



ÜgėŁģó╝ėĄ┌╩«╚²ī├«a(ch©Żn)ŲĘäō(chu©żng)ą┬öĄ(sh©┤)ūų╗»ć°(gu©«)ļHĘÕĢ■(hu©¼) 11į┬29-30╚š ╠ņĮ“
0 Ū░čį
Ų¹▄ć║¾ęĢńR╩ŪŲ¹▄ć═Ō’Ś╝■Ą─ųžę¬ĮM│╔▓┐ĘųŻ¼╬╗ė┌Ų¹▄ćĄ─ā╔é╚(c©©)Ż¼╩ŪŲ¹▄ćūŅųžę¬Ą─═Ō’Ś╝■ų«ę╗ĪŻŲ¹▄ć║¾ęĢńR╩Ūė├üĒūī±{±é?c©©)╦åTį┌±{±é▀^│╠ųąė^£y(c©©)┬Ę├µĀŅørĄ─ę╗éĆ(g©©)čbų├Ż¼┐╔ęįšf╩Ū±{±éåTĄ─č█Š”ĪŻŲ¹▄ć║¾ęĢńRę╗░Ńė╔ńR╚”Ż¼╗∙ū∙Ż¼ńRÜżŻ¼ų¦╝▄Ż¼ą²▐D(zhu©Żn)▌SĄ╚┴Ń╝■ĮM│╔ĪŻ
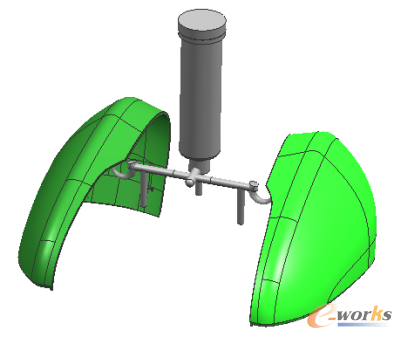
łD1 Ų¹▄ć║¾ęĢńRśŗ(g©░u)įņłD

łD2 Ų¹▄ć║¾ęĢńRńRÜż┴Ń╝■łD
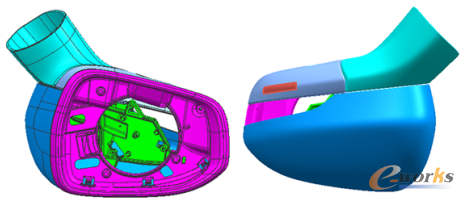
łD1╦∙╩Š┴Ń╝■×ķŲĘ┼ŲŲ¹▄ćĖŻ╠ž├╔ĄŽÜWĄ─║¾ęĢńRŻ¼▒Š╬─ęįŲ¹▄ć║¾ęĢńRńRÜż×ķ└²Ż¼Ęų╬÷ĮķĮBŲ¹▄ć║¾ęĢńR┴Ń╝■─ŻŠ▀Ą─įO(sh©©)ėŗ(j©¼)ę¬³c(di©Żn)┼cĮø(j©®ng)“×(y©żn)ĪŻŲ¹▄ć║¾ęĢńRńRÜż┴Ń╝■łD╚ńłD2╦∙╩ŠĪŻ
1 ╦▄╝■═Ōė^ę¬Ū¾┼cĮY(ji©”)śŗ(g©░u)Ęų╬÷
łD2╦∙╩Š×ķĖŻ╠ž├╔ĄŽÜWŲ¹▄ć║¾ęĢńRńRÜż┴Ń╝■łDŻ¼▓─┴Ž×ķABSŻ¼╩š┐s┬╩ę╗░Ń╚Ī1.005Ż¼╦▄╝■×ķū¾ėęńRŽ±╝■Ż¼─ŻŠ▀ą═Ū╗öĄ(sh©┤)×ķ1+1ĪŻ╦▄╝■×ķ═Ōė^╝■Ż¼╩ŪŲ¹▄ćūŅųžę¬Ą─═Ō’Ś╝■ų«ę╗ĪŻ╦▄╝■│▀┤ń×ķŻ║254.2*122.5*120.6mmĪŻ╦▄╝■╠ž³c(di©Żn)╚ńŽ┬Ż║Ż©1Ż®╦▄╝■═Ōė^├µ▓╗į╩įSėą░▀³c(di©Żn)Ż¼Ø▓┐┌║██EŻ¼Ė³▓╗į╩įSėą╩š┐s░╝Ž▌.╚█Įė║█.’w▀ģĄ╚╚▒Ž▌ĪŻŻ©2Ż®╦▄╝■×ķ═Ō’Ś╝■Ż¼╦▄╝■═Ōė^Ė▀┼õ×ķ╝Ü(x©¼)╝y╝■Ż¼Ą═┼õ×ķćŖŲß╝■Ż¼═Ōė^ę¬Ū¾śOĖ▀ĪŻŻ©3Ż®╦▄╝■═Ōą╬Å═(f©┤)ļsŻ¼═Ōė^ŖAŠĆę¬Ū¾śOĖ▀Ż¼╦▄╝■═Ōé╚(c©©)├µėą1éĆ(g©©)┤¾├µĘeĄ╣┐█Ż¼ā╚(n©©i)é╚(c©©)├µėą6éĆ(g©©)Ą╣┐█Ż¼Ą╣┐█ČÓŪę├µĘe┤¾Ż¼╩ŪŲ¹▄ć║¾ęĢńR─ŻŠ▀Ą─Ąõą═ĮY(ji©”)śŗ(g©░u)ĪŻ
2 ─ŻŠ▀ĮY(ji©”)śŗ(g©░u)Ęų╬÷
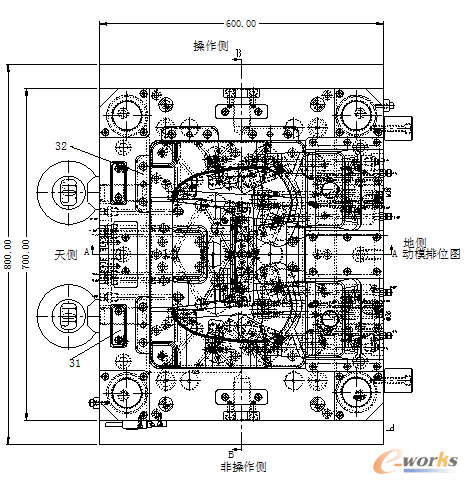
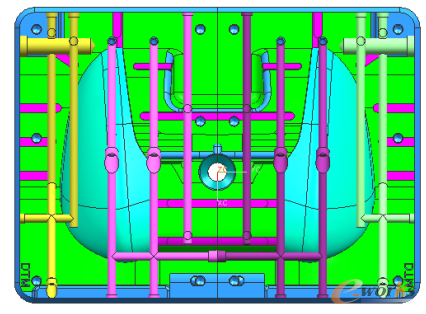
łD3 Ų¹▄ć║¾ęĢńRńRÜżūó╦▄─ŻŠ▀ĮY(ji©”)śŗ(g©░u)łD1
Ė∙ō■(j©┤)ńRÜż╦▄╝■Ą─ĮY(ji©”)śŗ(g©░u)╠ž³c(di©Żn)Ż¼─ŻŠ▀ā×(y©Łu)Ž╚▓╔ė├¤ß┴„Ą└ūó╦▄─ŻĮY(ji©”)śŗ(g©░u)Ż¼▓╔ė├1³c(di©Żn)ķ_Ę┼╩Į+└õ┴„Ą└+ŽŃĮČ╩ĮØ▓┐┌Ż©╦ūĘQ┼ŻĮŪŻ®ĪŻłD2╦∙╩Š╦▄╝■ā╚(n©©i)═Ōé╚(c©©)├µėą7éĆ(g©©)Ą╣┐█Ż¼▒Š─ŻŠ▀▓┐ĘųĄ╣┐█├µĘe┤¾ŪęĄ╣┐█ČÓĪŻ▒Š─ŻŠ▀ā╚(n©©i)é╚(c©©)├µ4éĆ(g©©)Ą╣┐█Š∙▓╔ė├ą▒═ŲēK│ķąŠĄ─ĮY(ji©”)śŗ(g©░u)Ż¼Ą╣┐█5Ż¼Ą╣┐█6ė╔ė┌Ą╣┐█├µĘe┤¾Ż¼╣╩▓╔ė├ą▒═ŲēK+ų▒═ŲēKĮM║ŽĄ─ĮY(ji©”)śŗ(g©░u)Ż¼ī”(du©¼)ė┌┤╦ŅÉńRÜż─ŻŠ▀Ż¼╦▄╝■Ēö│÷├ō─Ż║¾ų╗─▄▓╔ė├╩ų╣ż╚Ī╝■Ą─ĘĮ╩ĮŻ¼Ū░╠ß╩Ū╚Ī╝■Ģr(sh©¬)ę╗Č©ę¬ėą╩ų╣ż╚Ī╝■Ļ■Ą─┐šķgĪŻ╦▄╝■═Ōé╚(c©©)├µė╔ė┌│÷─ŻĘĮŽ“╩ŪāAą▒Ą─Ż¼╣╩Š∙▓╔ė├ą▒╗¼ēK│ķąŠĮY(ji©”)śŗ(g©░u)ĪŻ▒Š─ŻŠ▀═Ōą╬│▀┤ń×ķŻ║800*600*647Ż©mmŻ®,┐éųž┴┐╝s0.9揯¼ī┘ė┌ųąą═ūó╦▄─ŻŠ▀ĪŻįö╝Ü(x©¼)ĮY(ji©”)śŗ(g©░u)ęŖłD3-łD5ĪŻ
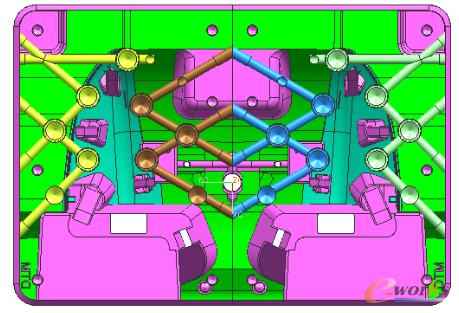
łD4 Ų¹▄ć║¾ęĢńRńRÜżūó╦▄─ŻŠ▀ĮY(ji©”)śŗ(g©░u)łD2
łD5 Ų¹▄ć║¾ęĢńRńRÜżūó╦▄─ŻŠ▀ĮY(ji©”)śŗ(g©░u)łD3
2.1 │╔ą═┴Ń╝■įO(sh©©)ėŗ(j©¼)
▒Š─ŻŠ▀Č©äė(d©░ng)─Ż▓╔ė├ĶéŲ┤╩ĮŻ¼│Żė├▓─┴Ž×ķŻ║2344ĪŻČ©äė(d©░ng)─Ż×ķ═¼ę╗ĘN▓─┴ŽŻ¼į┌▓─┴Žėå┘Å(g©░u)Ģr(sh©¬)Ż¼ę¬ūó├„äė(d©░ng)─Żė▓Č╚▒╚Č©─ŻąĪ2Č╚ū¾ėęŻ¼▒▄├Ōė▓Č╚ę╗śėŻ¼ę“?y©żn)ķČ©ä?d©░ng)─Żė▓Č╚ę╗ų┬Ģ■(hu©¼)╩╣─ŻŠ▀╚▌ęū─źōp┼c▓Õ¤²ĪŻ│╔ą═┴Ń╝■įO(sh©©)ėŗ(j©¼)Ą─įŁät╩Ūį┌▒ŻūC─ŻŠ▀ÅŖ(qi©óng)Č╚║═ē█├³Ą─Ū░╠ߎ┬│▀┤ńū÷ĄĮūŅąĪŻ¼ęįĮĄĄ═─ŻŠ▀Ą─ųŲįņ│╔▒Š║═╔·«a(ch©Żn)│╔▒ŠĪŻ▒Š▄ćą═║¾ęĢńR─ŻŠ▀╩╣ė├ē█├³×ķ30╚f(w©żn)┤╬Ż¼ę“Č°▓─┴Ž▓╔ė├2344ĪŻ
2.2 Ø▓ūóŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
▒Š─ŻŠ▀Ø▓ūóŽĄĮy(t©»ng)▓╔ė├¤ß┴„Ą└▀M(j©¼n)─zŻ¼▓╔ė├1³c(di©Żn)ķ_Ę┼╩Į¤ß┴„Ą└+└õ┴„Ą└+ŽŃĮČ╩ĮØ▓┐┌Ą─▀M(j©¼n)─zĘĮ╩ĮŻ¼╦▄╝■▓─┴Ž×ķABSĪŻ
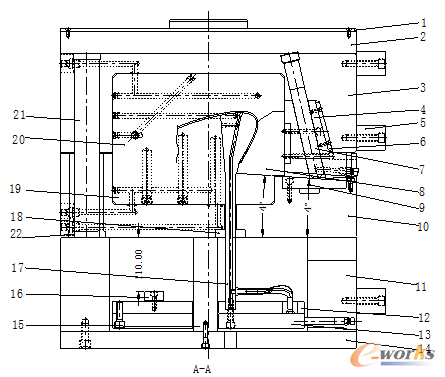
ė╔ė┌╦▄╝■×ķABS┴ŽŻ¼▓─┴Ž┴„äė(d©░ng)ąį▌^║├Ż¼į┌įO(sh©©)ėŗ(j©¼)┴„Ą└Ģr(sh©¬)┴„Ą└įO(sh©©)ėŗ(j©¼)ĘČć·ÅVą®Ż¼Ą½¤ßūņų┴╦▄╝■▀ģŠēĄ─┴„Ą└ķL(zh©Żng)Č╚▒M┴┐įO(sh©©)ėŗ(j©¼)į┌60mmęįā╚(n©©i)Ż¼╚ń╣¹īŹ(sh©¬)į┌▓╗ąąę▓▒M┴┐┐žųŲį┌100mmęįā╚(n©©i)Ż¼▒▄├Ō└õ┴„Ą└▀^ķL(zh©Żng)┼c▒▄├Ōē║┴”ōp╩¦┤¾ĪŻŲ¹▄ć║¾ęĢńRńRÜżūó╦▄─Ż¤ß┴„Ą└Ø▓┐┌╬╗ų├ęŖłD6╦∙╩Š ĪŻ
łD6 1³c(di©Żn)ķ_Ę┼╩Į¤ß┴„Ą└┐žųŲŽĄĮy(t©»ng)
2.3 é╚(c©©)Ž“│ķąŠÖC(j©®)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)
é╚(c©©)Ž“│ķąŠÖC(j©®)śŗ(g©░u)╩Ū▒Š─ŻŠ▀ūŅųžę¬Ą─ĮY(ji©”)śŗ(g©░u)ų«ę╗ĪŻßśī”(du©¼)╦▄╝■═Ōé╚(c©©)Ą─Ą╣┐█7Ż¼─ŻŠ▀▓╔ė├┴╦ą▒╗¼ēKĄ─│ķąŠÖC(j©®)śŗ(g©░u)Ż¼│ķąŠĘĮŽ“ęŖłD2.łD3ĪŻ▒Š─ŻŠ▀ā×(y©Łu)Ž╚īóą▒╗¼ēKįO(sh©©)ėŗ(j©¼)į┌Ąžé╚(c©©)Ż¼ą▒╗¼ēKė╔ė┌ūį╔ĒĄ─ųž┴┐Ż¼ą▒ī¦(d©Żo)ų∙│ķąŠĢr(sh©¬)╗¼ēKĢ■(hu©¼)═∙Ąžé╚(c©©)Ž┬Ą¶Ż¼ę“Č°▓╗ąĶę¬įO(sh©©)ėŗ(j©¼)ÅŚ╗╔ĪŻ╦▄╝■ā╚(n©©i)é╚(c©©)├µĄ╣┐█1-Ą╣┐█4Š∙▓╔ė├ą▒═ŲēK│ķąŠĄ─ĮY(ji©”)śŗ(g©░u)Ż¼Ą╣┐█5Ż¼Ą╣┐█6ė╔ė┌Ą╣┐█├µĘe┤¾Ż¼╣╩▓╔ė├ą▒═ŲēK+ų▒═ŲēKĮM║ŽĄ─ĮY(ji©”)śŗ(g©░u)Ż¼ī”(du©¼)ė┌┤╦ŅÉńRÜż─ŻŠ▀Ż¼╦▄╝■Ēö│÷├ō─Ż║¾ų╗─▄▓╔ė├╩ų╣ż╚Ī╝■Ą─ĘĮ╩ĮŻ¼Ū░╠ß╩Ū╚Ī╝■Ģr(sh©¬)ę╗Č©ę¬ėą╩ų╣ż╚Ī╝■Ļ■Ą─┐šķgĪŻ
2.4 £žČ╚┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
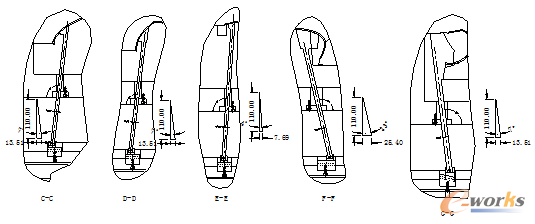
Ų¹▄ć║¾ęĢńRńRÜż×ķ═Ō’Ś╝■Ż¼═Ōė^ę¬Ū¾śOĖ▀Ż¼ę“┤╦£žČ╚┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)Ą─║├ē─ī”(du©¼)─ŻŠ▀Ą─│╔ą═ų▄Ų┌┼c╦▄╝■│╔ą═┘|(zh©¼)┴┐ė░Ēæ║▄┤¾ĪŻ└õģs╦«Ą└įO(sh©©)ėŗ(j©¼)įŁätų«ę╗╩ŪŠÓļxą═Ū╗├µę¬┤¾ų┬ŽÓĄ╚Ż¼ęį▀_(d©ó)ĄĮ─ŻŠ▀ą═Ū╗Ė„╠Ä£žČ╚┤¾ų┬Š∙║ŌĪŻ▒Š─ŻŠ▀Ą─£žČ╚┐žųŲŽĄĮy(t©»ng)▓╔ė├┴╦“ų▒═©╩Į╦«╣▄+āAą▒╩Į╦«┬Ę+╦«Š«”Ą─ĮM║Žą╬╩ĮŻ©ęŖłD7║═łD8Ż®ĪŻ▀@ĘNĮM║Žą╬╩Į╩Ūā×(y©Łu)Ž╚▓╔ė├ų▒═©╩Į╦«╣▄Ż¼Ųõ┤╬╩Ū▓╔ė├āAą▒╩Į╦«┬ĘŻ¼ūŅ║¾▓╔ė├╦«Š«ĪŻŲõā×(y©Łu)³c(di©Żn)╩Ū╦▄╝■└õģsŠ∙ä“Ż¼│╔ą═ų▄Ų┌Č╠Ż¼│╔ą═┘|(zh©¼)┴┐Ė▀Ż¼▀mė├ė┌Ė▀ę¬Ū¾┼c═Ōė^ąį─▄ę¬Ū¾Ė▀Ą──ŻŠ▀ĪŻ
łD7 Ż©aŻ®Č©─Ż└õģsŽĄĮy(t©»ng)
łD8 Ż©bŻ®äė(d©░ng)─Ż└õģsŽĄĮy(t©»ng)
Ų¹▄ć─ŻŠ▀└õģs╦«Ą└┼┼▓╝░┤ęįŽ┬ęÄ(gu©®)┬╔įO(sh©©)ėŗ(j©¼)Ż║1.└õģs╦«ĘĮŽ“ę¬┼c┴Ž┴„ĘĮŽ“ę╗ų┬ĪŻ2.Č©.äė(d©░ng)─Ż└õģs╦«Ą└ā×(y©Łu)Ž╚įO(sh©©)ėŗ(j©¼)│╔╩«ūųŠW(w©Żng)Ė±ą╬╩ĮŻ¼└õģs╗ž┬Ęą╬│╔╗źŽÓĮ╗▓µą╬│╔╦«┬ĘĮ╗┐ŚŠW(w©Żng)Ż¼Š∙ä“└õģs╦▄╝■ĪŻ3.į┌▓╗─▄įO(sh©©)ėŗ(j©¼)│╔╩«ūųĮ╗▓µ╩Į╦«┬ĘĢr(sh©¬)Ż¼Č©.äė(d©░ng)─Ż╦«┬Ęį┌╗źŽÓėą┐pŽČ╠ÄĮ╗╗ź▓╝ų├ĪŻ4.├┐ę╗ĮM└õģs╦«▒M┴┐ų╗įO(sh©©)ėŗ(j©¼)╦─Śl裣h(hu©ón)╦«┬ĘŻ¼▒▄├Ō╦«┬ĘŠÓļxķL(zh©Żng)ė░Ēæ╦▄╝■└õģsą¦╣¹ĪŻ5.└õģs╦«┬Ęę¬įO(sh©©)ėŗ(j©¼)│╔┐╔┼c┴Ēę╗ĮM╦«┬Ę▀M(j©¼n)ąą═Ō▓┐Įė╦«╣▄▀BĮėĄ─ĘĮ╩ĮŻ¼ĘĮ▒Ń║¾└m(x©┤)╦▄╝■ę“ūāą╬.╩š┐sĄ╚¼F(xi©żn)Ž¾Ą─š{(di©żo)š¹ĪŻ═©▀^╦«┬Ęš{(di©żo)š¹╦▄╝■╚▒Ž▌Ż¼į┌Ų¹▄ćā╚(n©©i)═Ō’Ś╦▄╝■─ŻŠ▀╔Žæ¬(y©®ng)ė├ÅVĘ║ĪŻ6.Ė„└õģs╦«Ą└ķgĖ¶ŠÓļx┐žųŲį┌╦«Ą└Ą─3.5-5▒Čų▒ÅĮŻ©ę╗░Ń50-60mmū¾ė꯮Ż¼╦▄╝■─z╬╗├µŠÓļx▀\(y©┤n)╦«Ą─ŠÓļxę╗░Ńį┌15-25mmų«ķgŻ¼Š▀¾wĖ∙ō■(j©┤)─ŻŠ▀┤¾ąĪøQČ©ĪŻ7.└õģs╦«Ą└┼c═ŲŚU.ą▒═ŲŚU.Ķé╝■ų«ķgĄ─ŠÓļxę¬▒ŻūCį┌8-10mmęį╔ŽŻ¼ę“?y©żn)ķ─ŻŠ▀┤¾Ūę╦«Ą└ķL(zh©Żng)Ż¼╚▌ęūŃ@Ų½ĪŻ8.į┌Ų¹▄ć─ŻŠ▀įO(sh©©)ėŗ(j©¼)ųąŻ¼¤ßūņ▒M┴┐ę¬å╬¬Ü(d©▓)įO(sh©©)ėŗ(j©¼)ę╗ĮM╦«┬ĘŻ¼▓╗─▄┼cŲõ╦³╦«┬Ę┤«┬ō(li©ón)Ż¼ęį└¹ė┌¤ßūņģ^(q©▒)ė“Ą─¤ß┴┐╔ó╩¦ĪŻ
▒Š─ŻŠ▀Č©äė(d©░ng)─Ż£žČ╚┐žųŲŽĄĮy(t©»ng)×ķŻ║Č©äė(d©░ng)─ŻČ╝įO(sh©©)ėŗ(j©¼)┴╦4ĮM╦«┬ĘŻ¼├┐éĆ(g©©)─ŻŪ╗Ė„įO(sh©©)ėŗ(j©¼)2ĮM╦«┬ĘŻ¼Č©äė(d©░ng)─ŻČ╝╩Ū4▀M(j©¼n)4│÷Ż¼─ŻŠ▀└õģs╦«┬ĘįO(sh©©)ėŗ(j©¼)ū÷ĄĮ┴╦┼c┴Ž┴„ĘĮŽ“ę╗ų┬Ż¼▓╔ė├Ż║“ų▒═©╩Į╦«╣▄+āAą▒╩Į╦«┬Ę+╦«Š«”Ą─įO(sh©©)ėŗ(j©¼)ą╬╩ĮŻ¼▀M(j©¼n)│÷╦«ŠÓļxū÷ĄĮ┴╦┤¾ų┬ŽÓĄ╚Ż¼ę“Č°╩╣╦▄╝■Ą├ĄĮ┴╦┴╝║├Ą─└õģsą¦╣¹┼c═Ōė^┘|(zh©¼)┴┐ĪŻ▒Š─ŻŠ▀ą▒╗¼ēKŻ¼ęį╝░Ą╣┐█5╠Äé╚(c©©)Ž“│ķąŠ═Čė░├µĘe┤¾Ż¼¤ß┴┐╝»ųąŻ¼ę“Č°ą▒╗¼ēK┼cų▒═ŲēK╔ŽįO(sh©©)ėŗ(j©¼)┴╦└õģs╦«Ż¼ī”(du©¼)ą▒╗¼ēKŻ¼ų▒═ŲēK╠Ä─z╬╗▀M(j©¼n)ąą┴╦ųž³c(di©Żn)└õģsĪŻ
2.5 ├ō─ŻŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
▒Š─ŻŠ▀×ķ“═ŲŚU+═ŲēK+ą▒═ŲēK”ĮY(ji©”)śŗ(g©░u)Ż¼─ŻŠ▀į┌Č©.äė(d©░ng)─Żķ_─Ż║¾Ż¼ę└┐┐═Ų╝■═Ų│÷╦▄╝■┼c┴„Ą└Ż¼═Ų╝■╣╠Č©░Õė╔ūó╦▄ÖC(j©®)═©▀^ė═Ėū═Ųäė(d©░ng)║═į┌4ų¦Å═(f©┤)╬╗ŚUĄ─ū„ė├Ž┬Å═(f©┤)╬╗ĪŻį┌įO(sh©©)ėŗ(j©¼)├ō─ŻŽĄĮy(t©»ng)Ģr(sh©¬)ę¬ūóęŌęįŽ┬Äū³c(di©Żn)Ż║1.┤¾ą═─ŻŠ▀Ż©ķL(zh©Żng)īÆĘĮŽ“│¼▀^1400mmX700mmŻ®ąĶįO(sh©©)ėŗ(j©¼)6ų¦Å═(f©┤)╬╗ŚU┼c6ų¦═ŲŚU░Õī¦(d©Żo)ų∙,╦∙ėąŲ¹▄ć─ŻŠ▀Å═(f©┤)╬╗ŚU╔Žę¬įO(sh©©)ėŗ(j©¼)ę╗▒╚Å═(f©┤)╬╗ŚU┤¾ę╗╝ē(j©¬)Ą─╗žÅ═(f©┤)ēKŻ¼╗žÅ═(f©┤)ēKę╗░Ń▀x45#Ż©S50CŻ®Ą¬╗»╠Ä└ĒĪŻ═ŲŚU░Õī¦(d©Żo)ų∙ę¬▓╝ų├į┌═Ų│÷┴”┤¾Ą─═Ų│÷į¬╝■ĖĮĮ³Ż©╚ńė═Ėū.Å═(f©┤)╬╗ŚUĄ╚Ż®ĪŻ2.╦∙ėąŲ¹▄ć─ŻŠ▀ąĶę¬įO(sh©©)ėŗ(j©¼)Ž▐╬╗ų∙Ż¼Ž▐╬╗ų∙ę¬ā×(y©Łu)Ž╚▓╝ų├į┌KO┐ū╔ŽĘĮ╗“ĖĮĮ³ĪŻ═ŲŚUę¬┼┼▓╝į┌┐┐Į³R╠ÄĄ─╩▄┴”╬╗ų├Ż¼▓╝ų├į┌░³Šo┴”┤¾Ą─╬╗ų├Ż¼═ŲŚUįO(sh©©)ėŗ(j©¼)ę¬┤¾Ż¼═ŲŚU▓╝ų├ę¬ČÓą®Ż¼įO(sh©©)ėŗ(j©¼)═ŲŚU▒M┴┐įO(sh©©)ėŗ(j©¼)│╔═¼ę╗ęÄ(gu©®)Ė±Ż¼▓╗ę¬įO(sh©©)ėŗ(j©¼)║▄ČÓĘNęÄ(gu©®)Ė±Ż¼▀@śė┐╔ęį▒▄├ŌŅlĘ▒Ė³ōQŃ@ūņŻ¼╣Ø(ji©”)╩Ī╝ė╣żĢr(sh©¬)ķg┼c╝ė╣ż│╔▒ŠĪŻ
3 ─ŻŠ▀╣żū„▀^│╠
╚█¾w═©▀^ūó╦▄ÖC(j©®)ćŖūņŻ¼Įø(j©®ng)¤ßūņ23▀M(j©¼n)╚ļ─ŻŠ▀ą═Ū╗Ż¼╚█¾w│õØMą═Ū╗║¾Ż¼Įø(j©®ng)▒Żē║Īó└õģs║═╣╠╗»Ż¼ų┴ūŃē“äéąį║¾Ż¼ūó╦▄ÖC(j©®)└Łäė(d©░ng)─ŻŠ▀Ą─äė(d©░ng)─Ż╣╠Č©░Õ14Ż¼─ŻŠ▀Å─Ęųą═├µPLó±╠Äķ_─ŻĪŻķ_─Ż300mm║¾Ż¼ūó╦▄ÖC(j©®)ė═Ėū═Ųäė(d©░ng)═Ų╝■╣╠Č©░Õ12Ż¼═Ų╝■╣╠Č©░Õ═Ųäė(d©░ng)═ŲŚU30Ż¼Įėų°ė═Ėū└^└m(x©┤)ū„ė├Ż¼└^└m(x©┤)═Ų│÷60mm,═Ųäė(d©░ng)╦∙ėą═Ų╝■īó│╔ą═╦▄╝■═Ųļxäė(d©░ng)─ŻĪŻ╦▄╝■╚Ī│÷║¾Ż¼ūó╦▄ÖC(j©®)ė═Ėū└Łäė(d©░ng)═Ų╝■╝░Ųõ╣╠Č©░ÕÅ═(f©┤)╬╗Ż¼Įėų°ūó╦▄ÖC(j©®)═Ųäė(d©░ng)äė(d©░ng)─Ż║Ž─ŻŻ¼─ŻŠ▀ķ_╩╝Ž┬ę╗┤╬ūó╔õ│╔ą═ĪŻ
4 ĮY(ji©”)╣¹┼cėæšō
▒Š─ŻŠ▀▓╔ė├═ŲŚU+═ŲēK+ą▒═ŲēK═Ų│÷Ą─├ō─ŻÖC(j©®)śŗ(g©░u)Ż¼▀@╩ŪŲ¹▄ć║¾ęĢńRńRÜż─ŻŠ▀Ą─Ąõą═ĮY(ji©”)śŗ(g©░u)Ż¼įO(sh©©)ėŗ(j©¼)▒ŠŅÉ─ŻŠ▀ę¬ūóęŌŻ¼▀@ĘNĮY(ji©”)śŗ(g©░u)▒žĒÜ╩Ū╩ų╣ż╚Ī╝■Ż¼╩ų╣ż╚Ī╝■ąĶę¬╚Ī╝■Ģr(sh©¬)╩ų╣żĻ■│÷╦▄╝■Ż¼ī”(du©¼)ė┌▀@ŅÉ╦▄╝■Ż¼╦▄╝■▒žĒÜę¬ėąö[äė(d©░ng)Ą─┐šķgĪŻ▀@ĘNę└┐┐╩ų╣żĻ■│÷Ą─╦▄╝■Ż¼į┌Ų¹▄ć─ŻŠ▀įO(sh©©)ėŗ(j©¼)ųąę▓▓╗╔┘Ż¼╚ńŲ¹▄ć▐D(zhu©Żn)Ž“ų∙Ż¼ė═ķT╔wĄ╚ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║Ų¹▄ć║¾ęĢńRńRÜżūó╦▄─ŻįO(sh©©)ėŗ(j©¼)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/support/11121521453.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















