĆīė┤╬Ą─öĄ(sh©┤)ō■(j©┤)Ą─│õĘų╣▓ŽĒ║═ėąą¦└¹ė├ĪŻį┌MESŽĄĮy(t©»ng)Ą─æ¬(y©®ng)ė├ųąŻ¼ų„ę¬░³└©ęįŽ┬2éĆĘĮ├µĄ─ĻP(gu©Īn)µIå¢Ņ}ĪŻ
3.1 MESŽĄĮy(t©»ng)┼cŲ¾śI(y©©)Ųõ╦¹ą┼ŽóŽĄĮy(t©»ng)Ą─╝»│╔╝╝ąg(sh©┤)蹊┐
’wÖC(j©®)ųŲįņŲ¾śI(y©©)ą┼Žó╗»░l(f©Ī)š╣ųąŻ¼▓╔ė├Ą─ŽĄĮy(t©»ng)░³└©PDMĪóCADĪóCAPP║═ERPĄ╚ą┼ŽóŽĄĮy(t©»ng)Ż¼Ė„ūįČ╝ėąūį╝║Ą─öĄ(sh©┤)ō■(j©┤)Äņęį╝░╦∙╔µ╝░Ą─║╦ą─öĄ(sh©┤)ō■(j©┤)─Żą═Ż¼MESę▓▓╗└²═ŌĪŻĄ½╩Ūū„×ķą┼Žó╗»Į©įO(sh©©)ųąĄ─ę╗éĆūėŽĄĮy(t©»ng)Ż¼MES▒žĒÜÅ─Ųõ╦¹ŽĄĮy(t©»ng)ųą½@╚Īūį╝║╦∙ąĶĄ─╗∙▒ŠöĄ(sh©┤)ō■(j©┤)Ż¼╚ń«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Īó╣ż╦ćöĄ(sh©┤)ō■(j©┤)Īó╬’┴ŽöĄ(sh©┤)ō■(j©┤)Ą╚Ż¼╦∙ęįMES┼cŲõ╦¹ŽĄĮy(t©»ng)ų«ķgĄ─╝»│╔╩Ū▒ž▓╗┐╔╔┘Ą─ĪŻ
║Į╠ņ«a(ch©Żn)ŲĘ╩ŪęįBOM×ķų„ŠĆĮM┐Śą┬«a(ch©Żn)ŲĘķ_░l(f©Ī)┼c╔·«a(ch©Żn)Ą─ĪŻęįBOM×ķ║╦ą─▀M(j©¼n)ąąŽĄĮy(t©»ng)ų«ķgöĄ(sh©┤)ō■(j©┤)Ą─ėąą¦╝»│╔Ż¼┤_▒ŻŽĄĮy(t©»ng)ų«ķg─▄ē“?q©▒)Ź¼F(xi©żn)╗∙ĄA(ch©│)öĄ(sh©┤)ō■(j©┤)Ą─µ£═©Ż¼Å─Č°╩╣Ą├ŽĄĮy(t©»ng)ų«ķgīŹ¼F(xi©żn)ÅŖ(qi©óng)ā╚(n©©i)Š█Īó╚§±Ņ║ŽĄ─╣”ą¦ĪŻMESĄ─öĄ(sh©┤)ō■(j©┤)╗∙ĄA(ch©│)╩ŪMBOMŻ¼MBOM░³║¼╦∙ėąśŗ(g©░u)│╔«a(ch©Żn)ŲĘĄ─┴ŃĮM╝■Īóś╦(bi©Īo)£╩(zh©│n)╝■Īó│╔ŲĘ╝■Īó▓─┴ŽĄ╚ĮM│╔å╬į¬╝░Ųõčb┼õĻP(gu©Īn)ŽĄ║═öĄ(sh©┤)┴┐┼õ╠ūĻP(gu©Īn)ŽĄĪŻĘ┤ė│╣ż╦ćčb┼õĻP(gu©Īn)ŽĄ▓óšf├„┼õ╠ūüĒį┤Ą─Ęųīė┤╬Ą─╬’┴ŽŪÕå╬ĪŻ
(1)MBOMųąĄ─čb┼õĻP(gu©Īn)ŽĄæ¬(y©®ng)ėøõøčb┼õå╬į¬ų«ķgĄ─īė┤╬ĻP(gu©Īn)ŽĄĪóčb┼õå╬į¬┼cAOų«ķgęį╝░AO┼c┴ŃĮM╝■ų«ķgĄ─čb┼õĮY(ji©”)śŗ(g©░u)ĻP(gu©Īn)ŽĄŻ¼┴ŃĮM╝■ų«ķgčb┼õĮY(ji©”)śŗ(g©░u)ĻP(gu©Īn)ŽĄ┼cPBOMŽÓ═¼Ż╗
(2)MBOMųą┴ŃĮM╝■╔·«a(ch©Żn)ŅÉą═╝░╣ż╦ćĘų╣ż┬ĘŠĆĄ╚ą┼Žó┼cPBOMųąŽÓ═¼Ż╗
(3)┴ŃĮM╝■╣ż╦ć╬─╝■Ż¼Č©┴x┴ŃĮM╝■Ą─AOĪó╝ė╣żįO(sh©©)éõĪó╣żčbŖAŠ▀ĪóĄČŠ▀Īó┴┐Š▀Īó╣żĢrČ©Ņ~Īó▄ćķgĪó░ÓĮMĄ╚öĄ(sh©┤)ō■(j©┤)Ż╗
(4)┴ŃĮM╝■ų«ķgĄ─čb┼õöĄ(sh©┤)┴┐ĻP(gu©Īn)ŽĄŻ¼ų„ę¬├Ķ╩÷┴ŃĮM╝■į┌čb┼õ▀^│╠ųą├┐Ą└╣żą“╗“├┐▒ŠAOąĶę¬čb┼õĄ─┴ŃĮM╝■╠¢║═öĄ(sh©┤)┴┐Ż¼┴ŃĮM╝■ų«ķgĄ─öĄ(sh©┤)┴┐ĻP(gu©Īn)ŽĄ┼cPBOMŽÓ═¼ĪŻ
MBOM┐╔×ķCADĪóCAPPĪóERPĪóPDMĄ╚Ą─ėąÖC(j©®)╝»│╔╝░Ų¾śI(y©©)╝»│╔╠ß╣®Įy(t©»ng)ę╗ėąą¦Ą─öĄ(sh©┤)ō■(j©┤)╗∙ĄA(ch©│)Ż¼ęįØMūŃöĄ(sh©┤)ō■(j©┤)Ą─╬©ę╗ąįĪóīŹĢrąįĪóėąą¦ąįĪó░▓╚½ąįĄ╚ąĶŪ¾ĪŻMBOMĄ─╣▄└Ē╩ŪųŲįņöĄ(sh©┤)ō■(j©┤)╣▄└ĒĄ─║╦ą─ā╚(n©©i)╚▌Ż¼Č°╣ż╦ćą┼Žó╩ŪMBOM╣▄└ĒĄ─╗∙ĄA(ch©│)ā╚(n©©i)╚▌ĪŻ
MES┼cŲõ╦¹ŽĄĮy(t©»ng)Ą─ūxīæĘĮ╩Į╩Ūį┌öĄ(sh©┤)ō■(j©┤)ųąą─Ę■äš(w©┤)Ų„╔Žäō(chu©żng)Į©Ė„ŽĄĮy(t©»ng)ųąąĶę¬╝»│╔Į╗╗źĄ─╬’└Ē▒ĒĄ─Å═(f©┤)ųŲ░µ▒Š╗“╩Ūųąķg▒ĒŻ¼öĄ(sh©┤)ō■(j©┤)Ą─═¼▓Į╩╣ė├ŽÓĻP(gu©Īn)Ą─╦óą┬▓▀┬į╠Ä└ĒŻ¼īóśI(y©©)äš(w©┤)ŽĄĮy(t©»ng)░┤įŁüĒĄ─ĘĮ╩Į▀BĮėöĄ(sh©┤)ō■(j©┤)Ę■äš(w©┤)Ų„Ż¼ī”ė┌╝»│╔Ą─öĄ(sh©┤)ō■(j©┤)ų▒Įėį┌öĄ(sh©┤)ō■(j©┤)ųąą─ųą½@╚ĪŻ¼Ė„ŽĄĮy(t©»ng)▓╗ų▒ĮėįLå¢▒╦┤╦öĄ(sh©┤)ō■(j©┤)ą┼ŽóŻ¼Č°╩ŪĮy(t©»ng)ę╗į┌öĄ(sh©┤)ō■(j©┤)ųąą─ĪŻ×ķ┴╦▒ŻūCśI(y©©)äš(w©┤)öĄ(sh©┤)ō■(j©┤)╝░Ģr£╩(zh©│n)┤_Ė³ą┬ĄĮöĄ(sh©┤)ō■(j©┤)ųąą─Ż¼ī”ė┌▓╗Įø(j©®ng)│Ż╠Ä└ĒĄ─śI(y©©)äš(w©┤)öĄ(sh©┤)ō■(j©┤)╩╣ė├«É▓ĮĘĮ╩ĮĖ³ą┬öĄ(sh©┤)ō■(j©┤)Ż¼ī”ė┌╝┤ĢrĒææ¬(y©®ng)╠Ä└ĒĄ─śI(y©©)äš(w©┤)öĄ(sh©┤)ō■(j©┤)╩╣ė├═¼▓ĮĘĮ╩ĮĖ³ą┬öĄ(sh©┤)ō■(j©┤)ĪŻ
3.2 ▓Õå╬śI(y©©)äš(w©┤)Ą─┼┼«a(ch©Żn)╝╝ąg(sh©┤)蹊┐
čb┼õ▄ćķgį┌╔·«a(ch©Żn)ųąĮø(j©®ng)│Ż│÷¼F(xi©żn)▓Õå╬Ż¼Ż©▓Õå╬Č©┴x×ķŻ║├┐į┬ę╗éĆ╣╠Č©ĢrķgČ╬Ż¼ĘŪ┤╦ĢrķgČ╬Ž┬▀_(d©ó)Ą─ėŗäØ)Ż¼MESŽĄĮy(t©»ng)▓╔╚ĪęįŽ┬ĘĮ░ĖüĒīŹ¼F(xi©żn)▓Õå╬Ż¼╠ßĖ▀ėŗäØŠÄųŲĄ─║Ž└ĒąįĪŻ
Ż©1Ż®į┌čb┼õMESŽĄĮy(t©»ng)ųąŻ¼└¹ė├ā×(y©Łu)Ž╚╝ēüĒ┤_Č©ėŗäØĄ─Šo╝▒│╠Č╚Ż¼ā×(y©Łu)Ž╚╝ēįĮĖ▀▒Ē╩Š╚╬äš(w©┤)įĮŠo╝▒ĪŻ└²╚ńŻ║¼F(xi©żn)į┌ėąČÓŚl╔·«a(ch©Żn)ėŗäØöĄ(sh©┤)ō■(j©┤)Ż¼Ųõčb┼õėŗäØĄ─ā×(y©Łu)Ž╚╝ēŻ©ĀÄ╚ĪŻ®ūŅĖ▀Ż¼ŽĄĮy(t©»ng)╚ĪųĄ×ķ15ĪŻ┤╦ĢrŻ¼ĮėĄĮą┬Ą─Šo╝▒▓Õå╬order2ĪóįO(sh©©)Č©ā×(y©Łu)Ž╚╝ē×ķ95ĪŻ
Ż©2Ż®▓Õå╬║¾Ż¼▀xō±┼┼│╠Ż¼ŽĄĮy(t©»ng)īóĖ▀╦┘ūįäė╔·│╔š{(di©żo)š¹▀^Ą─▀M(j©¼n)š╣?f©żn)Ņøręį╝░ūĘ╝ė╝▒╝■Ą─ą┬ėŗäØĪŻŠo╝▒ėŗäØš╝ė├įO(sh©©)éõų«║¾Ż¼įŁėąĄ─╬┤═Ļ│╔Ą─╔·«a(ch©Żn)╚╬äš(w©┤)Ģ■ūįäė═∙║¾═ŲčėŻ©µiČ©┘Yį┤│²═ŌŻ®Ż¼Ą½╩ŪęčĮø(j©®ng)═Ļ│╔╗“ķ_╩╝Ą─╚╬äš(w©┤)▓╗Ģ■╩▄ĄĮė░ĒæĪŻ
Ż©3Ż®┼┼│╠Ą─ĮY(ji©”)╣¹ųą╬┤═Ļ│╔Ą─╔·«a(ch©Żn)╚╬äš(w©┤)▒╗═ŲĄĮėŗäØķ_╩╝ĢrķgĄ─ėęé╚(c©©)--ĒśčėŻ¼ęčĮø(j©®ng)═Ļ│╔╗“ķ_╩╝Ą─╚╬äš(w©┤)▓╗╩▄ė░ĒæŻ¼į┌ėŗäØķ_╩╝ĢrķgĄ─ū¾é╚(c©©)Ż¼ą┬ūĘ╝ėĄ─╝▒╝■ōīŖZ┴╦┘Yį┤ĪŻ
Ż©4Ż®į┌Šo╝▒▓Õå╬╠Ä└ĒĢrŻ¼ŽĄĮy(t©»ng)ę▓ų¦│ųŽ╚╩ų╣żµiČ©─│éĆėŗäØ╗“─│ą®╣żą“Ż¼╚╗║¾į┘▀M(j©¼n)ąąųžą┬┼┼«a(ch©Żn)Ż¼▀@śėŠo╝▒▓Õå╬ųžą┬┼┼«a(ch©Żn)Ģr▓╗ė░ĒæęčµiČ©Ą─ėŗäØ╗“╣żą“Ą─░▓┼┼ŪķørŻ¼ęį▒ŻūC▓Õå╬┼┼«a(ch©Żn)Ė³╝ėā×(y©Łu)╗»ĪŻ
Ż©5Ż®╚ń╣¹ę“×ķŠo╝▒▓Õå╬Ą─┼┼«a(ch©Żn)Ż¼ī¦(d©Żo)ų┬│÷¼F(xi©żn)┴╦ą┬Ą─│¼Ų┌╣żū„Ż¼ėŗäØ╚╦åTī”ėŗäØ┼┼«a(ch©Żn)Ą─ĮY(ji©”)╣¹▓╗ØMęŌŻ¼┐╔ęį═©▀^ėŗäØųžÅ═(f©┤)ą▐Ė─Īó▒Ż┤µĪ󎓼F(xi©żn)ł÷šł╩ŠĄ╚ę╗ŽĄ┴ąĄ─▓┘ū„üĒĮŌøQĪŻ╚ńŻ║═©▀^║Ž└ĒįO(sh©©)ų├ā×(y©Łu)Ž╚╝ēĪóėŗäØĄ─║Ž▓óĪó╣żą“║Ž▓óĪó╝ė░ÓĪó╔§ų┴į÷╝ėįO(sh©©)éõĪó╚╦åTüĒĮŌøQŠo╝▒▓Õå╬ī”¼F(xi©żn)ėąėŗäØįņ│╔Ą─ė░ĒæĪŻ
ĮY(ji©”)╩°šZ
MES╩Ūčb┼õ▄ćķg╔·«a(ch©Żn)╣▄└Ēą┼Žó╗»Ą─ųžę¬╝╝ąg(sh©┤)╩ųČ╬Ż¼═©▀^MES┐╔ęįīŹ¼F(xi©żn)ī”▄ćķg╔·«a(ch©Żn)▀^│╠Ą─┐╔ęĢ╗»ĪóīŹĢr╗»┼cŠ½╝Ü(x©¼)╗»╣▄└ĒŻ¼Å─Č°’@ų°╠ßĖ▀▄ćķgĄ─ųŲįņą¦┬╩ĪóĖ─╔Ų«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪŻ MESū„×ķ«ö(d©Īng)Ū░ųŲįņśI(y©©)ą┼Žó╗»ŅI(l©½ng)ė“Ą─蹊┐┼cæ¬(y©®ng)ė├¤ß³cŻ¼ęčĮø(j©®ng)│╔×ķę╗éĆ▓╗ĀÄĄ─╩┬īŹĪŻßśī”╬ęć°║Į╠ņ«a(ch©Żn)ŲĘčb┼õĄ─╠ž³c║═▄ćķg╔·«a(ch©Żn)╣▄└Ē¼F(xi©żn)ĀŅŻ¼čąŠ┐║Į╠ņ«a(ch©Żn)ŲĘčb┼õĄ─ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż¼ī”┤┘▀M(j©¼n)╬ęć°čb┼õŲ¾śI(y©©)ųŲįņą┼Žó╗»║═ūįäė╗»Ą─Į©įO(sh©©)Š▀ėąųžę¬ęŌ┴xĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║├µŽ“║Į╠ņ«a(ch©Żn)ŲĘčb┼õĄ─MES/ERP ŽĄĮy(t©»ng)æ¬(y©®ng)ė├蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/consultation/10819917208.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















