



1 Ų¾śI¼FĀŅ
Ę©╩┐╠ž╣½╦ŠĄ─ųž┐©Ų¹▄ćūā╦┘Ų„┐é│╔╩ął÷š╝ėą┬╩į┌70%ęį╔ŽŻ¼Ųõ╔Žė╬├µī”ų°ć°ā╚Äū║§╦∙ėąĄ─Ų¹▄ćš¹▄ćÅS╝ęŻ¼▓╗═¼Ą─š¹▄ćÅSī”ūį╝║Ą─┴Ń▓┐╝■Č╝ėąĖ„ūįĄ─╠ž╩Ōę¬Ū¾Ż¼ŽÓæ¬Ą─├┐ĘN╝╝ągę¬Ū¾Š═ę¬ī”æ¬ę╗ĘN╝╝ągģfūhŻ¼ę▓Š═╩Ūę╗éĆūā╦┘Ų„╔·«aą═╠¢Ż¼▀@Š═øQČ©┴╦Ę©╩┐╠žĄ─įOėŗ─Ż╩Į▒žĒÜ░┤ššėåå╬ģóöĄ▀MąąįOėŗĪŻ
ČÓ─ĻĄ─Ęe└█Ż¼Ę©╩┐╠žą╬│╔┴╦ūį╝║«aŲĘĄ─ūÕūVŻ¼─┐Ū░ūÕūVėą100ČÓŲĘĘNĪŻęįūÕūV×ķ╗∙ĄAŻ¼ĮY║Ž╔Žė╬ÅS╔╠╠ß│÷Ą─╝╝ągę¬Ū¾║×ėå╝╝ągģfūhŻ¼─┐Ū░ęč«a╔·ėąĮ³2╚fū¾ėęĄ─╝╝ągģfūhŻ¼ŽÓæ¬Ąžę▓č▄╔·┴╦ 2╚féĆū¾ėęįOėŗBOMĪŻ
«aŲĘĄ─╠ž³cī¦ų┬╣½╦ŠĄ─ūāą╬╝■įOėŗŅl┬╩║▄Ė▀Ż¼ßśī”▓╗═¼Ą─ėåå╬╝░įOėŗBOM,čb┼õ╣ż╦ćČ╝ąĶę¬įOėŗŽÓĻPĄ─čb┼õ╣ż╦ć╬─Ön╝░čb┼õBOMĪŻ
2 ┤µį┌Ą─å¢Ņ}
ó┘ ─┐Ū░Ż¼čb┼õ╣ż╦ć╚╦åT└¹ė├CAPPŠÄ▌ŗ╣żŠ▀┐╔ęį═Ļ│╔╣ż╦ć┐©Ų¼Ą─ŠÄ▌ŗ╣żū„ĪŻĄ½čb┼õ╣ż╦ć╬─Ön═Ļ│╔║¾╩Ūęį╬─╝■Ą─Ė±╩Į▒Ż┤µį┌plmŽĄĮy└’Ż¼▓╗═¼ŅÉą═Ą─čb┼õ╣ż╦ć╬─╝■ø]ėą▀Mąąėąą¦Ą─ĻP┬ōŻ¼ę╗Ą®╔µ╝░ĄĮūāĖ³ĢrŻ¼ūāĖ³Ą─ĘČć·¤oĘ©ėąą¦Ą─ĮyėŗŻ¼ļyęįū÷ĄĮūāĖ³Ą─ėąą¦┐žųŲĪŻ
ó┌ į┌ą┬«aŲĘčą░lĢrŻ¼čą░lĄ─Ė„éĆļAČ╬īó«a╔·▓╗═¼ļAČ╬Ż©śė╝■ĪóįćųŲĪó┼·┴┐╔·«aĄ╚XĄ─čb┼õ╣ż╦ćĪŻ─┐Ū░Ż¼Ų¾śIė÷ĄĮ▐DōQļAČ╬╣ż╦ć╬─ÖnŻ¼ė╔╣ż╦ć╚╦åT▀Mąą╩ų╣żą▐Ė─Ż¼╣żū„┴┐▒╚▌^┤¾Ż¼Č°Ūę║▄╚▌ęū│÷Õe╗“▀z┬®ĪŻ
ó█ įOėŗBOM┤µį┌┤¾┴┐Ą─ūāĖ³Ż¼ī¦ų┬čb┼õ╣ż╦ćĄ─ūāĖ³Ż¼│²įOėŗBOMūāĖ³ę²░lĄ─čb┼õ╣ż╦ćūāĖ³═ŌŻ¼▀Ć┤µį┌╣ż╦ćā╚▓┐ā×╗»ūāĖ³ęį╝░╔·«a¼Fł÷ę²░lĄ─╣ż╦ćūāĖ³Ą╚ŪķørŻ¼Č╝┤µį┌░µ▒ŠĄ─╣▄└ĒĪŻ
ó▄ į┌čb┼õ╣ż╦ć═Ļ│╔║¾Ż¼ąĶę¬īóčb┼õ╣ż╦ć┐©Ų¼ųąĄ─Ė„ŅÉöĄō■▀Mąąėąą¦Ą─ĘųŅÉģR┐éĮyėŗŻ¼╚ń╣żčbģR┐é▒ĒĄ╚Ż¼īó┤╦ŅÉł¾▒Ē╠ß╣®ĮoŽÓæ¬Ą─┬Ü─▄▓┐ķTū÷ŽÓæ¬Ą─╔·«a£╩éõĪŻ─┐Ū░Ż¼╣ż╦ć┐©Ų¼ęį╬─╝■Ą─ą╬╩Į▒Ż┤µį┌PLMŽĄĮyųąŻ¼ø]ėąū÷ŽÓĻPĄ─ĘųŅÉĮyėŗģR┐éŻ¼─┐Ū░ė╔čb┼õ╣ż╦ć╚╦åT═©▀^╩ų╣żĄ─ĘĮ╩Į▀MąąģR┐éĮyėŗŻ¼öĄō■┴┐┤¾Ż¼Č°Ūę╚▌ęū│÷ÕeĪŻ
ó▌ įOėŗBOM▐Dčb┼õBOM×ķ╩ų╣ż▀MąąĪŻ─┐Ū░įOėŗ═Ļ│╔║¾Ż¼čb┼õ╣ż╦ć╚╦åTĮė╩šĄĮįOėŗBOMŻ¼į┌¼FėąĄ─ŽĄĮy╗“╣żŠ▀ųą¤oĘ©═Ļ│╔įOėŗBOM▐Dčb┼õBOMĄ─╣żū„ĪŻąĶę¬čb┼õ╣ż╦ć╚╦åT═©▀^╩ų╣żĄ─ĘĮ╩Įį┘═Ļ│╔čb┼õBOMĄ─ŠÄųŲĪŻė╔ė┌įOėŗBOMūāĖ³▌^×ķŅlĘ▒Ż¼ī¦ų┬čb┼õ╣ż╦ć╚╦åTį┌ŠÄųŲčb┼õBOMĢr╣żū„┴┐ĘŪ│Ż┤¾Ż¼ę▓┤µį┌╩Ķ┬®ŪķørĪŻ
ŠC║Žęį╔Ž├Ķ╩÷Ż¼ąĶę¬ėąę╗éĆčb┼õ╣ż╦接ĮyüĒĮŌøQįOėŗBOM▐Dčb┼õBOMĄ─╣”─▄Ż¼│²┤╦ų«═ŌŻ¼▀ĆėąŽÓĻPĄ─╣żčb┘Yį┤ÄņĄ─╣▄└ĒĪó╣ż╦ć─Ż░ÕĄ─ā×╗»Īó┘|┴┐╬─╝■╬─Ön─Ż░ÕĄ─┤_Č©Īó╣ż╦ćą┼ŽóĄ─░l▓╝ęį╝░čb┼õ╣ż╦接Įy┼c¼FėąŽĄĮy╝░║¾└mMESŽĄĮy╝»│╔Ą╚ąĶŪ¾Ż¼Š∙ąĶę¬ę╗ŽĄ┴ąŽĄĮy╣▄└Ē▄ø╝■╝░æ¬ė├▄ø╝■Įyę╗ŲĮ┼_╝»│╔æ¬ė├ĪŻ
3 ĒŚ─┐čą░l─┐ś╦
ó┘ Į©┴óę╗éĆ═Ļš¹ĪóĮyę╗Ą─öĄūų╗»čb┼õ╣ż╦ćįOėŗŲĮ┼_ī”╣ż╦ćą┼Žó║═öĄō■▀MąąĮyę╗╣▄└ĒĪŻ
ó┌ ▀Mę╗▓ĮęÄĘČ╣ż╦ć┴„│╠Ż¼Į©┴ó▀m║ŽŲ¾śI╝╝ągśIäš┴„│╠ś╦£╩Ą─╣żū„┴„│╠Ż¼▒ŻūCįOėŗ┼cųŲįņĄ─┴╝║├£Ž═©Ż¼╠ßĖ▀╣ż╦ćįOėŗ┘|┴┐ĪŻ
ó█ īŹ¼F╣ż╦ćöĄō■Ą─ėąą¦╣▄└ĒŻ¼┤_┴óå╬ę╗öĄō■į┤Ż¼Į©┴ó╣ż╦ć╬─╝■ęÄ│╠ŠÄ▌ŗŲĮ┼_Ż¼ęÄĘČ╣ż╦ć╬─╝■Ė±╩Į║═öĄō■ĪŻ
ó▄ ═©▀^┼c╔Žė╬PDMŽĄĮyĪóŽ┬ė╬ERPĪóMESĪóWMSŽĄĮyĄ─╝»│╔Ż¼┤“═©įOėŗę╗╣ż╦ćę╗▄ćķgöĄō■┴„║═ą┼Žó┴„Ż¼░lō]╝»│╔ā×ä▌Ż¼īŹ¼Fī”╣ż╦ć╬─Ön╝░┼c┴Ń▓┐╝■Ą─╣▄└ĒĻP┬ōĻPŽĄ▀Mąą╣▄└ĒŻ¼▒Ńė┌▓ķįā║═╩╣ė├ĪŻ
ó▌ īŹ¼F▄ćķg┐╔ęĢ╗»čb┼õųĖī¦Ż¼ĮĄĄ═╣ż╚╦└ĒĮŌļyČ╚║═Ž¹│²│÷Õe┐╔─▄ąįĪŻ
ó▐Į©┴óŲ¾śI╣ż╦ćų¬ūRÄņŻ¼īŹ¼FŲ¾śI╣ż╦ćś╦£╩╗»║═ęÄĘČ╗»Ż¼ų¦│ų▀Mąą╣ż╦ćöĄō■Ą─┐ņ╦┘ĮyėŗģR┐éĪŻ
4 ĒŚ─┐īŹ╩®ĘĮ░Ė
×ķīŹ¼Fęį╔Ž─┐ś╦Ż¼ąĶę¬ū÷ĄĮęįŽ┬ÄūéĆ┤¾Ą──ŻēKĮ©įOŻ¼═Ļ╔ŲĖ─▀M¼FėąCAPP╣”─▄─ŻēKŻ¼╩╣ų«▀mæ¬╣ż╦ć╚╦åTŠÄųŲ╣ż╦ćū„śI╬─╝■ąĶ꬯¼ų▒Įėė╔ŽĄĮyī¦╚╦▓óį┌čb┼õŠĆĮKČ╦’@╩ŠŻ¼ęįųĖī¦▓┘ū„╣ż¼Fł÷čb┼õŻ¼īŹ¼Fčb┼õ╣ż╦ćöĄūų╗»ĪŻČ°ĮŌøQĘĮ░ĖĄ─║╦ą─╩ŪĮŌøQCAPPŽĄĮy┼cPLMŽĄĮyĄ─╝»│╔─Ż╩ĮŻ¼ų„ę¬ėąā╔ĘN▓╗═¼Ą─╝»│╔ĘĮ╩ĮŻ¼ęįŽ┬║åå╬Ęų╬÷▒╚▌^Ųõā╔ĘN▓╗═¼╝»│╔ĘĮ╩ĮĄ─└¹▒ūĪŻ
4.1 ▓╔ė├CAPP╣▄└ĒŽĄĮy┼cPLMŽĄĮy╝»│╔ĘĮ╩Į
4.1.1 śIäš┴„│╠
ó┘ PLMŽĄĮy═©▀^╝»│╔Įė┐┌Ž“CAPP╣▄└ĒŽĄĮyé„▀f«aŲĘBOMą┼ŽóŻ╗
ó┌ CAPP╣▄└ĒŽĄĮyĮė╩šĄĮPLMŽĄĮyé„▀fĄ─«aŲĘBOMą┼Žó║¾Ż¼═©▀^ęÄätį┌CAPP╣▄└ĒŽĄĮyųąäōĮ©BOMĮYśŗ╗“Ė³ą┬BOMĮYśŗŻ╗
ó█ BOMą┼Žóį┌CAPP╣▄└ĒŽĄĮyųąŠSūo═Ļ╔Ų║¾Ż¼į┌CAPP╣▄└ĒŽĄĮy▀Mąą╣ż╦ćŠÄųŲ╚╬䚥─Ęų┼╔Ż¼ŠÄųŲ║¾Ą─╣ż╦ć┐©Ų¼▒Ż┤µį┌CAPP╣▄└ĒŽĄĮyųąŻ¼═¼ĢrŻ¼į┌CAPP╣▄└ĒŽĄĮyųą▀Mąą╣ż╦ć║×īÅŻ╗
ó▄ CAPP╣▄└ĒŽĄĮy╠ß╣®ķ_░lČ©ųŲ╣”─▄Ż¼▌oų·╣ż╦ć╚╦åT┐ņ╦┘▀Mąąčb┼õBOMŠÄųŲ,ŠÄųŲ║¾Ą─ą┼Žó▒Ż┤µį┌CAPP╣▄└ĒŽĄĮyųąŻ╗
ó▌ CAPP╣▄└ĒŽĄĮyĖ∙ō■┼cPLMŽĄĮyĄ─Įė┐┌╝sČ©Ż¼īóŽÓĻPĄ─öĄō■é„▀fĄĮPLMŽĄĮyųą▀Mąą╠Ä└Ē╝░éõÖnĪŻ
╝»│╔ĘĮ░Ė╝░śIäšöĄō■Į╗╗ź┴„│╠łDŻ¼╚ńłD1╦∙╩ŠĪŻ
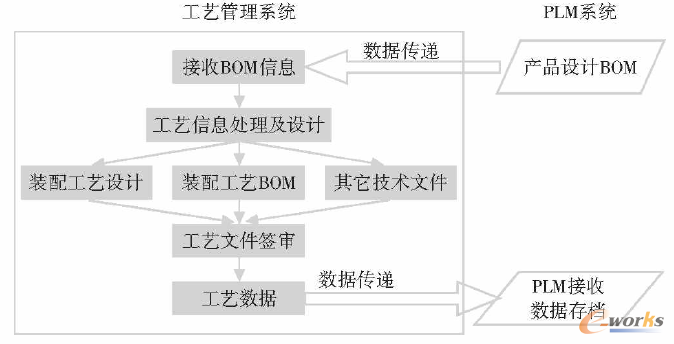
łD1 ╝»│╔ĘĮ░Ė╝░śIäšöĄō■Į╗╗ź┴„│╠łD
4.1.2 ā×ä▌
ó┘PLMŽĄĮyīŻūóė┌«aŲĘöĄō■Ą─ŠSūo║═╠Ä└ĒŻ¼CAPP╣▄└ĒŽĄĮyīŻūóė┌╣ż╦ćöĄō■Ą─╠Ä└ĒŻ¼└¹ė┌čb┼õ╣ż╦ć┐©Ų¼Īóčb┼õBOM╝░Ųõ╦³╣ż╦ć╝╝ąg╬─ÖnĄ─ŠÄųŲŻ╗
ó┌ ╗∙ė┌CAPP╣▄└ĒŲĮ┼_ķ_░lČ©ųŲ╗»─ŻēKŻ¼▌oų·ė├æ¶▀Mąąčb┼õBOMöĄō■Ą─┤ŅĮ©Īóą▐Ė─┼c╣▄└ĒŻ╗
ó█ ļpĘĮŽĄĮyöĄō■╠Ä└ĒŽÓī”¬Ü┴óŻ¼ā╔éĆ▄ø╝■ŽĄĮyķ_░lĄ─▀ģĮń▒╚▌^ŪÕ╬·Ż¼═¼ĢrŻ¼ę└ō■ęÄČ©Ą─Įė┐┌ęÄät╚▌ęū┼ąöÓöĄō■£╩┤_ąįęį╝░┤_Č©ž¤╚╬ĘĮŻ¼▒▄├Ōå¢Ņ}▓╗ŪÕī¦ų┬Ą─╗źŽÓ═ŲąČŻ╗
ó▄ čb┼õBOM╣”─▄┐╔öU│õąįÅŖŻ¼ė╔ė┌┤╦Č©ųŲ╣”─▄╗∙ė┌╣ż╦ć╣▄└ĒŲĮ┼_Ż¼ę“┤╦Ż¼▒Ńė┌║¾└m╣”─▄Ą─└^└mā×╗»║═öU│õŻ╗
ó▌ PLMŽĄĮyųą«aŲĘĮYśŗūāĖ³ĢrŻ¼ī”¼FėąĄ─čb┼õBOM╝░čb┼õ╣ż╦ćė░Ēæ▓╗┤¾Ż¼ų╗ę¬į┌įŁėą╗∙ĄA╔Ž▀MąąŽÓæ¬Ą─ūāäėŠ═┐╔ęį┴╦Ż¼Ė─äė┴┐ŽÓī”▌^ąĪĪŻ
4.1.3 ┴ėä▌
ó┘ öĄō■╠Ä└Ēį┌plm║═CAPP╣®æ¬╔╠╠ß╣®Ą─PDMā╔éĆŽĄĮy└’▀MąąŻ¼öĄō■ūx╚ĪĮ╗╗źĄ─ĘĆČ©ąįĪóĖ³Ė─Ą─╝░Ģrąį┤µį┌▌^┤¾’LļUŻ╗
ó┌ Å─ĒŚ─┐╣▄└ĒĮŪČ╚┐╝æ]Ż¼ĒŚ─┐ĻPŽĄĄĮā╔éĆ╣½╦ŠĄ─┼õ║ŽŻ¼ę╗Ą®│÷¼Få¢Ņ}Ż¼┤µį┌ž¤╚╬▓╗ŪÕĄ─’LļUĪŻ
4.2 ▓╔ė├CAPP+Č©ųŲ─ŻēK┼cPLMŽĄĮyĄ─╝»│╔ĘĮ╩Į
┤╦ĘĮ╩Į╩Ū▓╗╩╣ė├¼FėąCAPP╣▄└ĒŽĄĮyŲĮ┼_Ż¼ų╗╩╣ė├CAPPŠÄ▌ŗ╣żŠ▀Ż¼į┘į÷╝ėČ©ųŲ╗»Ą──ŻēK╣”─▄Ż¼╚╗║¾Ż¼į┘┼cPLMŽĄĮy╝»│╔ĪŻ
4.2.1 śIäš┴„│╠
ó┘ PLMŽĄĮy═Ļ│╔«aŲĘBOMą┼Žó║¾Ż¼░┤╝sČ©Ė±╩Įé„▀fĮoCAPPŽĄĮyŻ¼═¼Ģrš{ė├CAPPŽĄĮy│╠ą“(ūóęŌ┤╦Ģré„▀fĮoCAPPĄ─BOM╩Ū╝┤Ģré„▀fŻ¼▓╗į┌CAPPųą▀Mąą┤µā”Ż®Ż╗
ó┌ CAPPĮėĄĮPLMŽĄĮyé„▀f▀^üĒĄ─«aŲĘBOM║¾Ż¼š{ė├Č©ųŲ╗»Ą─╣”─▄─ŻēK▀Mąąčb┼õBOMŠÄųŲŻ╗
ó█ čb┼õBOMŠÄųŲ═Ļ│╔║¾Ż¼CAPPę└ō■Įė┐┌ęÄätīóŠÄųŲ║├Ą─öĄō■é„▀fĮoPLMŽĄĮyŻ╗
ó▄ PLMŽĄĮyĮė╩šöĄō■║¾Ż¼į┌PLMŽĄĮy▀MąąöĄō■Ą─║¾└m╠Ä└ĒĪŻ
śIäš▓┘ū„öĄō■Į╗╗ź┴„│╠łDŻ¼╚ńłD2╦∙╩ŠĪŻ
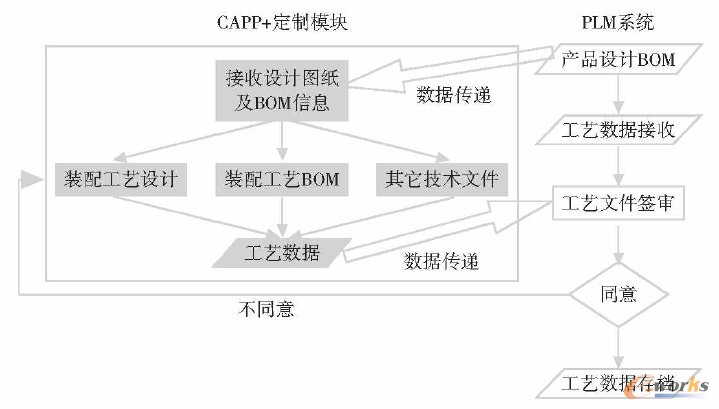
łD2 śIäš▓┘ū„öĄō■Į╗╗ź┴„│╠łD
4.2.2 ā×ä▌
ó┘ ė╔ė┌ø]ėąCAPP╣▄└ĒŽĄĮyŻ¼ę“┤╦Ż¼Įė╩šĄ─PLMŽĄĮy«aŲĘBOMöĄō■ą┼Žó╩Ū╝┤Ģrą┼ŽóŻ¼╝┤▓╗ąĶę¬▒Ż┤µŻ¼į┌PLMŽĄĮyųąąĶę¬▀Mąą╣ż╦ć╬─ÖnŠÄ▌ŗ╗“čb┼õBOMŠÄųŲĢrŠ═š{ė├CAPP╣żŠ▀+Č©ųŲ─ŻēKüĒ▀Mąą▓┘ū„Ż╗
ó┌ ═¼ę╗éĆŽĄĮyŲĮ┼_Š▀ėąöĄō■╠Ä└Ēā×ä▌Ż╗
ó█ Å─ĒŚ─┐╣▄└ĒĮŪČ╚┐╝æ]Ż¼ā╔éĆ▄ø╝■═¼ę╗éĆ╣½╦Šžōž¤Ż¼║¾Ų┌Ę■äšā×ä▌├„’@(▓╗┤µį┌│ČŲż¼FŽ¾Ż®ĪŻ
4.2.3 ┴ėä▌
ó┘ ė╔ė┌╩Ū╝┤Ģrą┼ŽóŻ¼ę“┤╦Ż¼į┌▀MąąŠÄųŲ╣ż╦ć╬─Ön╗“čb┼õBOMĢrŻ¼╚ń╣¹ąĶę¬▀Mąą▀mĢr▒Ż┤µŻ©Ę└ų╣ę“ęŌ═Ōī¦ų┬öĄō■üG╩¦Ż®Ż¼─Ū├┤Š═ę¬ŅlĘ▒Ą─▀MąąCAPP+Č©ųŲ─ŻēK┼cPLMŽĄĮyĄ─öĄō■Į╗╗źŻ¼ī”ŽĄĮyĄ─ĘĆČ©ąį╠ß│÷ę¬Ū¾Ż╗
ó┌ ╝»│╔ŽĄĮyų«ķgöĄō■Ą─Į╗╗ź┤╬öĄįĮČÓŻ¼ęŌ╬Čų°ŽĄĮy│÷¼FÕeš`Ą─ÖC┬╩ę▓Ģ■╠ß╔²Ż¼ę▓į÷╝ė┴╦╝»│╔╣”─▄Ą─ÅVČ╚║═ļyČ╚Ż¼Č°į┌─│ę╗ĘĮŽĄĮyĄ─╔²╝ēĪó╣”─▄öUš╣ĢrŻ¼Ģ■ī”┴Ēę╗ĘĮŽĄĮy«a╔·ė░ĒæĄ╚ĪŻ
5 ĮYšZ
ĮY║Žęį╔ŽĘĮ░ĖšōūCŻ¼ā╔ĘNĘĮ╩ĮŠ∙┤µį┌Ė„ūįĄ─ā×╚▒³cŻ¼ĘĮ░Ė2Š▀ėąöĄō■Į╗╗ź╝░ĢrŻ¼ą┼Žó£╩┤_Ą─ā×ä▌ĪŻÅ─ĒŚ─┐╣▄└ĒĮŪČ╚┐╝æ]Ż¼ĘĮ░Ė2ų╗╩╣ė├CAPPĄ─▄ø╝■╣żŠ▀╣”─▄Ż¼öĄō■Ą─╠Ä└ĒĪó╣ż╦ć╬─╝■╝░BOMĄ─║×īÅ┴„│╠Š∙į┌ę╗éĆŽĄĮy└’▀MąąŻ¼ŽĄĮyĄ─ĘĆČ©ąį▌^║├Ż¼Č°Ūę▄ø╝■╣®æ¬╔╠ž¤ÖÓ├„╬·Ż¼▒Ńė┌╩█║¾╠Ä└ĒŻ¼╦∙ęįŻ¼╬ęéā▀xė├ĘĮ░Ė2Ą──Ż╩ĮĪŻ
CAPPŽĄĮy┼cPLMŽĄĮyĄ─╝»│╔─Ż╩ĮĄ─ĘĮ░Ėę╗Ą®┤_Č©Ż¼ĒŚ─┐┴„│╠╩ß└ĒĄ─ĻPµIå¢Ņ}Ą├ęįĮŌøQĪŻį┘╝ė╔Ž═Ļ╔Ų«aŲĘķ_░lĪó╣ż╦ćķ_░l┴„│╠Ż¼Ė∙ō■«aŲĘįOėŗBOMŻ¼äōĮ©╣ż╦ćųŲįņBOMŻ¼═Ļ╔ŲCAPP╣”─▄─ŻēKŻ¼╝»│╔š¹║Ž╣½╦Š¼FėąPLMĪóERPĪóMESĪóWMSĄ╚ŽĄĮy▄ø╝■Ż¼ūŅĮKīŹ¼F┴╦Å─«aŲĘķ_░lĪó╣ż╦ćįOėŗĄĮ╔·«aųŲįņĄ╚š¹éĆ╣żÅS¾wŽĄĄ─čb┼õöĄūų╗»╣ż│╠ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║Ų¹▄ćūā╦┘Ų„┐é│╔čb┼õöĄūų╗»╣ż│╠
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320862.html





















