



║■─Ž─Ž▄ćĢr┤·ļŖäėŲ¹▄ć╣╔Ę▌ėąŽ▐╣½╦ŠŻ©║åĘQ“─Ž▄ćĢr┤·ļŖäė”Ż®Ż¼ų„ę¬ĮøĀIļŖäėŲ¹▄ćš¹▄ćĪóļŖÜŌŽĄĮy╝░ĻPµI┴Ń▓┐╝■«aŲĘŻ¼╝»čą░lĪóųŲįņĪóõN╩█ė┌ę╗¾wĄ─ą┬─▄į┤ļŖäėŲ¹▄ćīŻśI╣½╦ŠŻ¼┐═▄ćš¹▄ćōĒėą┐═▄ćĄū▒PĪó║ĖčbĪó═┐čb╝░┐éčb╦─┤¾▄ćķgĪŻ×ķ▀Mę╗▓Į╠ßĖ▀╔·«aą¦┬╩Ż¼ĮĄĄ═╔·«a│╔▒ŠŻ¼╠ß╔²«aŲĘ┘|┴┐Ż¼╣½╦ŠÅ─æ┬į╔Ž┤_Č©ęį║╦ą─ą┼ŽóŽĄĮySAP ERP×ķ╗∙ĄAŻ¼│ų└mę²▀MMES ŽĄĮyŲĮ┼_Ż¼╚½├µų¦ō╬Š½ęµ╣żÅSĮ©įOĪŻ
ę╗Īó¼FĀŅĘų╬÷╝░ąĶŪ¾
╣½╦Šš¹▄ć¼FėąERP ŽĄĮyīŹ¼F┴╦ęį░ÓĮM×ķ╣żū„ųąą─Ą─┘Yį┤╣▄└Ē║═śIäšł╠ąą╣▄└ĒĪŻSAP ERP ŽĄĮyļm╚╗į┌š¹¾w╔Žī”╣½╦ŠĄ─ĮøĀI╣▄└Ē▀^│╠▀Mąą┴╦ėąą¦┐žųŲ║═Ęų╬÷Ż¼▓ó╠ß╣®ę╗éĆ╣▓ŽĒĄ─▓┘ū„ŲĮ┼_ĪŻĄ½▄ćķg¼Fł÷╣▄└Ē╔ŽŻ¼ąĶ▀Mę╗▓Įīó╔·«a▀^│╠Ą─äėæBöĄō■īŹĢrĘ┤ė│ĄĮĖ„éĆ╣▄└ĒīėŻ¼īó╔·«a▀^│╠Ą─«É│Ż═©▀^ą┼ŽóŽĄĮyĖ³┐ņĄžĘ┤üĮoŽÓĻPĮŌøQ▓┐ķTŻ¼čĖ╦┘ĮM┐Ś┘Yį┤ĮŌøQ«É│ŻĪŻ╦∙ęįÅ─╣▄└Ē╔Žėą┴╦ą┬Ą─ąĶŪ¾ĪŻ
Č■Īó┴„│╠╩ß└Ē║═ŽĄĮyīŹ¼F
1ĪóśIäšąĶŪ¾Ż║
╣½╦ŠĮM┐Ś┴╦Ė„śIäš▓┐ķTĄ─ā׹Ń┘Yį┤Ż¼ĮMĮ©│╔ĒŚ─┐īŹ╩®łFĻĀŻ¼ī”├┐ēKśIäš▀Mąą╔Ņ╚ļš{蹯¼ą╬│╔š{čą╬─ÖnĪŻė╔ŅÖå¢═©▀^śIäš─Żą═ī”▒╚Ż¼į\öÓ│÷ÄūĒŚ╣▄└Ē╔ŽąĶĖ─▀MĄ─ĄžĘĮŻ║
╣½╦Š╣▄└Ēą┼Žó┴„ąĶ▀Mę╗▓Į╔Ņ╗»║═╠ß╦┘Ż¼╠žäe╩Ū╔·«a▀^│╠╣▄└Ēą┼ŽóąĶ▀Mę╗▓Į═©═ĖŻ¼╔Ž═©Ž┬▀_ĪŻ╝ė╔Ž╣▄└Ēīė▀Ćø]ėąę╗éĆ║åå╬├„┴╦Ą─ŽĄĮyĮń├µüĒų▒Įė┴╦ĮŌ▄ćķg╔·«aĄ─äėæB▀^│╠Ż¼įņ│╔┴╦╣▄└Ēą┼ŽóĄ─▓╗ī”Ą╚║═▓╗═©═ĖĪŻ
ŽĄĮy╝»│╔╔ąąĶ╝ėÅŖŻ¼╣żū„ą¦┬╩ėą┤²▀Mę╗▓Į╠ßĖ▀Ż¼ąĶę²ė├Ž╚▀MĄ─öĄō■╩š╝»įOéõŻ¼ęį╝ė┐ņöĄō■▓╔╝»ą¦┬╩Ż¼£p╔┘ųąķgŁh╣ØŻ¼ČÓéĆŽĄĮy¤o┐p╝»│╔ĪŻ
▄ćķgßśī”SAP ŽĄĮyŠÄųŲĄ─╔·«aėŗäØł╠ąą┤µį┌Ų½▓ŅŻ¼▄ćķgčb┼õ║═ė├┴ŽļSęŌąį▌^┤¾Ż¼ąĶ▀Mę╗▓Įī”▄ćķg╔·«a▀^│╠▀Mąąėąą¦▒O┐žĪŻ
2Īó╬’┬ōŠW╝▄įOļrą╬Ż║
MES ŽĄĮyĄ─Į©įOīóų„ę¬╔µ╝░╬ÕéĆ▓┐ĘųŻ║╣żą“ūįäė┼┼«aŽĄĮyĪó╗∙ĄAą┼ŽóŽĄĮyĪó▄ćķgĮKČ╦ŽĄĮyĪóSAP ERP Įė┐┌╣▄└ĒŽĄĮyĪó┐┤░Õš╣╩ŠŽĄĮyŻ║
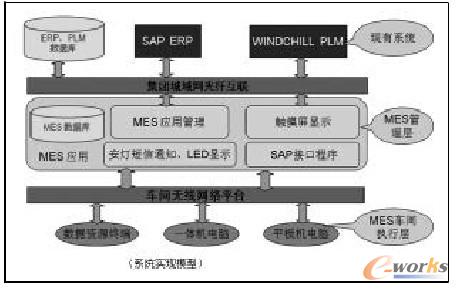
łD1 ŽĄĮyīŹ¼F─Żą═
į┌ė▓╝■║═ŠWĮjĘĮ├µįOėŗ╔ŽŻ¼▓╔ė├┴╦▓╗ęū▒╗╬█╚Š║═─źōpŻ¼Ūę¤oąĶų▒ĮėĮėė|Ą─RFIDŻ©╔õŅlūRäe╝╝ągŻ®Ż¼═©▀^ļŖūėś╦║×┐©║═ūx┐©Ų„ĮM║ŽĘĮ╩ĮŻ¼īŹ¼FöĄō■╩š╝»▓┘ū„Ż¼öĄō■╔Žé„Ž┬▌dät═©▀^▄ćķg¤oŠĆŠWĮjīŹ¼FĪŻ┐é¾wīŹ╩®ĘĮ░ĖęŖŽ┬łDŻ║
Ż©1Ż®╬’┴„╣▄└Ē─ŻēKŻ║

łD2 ╬’┬ōŠW─Żą═łD
ī”ė┌┼õ╦═┴ŽĄ─░l┴ŽŻ¼Ė∙ō■╔·«aėŗäØåT╔·«aėåå╬Ž┬▀_ŪķørŻ¼MES ŽĄĮy═©▀^Įė┐┌│╠ą“ūįäė½@╚Īėåå╬╦∙ąĶ┼õ╦═╬’┴ŽŪÕå╬Ż¼╔·│╔╔·«aŅI┴Žå╬ĪŻé}╣▄åTĖ∙ō■╔·«aŅI┴Žå╬Ż¼░┤╔·«a╣Ø┼─║═╬’┴ŽöĄ┴┐Ż¼Æ■┼õ╬’┴ŽŻ¼▓óĮēČ©╬’┴Ž┐©ĪŻ┼õ╦═åTīó╬’┴Ž▄ć┼õ╦═ĄĮŽÓæ¬╣żą“ÄņŻ¼╣żą“Äņž¤╚╬╚╦Īó╩┬äšåTĪóš{Č╚åTĪó▓┘ū„╣żĄ╚Öz▓ķ╬’┴Ž┼c┼õ╦═åT╦ó┐©Į╗ĮėŻ¼Į╗Įė═Ļ║¾MES═©▀^Įė┐┌═Ļ│╔SAP ūįäė▀^┘~╔·│╔SAP │÷Äņå╬Ż¼┼õ╦═åT╗ž╩š╬’┴Ž┐©║═╬’┴Ž▄ćĪŻ
ī”ė┌į┌«aŲĘĄ─Ė·█ÖŻ¼├┐┼_▄ćĮēČ©ę╗Åł┐©Ż¼ėøõø╔·«a▀^│╠ųą╦∙ėąė├┴ŽŪķørĪó╣żą“┴„▐DĪó┘|┴┐╚▒Ž▌Īó╣żĢrĮyėŗĪó═Ļ╣żŽ┬ŠĆĪó«É│Ż╠Ä└ĒĄ╚ą┼ŽóĪŻį┌┐éčbŽ┬ŠĆĢrŻ¼═©▀^▀hŠÓļxūx┐©Ų„Ż¼ūįäė╦ó┐©╩š╝»ĄĮMES ŽĄĮyŻ¼╚╗║¾═©▀^ė|├■’@╩ŠŲ┴š╣¼F│÷üĒĪŻ
š¹éĆMES ╬’┴„¾wŽĄŻ¼╚ĪŽ¹╝ł┘|üĒ┴Žł¾ÖzĪó╚ļÄņå╬Īó╔·«aŅI┴Žå╬Īóš{ō▄å╬Ż¼╚½▓┐īŹ¼FļŖūė╗»▒Ēå╬┴„▐DŻ╗║å╗»╚╦╣żł¾ÖzĪó┤“å╬Łh╣ØŻ¼īŹ¼F¼Fł÷▓┘ū„╦ó┐©╝┤Ģr▀^┘~ĪŻ┤╦ĘĮ░Ėā×╗»┴╦╚╦┴”┘Yį┤Ż¼╝ėÅŖ┴╦╣½╦Š╬’┴Ž┼õ╦═Ą─Š½£╩Č╚Ż¼╝ė┐ņ┴╦╬’┴Ž┴„▐D╦┘Č╚Ż¼×ķ╠ßĖ▀╣½╦ŠÄņ┤µų▄▐D┬╩╠ß╣®┴╦ėą┴”Ą─ų¦ō╬ĪŻ
Ż©2Ż®╣ż╦ć┴„│╠─ŻēKŻ║
×ķ▀Mę╗▓Į╝Ü╗»▄ćķg╣▄└ĒŻ¼ĮY║ŽERP ŽĄĮy╣”─▄Ż¼į┌╣ż╦ć┬ĘŠĆĄ─ųŲČ©╔ŽŻ¼ī”ą┬▄ćą═Ą─╣ż╦ć┬ĘŠĆ▀Mąą┴╦╝Ü╗»ĪŻīó╣ż╦ć▓┘ū„šf├„ā╚╚▌ŠSūoĄĮERPŽĄĮyųąĄ─ķL╬─▒ŠūųČ╬ųąŻ¼ßśī”įŁ╣ż╦ć┬ĘŠĆųą┤µį┌ĘųčbŪķørĄ─╣żą“┼õų├┴╦▓óąą╣żą“Ż¼īŹ¼F═¼ę╗ėåå╬Ż¼ĮMčb║═Ęųčb═¼▓Į▀MąąĄ─╔·«a─Ż╩ĮĪŻMES ŽĄĮy═©▀^Įė┐┌│╠ą“Ż¼½@╚ĪķL╬─▒Šā╚╚▌ųĖī¦▄ćķg▓┘ū„Ż¼▓┘ū„╣żį┌MESĮKČ╦░┤╣żą“ł¾╣żĪŻ═¼Ģr╝µŅÖERP ŽĄĮyĄ─š¹¾wąį║═ĘĆČ©ąįŻ¼į┌ERP ŽĄĮyųą▒Ż│ųįŁüĒĄ─╣żū„ųąą─Ż¼į÷╝ė┼RĢr╣żå╬║═ąĪ╝■ūįųŲėåå╬ė├Ą─ąĪ╝■ūįųŲ╣żū„ųąą─ĪŻ
į┌MESŽĄĮyķ_░lłD╝ł▓ķ┐┤µ£Įė╣”─▄Ż¼īŹ¼F▓┘ū„╣żų▒Įėį┌¼Fł÷┐╔ęį▓ķ┐┤ļŖūėłD╝łĪŻ╚ĪŽ¹╝ł┘|łD╝ł┤“ėĪ║═Ž┬░lĄ─┴„│╠ĪŻ
Ż©3Ż®╔·«aėŗäØ─ŻēKŻ║
MES ŽĄĮyųąĘųäeŠÄųŲį┬Č╚ėŗäØĪóų▄ėŗäØĪó╚šėŗäØŻ¼į┬Č╚ėŗäØų„ę¬Å─ERPŽĄĮy½@╚ĪŻ¼ė╔╔·«aėŗäØåT├┐ų▄į┌MESŽĄĮyųą▀Mąąų▄ėŗäØŠÄųŲ║═š{š¹Ż¼Ž┬▀_ĄĮ▄ćķgĪŻ▄ćķgš{Č╚▀Mąą├┐╚šėŗäØĄ─½@╚Ī║═Ž┬▀_ĪŻ╦∙ėąėåå╬░┤┼_▄ć▀Mąą╔·«a▀^│╠Ė·█ÖŻ¼į┌“▀MČ╚▓ķįā”ųą┐╔ęįų▒Įė▓ķ┐┤├┐éĆėåå╬Ą─“³cŠĆłD”║═“ų▒ĘĮłD”Ż¼ī”╔·«aėŗäØųŲČ©║═▓ķįāĘĮ▒Ńų▒ė^ĪŻ
Ż©4Ż®▄ćķg╣▄└Ē─ŻēKŻ║
╩▄▄ćķgŁhŠ│║═▓┘ū„╣ż╦ž┘|Ą─Ž▐ųŲŻ¼¼Fł÷Ą─ŽĄĮy▓┘ū„▒M┴┐║å╗»Ż¼╦∙ėą▓┘ū„ęį╦ó┐©ĘĮ╩ĮīŹ¼FĪŻ▓┘ū„╣ż▀Mąąę╗╠ņ╣żū„ĢrŻ¼Ž╚▀MąąįOéõ³cÖzŻ¼▓óį┌ŽĄĮyųą▀Mąą³cÖzĮY╣¹õø╚ļ▓┘ū„ĪŻ╚╗║¾Ė∙ō■╦∙┴„▐DĄĮ▒ŠĄ└╣żą“╔ŽĄ─▄ćĄ─«aŲĘ┼·┤╬┐©Ż¼į┌ŽĄĮyųą╦ó┐©╚ĪĄ─╣żū„╚╬䚯¼▀MąąĮMčb╣żū„ĪŻ┤²ĮMčb═Ļ│╔Ż¼ī”▒Š┼_▄ć▀Mąą╦ó┐©ł¾╣żŻ¼▐DĄĮŽ┬Ą└╣żą“Ż¼═¼Ģr½@╚ĪŽ┬ę╗┼_▄ćĄ─╣żū„╚╬äšĪŻŽ┬░ÓĢrŻ¼▀Mąą5S ╣żū„Ż¼▓óį┌MESŽĄĮyųą▀MąąėøõøĪŻ
Ż©5Ż®┘|┴┐╣▄└Ē─ŻēKŻ║
┘|┴┐╣▄└Ēų„ę¬░³└©╚²éĆīė├µŻ¼▓┘ū„╔Ž╔µ╝░╗źÖzĪóūįÖzĪóīŻÖzĪóč▓Öz║═ĮKÖzĪŻĄ┌ę╗éĆīė├µ╩Ū▓┘ū„╣żį┌╩šĄĮ╔ŽĄ└╣żą“┴„▐DŽ┬üĒĄ─▄ćĢrŻ¼Ž╚▀Mąą╗źÖzŻ¼╚¶░l¼F┘|┴┐å¢Ņ}┐╔«öł÷═╦╗žĮo╔ŽĄ└╣żą“ĘĄ╣żŻ¼ęį▒ŻūC▓╗╩š▓╗┴╝ŲĘĪŻĄ┌Č■éĆīė├µ╩ŪūįÖz║═č▓ÖzŻ¼╝┤ĮMčb▀^│╠ųą▀Mąą┘|┴┐Öz“ׯ¼░l¼Få¢Ņ}±R╔Žą▐š²Ż¼Å─Č°ū÷ĄĮ▓╗ū÷▓╗┴╝ŲĘĪŻĄ┌╚²éĆīė├µ╩ŪīŻÖzŻ¼į┌ĻPµI┐žųŲ³c╔ŽįOų├īŻÖzĒŚŻ¼▒žĒÜ═©▀^Öz“×▓ó║ŽĖ±Ż¼▓┼┐╔ęį▀Mąą▐Dą“Ż¼ęį▒ŻūC▓╗Į╗▓╗┴╝ŲĘĪŻČ°į┌▄ćūėŽ┬ŠĆ║¾Ż¼▒žĒÜ▀Mąąš¹┼_▄ć┘|┴┐å¢Ņ}╚½├µÖz“ׯ¼ĘĮ┐╔▀Mąą╚ļÄņ░l▄ćĪŻį┌├┐┼_▄ćŽ┬ŠĆĢrŻ¼┐╔ęįī”Ųõ▀MąąģR┐éĘų╬÷╔·«a▀^│╠ųąĄ─┘|┴┐å¢Ņ}ĪŻ
Ż©6Ż®«É│Żł¾šŽ─ŻēKŻ║
«É│Ż╩Ūė░Ēæ┐═▄ć╔·«aųŲįņę╗éĆūŅ×ķĻPµIĄ─ę“╦žŻ¼╦∙ęįŽĄĮyÅ─┴∙éĆĘĮ├µ▀Mąą┴╦ĘųŅÉŻ¼░³└©Ż║╬’┴ŽĪóįOéõĪó┘|┴┐Īó╣ż╦ćĪó╝╝ągĪóŲõ╦¹ĪŻ×ķ┴╦Ė„╝ē╚╦åT╝░ĢrĒæ欫É│Żå¢Ņ}Ż¼▓óĄĮ¼Fł÷ĮŌøQŻ¼ŽĄĮy▓╔ė├╦─╝ēĒææ¬ÖCųŲĪŻ¼Fł÷▓┘ū„╣ż╔Ļł¾╣╩šŽĢrŻ¼═©▀^╩ųÖCČ╠ą┼ŲĮ┼_╝┤Ģr░l│÷Č╠ą┼ĮoĄ┌ę╗╝ēĒæ欚▀Ż¼ę¬Ū¾Ųõį┌╩«╬ÕĘųńŖā╚ĄĮ¼Fł÷║ץĮŻ¼░┤ĢrķgķLČ╠▀Mąąųīė╔Žł¾ÖCųŲĪŻ╠Ä└Ē╚╦åT┌sĄĮ¼Fł÷į┌MES ŽĄĮyųą╦ó┐©║ץĮŻ¼åóäė╠Ä└Ē│╠ą“ĪŻ╠Ä└Ē═Ļ│╔║¾Ż¼╦ó┐©ĻPķ]å¢Ņ}ĪŻŽĄĮyėøõø├┐ę╗▓Į▓┘ū„Ą─čė└mĢrķLŻ¼┐╔░┤«É│Ż┤╬öĄ║═«É│Ż│ų└mĢrķg▀Mąą░ž└ŁłD’@╩ŠŻ¼├┐į┬Ęų╬÷«É│Ż╠Ä└Ēī”╔·«aįņ│╔Ą─ė░ĒæĪŻ
╦─ĪóīŹ╩®ą¦╣¹Ęų╬÷
1Īó┼cSAP ERP╗źčaŻ║ERP ų°č█ė┌Ų¾śIĮøĀIėŗäØ║═┘Yį┤š¹║ŽŻ¼Ė▓╔w┴╦╣½╦Š▀\ąąĄ─╦∙ėąśI䚯¼░³║¼õN╩█Ż¼╔·«aėŗäØŻ¼╬’┴Ž╣▄└ĒŻ¼žöäš│╔▒ŠĄ╚Ż¼ERP ╣▄└ĒŅw┴ŻČ╚ŽÓī”▌^┤ųĘ┼Ż╗MES Ą─╣”─▄ĘČć·ų„ę¬ć·└@╔·«aųŲįņł╠ąąŻ¼░³└©▄ćķg╣żå╬ĘųĮŌ║═┼┼«aŻ¼▄ćķg╬’┴Ž╣▄└Ē╔·«ał╠ąą║═▒O┐žĪó▀^│╠┘|┴┐╣▄└ĒĪóéõ╣▄└Ē║═▒O┐žĪó═Ļ╣żŽ┬ŠĆ╝░╝┤Ģr╚ļÄņĄ╚Ż¼MES ╩Ūī”ERP ╔·«aėŗäØĪó╬’┴Ž╣▄└ĒśI䚥─╔Ņ╗»ĪŻ
2Īó¼Fł÷▓┘ū„║åå╬▒ŃĮ▌Ż║Į©┴ó“ę╗┐©═©”Ą─╣▄└Ē─Ż╩ĮŻ║«aŲĘĖ·█Ö“ę╗┐©═©”Ż¼Å─═Č«aĄĮŽ┬ŠĆŻ¼ę╗┐©ĮēČ©Ż¼«aŲĘą┼Žó╦ó┐©╝┤Ą├Ż╗╬’┴Ž┼õ╦═“ę╗┐©═©”Ż¼╦ó┐©ęŲäėÆ■┼õŻ¼ę╗▄ćę╗┐©Ż¼╦ó┐©õøÖCŻ¼╦ó┐©║×╩šŻ╗▀^│╠Öz“דę╗┐©═©”Ż¼╔ŽŽ┬Ą└╣żą“▐Dą“╦ó┐©╗źÖzŻ¼═Ļ╣żĢr╦ó┐©ūįÖzŻ¼┘|ÖzåT╦ó┐©īŻÖzŻ╗¤oŠĆŠWĮjŻ¼ÆĻ├ōČ©³cČ©ĢrõøÖC╩°┐`Ż¼ļSĢrļS╝┤ĢrõøÖCŻ¼£p╔┘ęŲäė└╦┘MĪŻ
3Īó£╩┤_ĪóĖ▀ą¦Īóņ`╗ŅŻ║═Ļš¹┐╔┐┐Ż║┐©ĮēČ©ą┼ŽóŻ¼ėąą¦Ę└ų╣ęį═∙╩ų╣żõø╚ļĢrĄ─õøÕeĪóõø┬®¼FŽ¾░l╔·Ż╗MES ŽĄĮy╚½├µėøõø5SĪóTPM ĮY╣¹Ż¼░┤ĢrĮyėŗĘų╬÷Ż¼Æ▀│²├żģ^║═╦└ĮŪŻ╗╚½├µ┘|┴┐┐žųŲŻ¼š¹▄ćą┼Žó╚½├µėøõøĪŻ
╬ÕĪóĮYšō║═š╣═¹
═©▀^MES ŲĮ┼_Į©įOŻ¼äōą┬ąįĄžę²▀MRFID ╝╝ągŻ©╔õŅlūRäe╝╝ągŻ®ĄĮ┐═▄ćš¹▄ć╔·«aųŲįņ▀^│╠╣▄└ĒųąüĒŻ¼ėąą¦Ąž═Ų▀M┴╦╔·«a╣▄└ĒŠ½╝Ü╗»Īó╝┤Ģr╗»ĪóļŖūė╗»Īó┐╔ęĢ╗»ĪŻśŗĮ©“ę╗┐©═©”╩ĮĄ─▄ćķg╣▄└Ē─Ż╩Į║═é}ā”┼õ╦═─Ż╩ĮŻ¼ā×╗»┴╦╣Ø┼─╔·«aŻ¼╝ė┐ņ┴╦ą┼Žóé„▀f╦┘Č╚Ż¼╠ßĖ▀┴╦╬’┴Ž┼õ╦═ą¦┬╩Ż¼£p╔┘┴╦╚╦╣żĪółD╝ł║═å╬ō■┤“ėĪįOéõĪó╝łÅłĄ╚└╦┘MĪŻ×ķĖ„╝ē╣▄└Ēš▀║═┬Ü─▄▓┐ķT╝░ĢršŲ┐ž╔·«a▀MČ╚║═«É│ŻŪķørŻ¼į┌╣▄└Ēš▀║═╗∙īėų«ķg┤ŅĮ©Ųę╗ū∙ą┼Žó╗ź═©Ą─ś“┴║Ż¼╣½╦Š╣▄└Ēš▀┐╔ęįļSĢr┴╦ĮŌ▄ćķg╔·«aę╗ŠĆĄ─īŹĢräėæBĀŅørĪŻ═¼ĢrŻ¼ę▓×ķŠ½ęµ╣żÅSĮ©įO╠ß╣®┴╦ę╗éĆŽĄĮyĄ─╣╠╗»Ą─ą┼Žó╗»╣▄└ĒŲĮ┼_ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║─Ž▄ćĢr┤·ļŖäė╣½╦Š╗∙ė┌╬’┬ōŠW─Żą═Ą─MESŲĮ┼_Į©įOīŹ█`
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401939238.html






















