



ĪĪĪĪš¹éĆ(g©©)å╬Š¦ÖC(j©®)┤▓╣Ķ─ź├µ─ź┤▓Ą─ļŖÜŌįO(sh©©)ėŗ(j©¼)Ęų╚²éĆ(g©©)▓┐ĘųŻ║ė▓╝■ļŖ┬ĘĄ─įO(sh©©)ėŗ(j©¼)Ż╗▄ø╝■Ą─įO(sh©©)ėŗ(j©¼)Ż╗ÖC(j©®)┤▓Ą─ŽĄĮy(t©»ng)š{(di©żo)įć║═öĄ(sh©┤)ō■(j©┤)éõĘ▌ĪŻ
1 ļŖÜŌŽĄĮy(t©»ng)Ą─ė▓╝■ļŖ┬ĘįO(sh©©)ėŗ(j©¼)
ĪĪĪĪ▒ŠÖC(j©®)┤▓Į╗┴„ļŖÖC(j©®)╣▓6ų╗(┤ų─ź2ų╗Ż¼Š½─ź2ų╗Ż¼Æü╣Ō2ų╗)Š∙▓╔ė├Į╗┴„Įėė|Ų„ų▒Įėåóäė(d©░ng)Ż¼Ė∙ō■(j©┤)╣ż╦ćę¬Ū¾Ż¼Š½─źļŖÖC(j©®)║═Æü╣ŌļŖÖC(j©®)ꬊ▀éõš²Ę┤▐D(zhu©Żn)╣”─▄Ż¼ę“┤╦Ż¼ļŖ┬Ę┐žųŲąĶ╝ėā╔éĆ(g©©)Įėė|Ų„üĒ(l©ói)┐žųŲš²Ę┤▐D(zhu©Żn)ĪŻ┐žųŲļŖ┬ĘĄ─įO(sh©©)ėŗ(j©¼)Ż¼░³║¼Įėė|Ų„║═ÜŌķyĄ─┐žųŲĪŻ£y(c©©)┴┐ļŖ┬ĘĄ─įO(sh©©)ėŗ(j©¼)▓╔ė├╗∙Č„╩┐╬╗ęŲ╝ż╣Ōé„ĖąŲ„£y(c©©)┴┐┐žųŲŻ¼£y(c©©)┴┐öĄ(sh©┤)ō■(j©┤)═©▀^(gu©░)Č■▀M(j©¼n)ųŲĘĮ╩Įé„╦═ĄĮöĄ(sh©┤)┐žŽĄĮy(t©»ng)▀M(j©¼n)ąą╠Ä└ĒŻ¼Ųõ╦¹═Ō▓┐³c(di©Żn)ĄĮöĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─IŻ»Oå╬į¬▀M(j©¼n)ąą┐žųŲĪŻ
ĪĪĪĪ▒ŠÖC(j©®)┤▓┐žųŲŽĄĮy(t©»ng)▓╔ė├╚²┴ŌM70AöĄ(sh©┤)┐žčbų├Ż¼▀@╩Ūę╗ĘNīóöĄ(sh©┤)┐žŽĄĮy(t©»ng)(NCĪóPLCĪóHMI)┼c“ī(q©▒)äė(d©░ng)┐žųŲŽĄĮy(t©»ng)Ą─╦∙ėą▓┐╝■╝»│╔į┌ę╗ŲĄ─▓┘ū„┐žųŲŽĄĮy(t©»ng)ĪŻ╚½öĄ(sh©┤)┐žµI▒P(p©ón)┐╔ų▒Įė▀BĮėŻ¼ų„ę¬ė├ė┌▀xō±▓╦å╬ĪóŠÄ▌ŗ╝░ą▐Ė─│╠ą“ĪóįO(sh©©)Č©╗“ą▐Ė─ÖC(j©®)┤▓öĄ(sh©┤)ō■(j©┤)Ą╚Ż╗ÖC(j©®)┤▓┐žųŲ├µ░ÕMCP×ķÖC(j©®)┤▓╠ß╣®┴╦ę╗ĘN║å(ji©Żn)▒ŃĄ─ĮŌøQĘĮ░ĖŻ¼ų„ę¬ė├ė┌īŹ(sh©¬)¼F(xi©żn)ÖC(j©®)┤▓Ė„╣”─▄▓┐╝■Ą─äė(d©░ng)ū„ĪŻłD1×ķ▒ŠÖC(j©®)┤▓Ą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)ė▓╝■╗ź┬ō(li©ón)ĮY(ji©”)śŗ(g©░u)ĪŻ
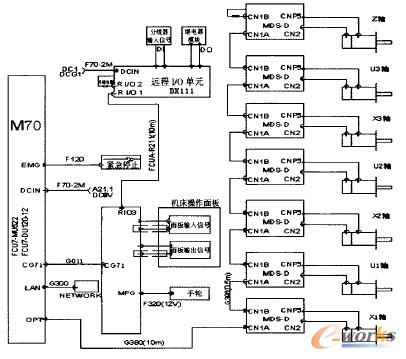
łD1 ÖC(j©®)┤▓öĄ(sh©┤)┐žŽĄĮy(t©»ng)ė▓╝■╗ź┬ō(li©ón)ĮY(ji©”)śŗ(g©░u)
2 ļŖÜŌŽĄĮy(t©»ng)Ą─▄ø╝■įO(sh©©)ėŗ(j©¼)
ĪĪĪĪå╬Š¦ÖC(j©®)┤▓╣Ķ─ź├µ─ź┤▓Ą─┐žųŲŽĄĮy(t©»ng)░³║¼PLC║═NC╝ė╣ż│╠ą“Ż¼į┌ŽĄĮy(t©»ng)ė▓╝■┼õų├║├║¾Ż¼æ¬(y©®ng)ī”(du©¼)ŽĄĮy(t©»ng)▀M(j©¼n)ąąė▓╝■ģóöĄ(sh©┤)Ą─┼õų├Ż¼▒ŻūCŽĄĮy(t©»ng)Ą─š²│Ż▀BĮėĪŻPLC│╠ą“ŠÄīæ(xi©¦)║═▒O(ji©Īn)┐ž═©▀^(gu©░)╚²┴ŌGX▄ø╝■üĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)Ż¼║å(ji©Żn)ęūĘĮ▒ŃĪŻ
ĪĪĪĪłD2×ķPLC│╠ą“ųą▓┐Ęų│╠ą“ĪŻ
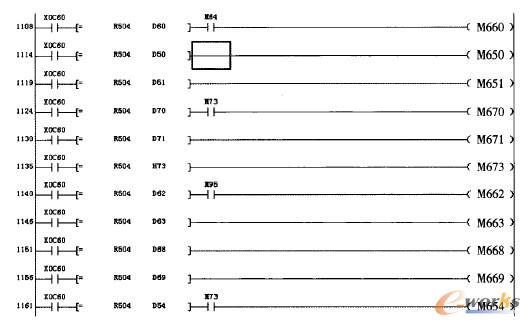
łD2 PLC│╠ą“ųą▓┐Ęų│╠ą“
ĪĪĪĪNC╝ė╣ż│╠ą“╩Ūš¹éĆ(g©©)ÖC(j©®)┤▓Ą─ų„│╠ą“Ż¼æ¬(y©®ng)įō═Ļ╚½░┤ššÖC(j©®)┤▓Ą─╝ė╣ż╣ż╦ćŠÄīæ(xi©¦)ĪŻÖC(j©®)┤▓ę└ššNCĄ─ł╠(zh©¬)ąą▓Į¾E裣h(hu©ón)▀\(y©┤n)ąąŻ¼│╠ą“Ą─ł╠(zh©¬)ąą┐╔į┌ŽĄĮy(t©»ng)«ŗ(hu©ż)├µų▒Įė’@╩ŠŻ¼Ūę┐╔ūįąąą▐Ė─Ż¼ĘĮ▒Ńų▒ė^ĪŻ╝ė╣ż│╠ą“ŠÄīæ(xi©¦)║├║¾Ż¼┐╔═©▀^(gu©░)╚²┴ŌöĄ(sh©┤)┐žcncnetwork╗“ParaGuider▄ø╝■▀M(j©¼n)ąąŽ┬▌dĪó╔Ž▌dŻ¼═©ėŹĘĮ╩Į×ķęį╠½ŠW(w©Żng)▀BĮėŻ¼é„▌ö┐╔┐┐Ūę╦┘Č╚┐ņĪŻš¹éĆ(g©©)ÖC(j©®)┤▓ų„ę¬×ķ╬ÕéĆ(g©©)╝ė╣żčŁŁh(hu©ón)Ż║Č╦├µčŁŁh(hu©ón)Īó£y(c©©)┴┐裣h(hu©ón)Īó┤ų─źčŁŁh(hu©ón)ĪóŠ½─źčŁŁh(hu©ón)ĪóÆü╣Ō裣h(hu©ón)ĪŻŽ┬╬─×ķų„裣h(hu©ón)Ą─▓┐Ęųł╠(zh©¬)ąą│╠ą“Ż║
ĪĪĪĪN70IF[#590EQ0]GOT0120 Ż¼Ż»Č╦├µčŁŁh(hu©ón)
ĪĪĪĪN80IF[#590EQ1]GOT0130Ż»Ż»£y(c©©)┴┐裣h(hu©ón)
ĪĪĪĪN90IF[#590EQ2]GOT0380 Ż»Ż»┤ų─źčŁŁh(hu©ón)
ĪĪĪĪN100IF[#590EQ3]GOT0415Ż»Ż»Š½─źčŁŁh(hu©ón)
ĪĪĪĪN110IF[#590EQ4]GOT0420Ż»Ż»Æü╣Ō裣h(hu©ón)£y(c©©)┴┐│╠ą“Ż║
ĪĪĪĪN010G90G01z#528F#502 Ż»Ż»£y(c©©)┴┐Ų³c(di©Żn)
ĪĪĪĪN082#562=#574Ż¼1000Ż»Ż»╣ĶēK─źŪ░ėęé╚(c©©)īÆČ╚
ĪĪĪĪN083#564=#570Ż»1000Ż»Ż»╣ĶēK─źŪ░ū¾é╚(c©©)£y(c©©)┴┐ųĄ
ĪĪĪĪN084#566=#573Ż»1000Ż»Ż»╣ĶēK─źŪ░ėęé╚(c©©)£y(c©©)┴┐ųĄ
ĪĪĪĪN085#568=#572Ż»1000Ż»Ż»╣ĶēK─źŪ░│▀┤ń
ĪĪĪĪN086#560=#571Ż»1000Ż»Ż»╣ĶēK─źŪ░ū¾é╚(c©©)īÆČ╚N090M99
ĪĪĪĪPLC│╠ą“╩Ū▌oų·NC╝ė╣ż│╠ą“üĒ(l©ói)═Ļ│╔š¹éĆ(g©©)Ą─╣żū„裣h(hu©ón)Ż¼╩Ū═Ō▓┐ą┼╠¢(h©żo)║═╝ė╣żčŁŁh(hu©ón)Ą─ųąķg╝~ĦĪŻł¾(b©żo)Š»ą┼Žó╩ŪÖC(j©®)┤▓ūįį\öÓĄ─ę╗éĆ(g©©)ųžę¬▓┐ĘųŻ¼┐╔ęįŪÕ╬·Ąž╠ß╩Š«ö(d©Īng)Ū░ÖC(j©®)┤▓Ą─╣żū„ĀŅæB(t©żi)╩Ūʱš²│ŻŻ¼Ž┬╬─╩Ū▓┐Ęųł¾(b©żo)Š»ą┼ŽóĄ─ŠÄīæ(xi©¦)Ż║
ĪĪĪĪ297Ż║AŻ¼21Ż¼21Ż¼(21)Š½─ź╔░▌å╣╩šŽ1
ĪĪĪĪ329Ż║AŻ¼23Ż¼23Ż¼(23)╣ż╝■ī”(du©¼)ųąÕe(cu©░)š`1
ĪĪĪĪ346Ż║AŻ¼24Ż¼24Ż¼(24)╣ż╝■ē║Šo╬╗ų├Õe(cu©░)š`1
ĪĪĪĪ363Ż║AŻ¼25Ż¼25Ż¼(25)šųÜżęŲķT(m©”n)╬╗ų├Õe(cu©░)š`1
3 ÖC(j©®)┤▓Ą─š{(di©żo)įć║═öĄ(sh©┤)ō■(j©┤)Ą─éõĘ▌
ĪĪĪĪĮė═©ļŖį┤Ż¼┤_šJ(r©©n)Ė„ļŖÜŌ▓┐Ęų(ļŖäė(d©░ng)ÖC(j©®)ĪóļŖ┤┼ķyĪó┴„┴┐ķ_(k©Īi)ĻP(gu©Īn)Ą╚)▀BŠĆ╩Ūʱš²┤_Ż¼╦∙ėą▓ÕŅ^╩Ūʱ▓Õ║├Ż¼öĄ(sh©┤)┐žŽĄĮy(t©»ng)═Ōė^╔Ž╩Ūʱī┘ė┌š²│ŻĀŅæB(t©żi)ĪŻ┤_šJ(r©©n)ę╗Ūąš²│Ż║¾Ż¼║Ž╔ŽļŖŽõųąĄ─╦∙ėą┐šÜŌķ_(k©Īi)ĻP(gu©Īn)Ż¼║Ž╔ŽļŖŽõ╔ŽĄ─┐éķ_(k©Īi)ĻP(gu©Īn)QF1Ż¼ÖC(j©®)┤▓═©ļŖĪŻ┤_šJ(r©©n)ļŖį┤Įė═©║¾öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─«ŗ(hu©ż)├µ╔Ž’@╩ŠĄ─ā╚(n©©i)╚▌ĪŻÖC(j©®)┤▓Ą─äė(d©░ng)ū„Ęų×ķ╩ųäė(d©░ng)║═ūįäė(d©░ng)ā╔ĘNĘĮ╩ĮŻ¼į┌╩ųäė(d©░ng)ĘĮ╩ĮŽ┬Ż¼ÖC(j©®)┤▓┐╔▀M(j©¼n)ąąĖ„éĆ(g©©)╦┼Ę■▌SĄ─▀\(y©┤n)äė(d©░ng)║═Ė„éĆ(g©©)ļŖÖC(j©®)Ą─Ų═ŻĪŻ─źŽ„ģóöĄ(sh©┤)ę¬Ė∙ō■(j©┤)╝ė╣ż╣ż╦ćĄ─ę¬Ū¾▀M(j©¼n)ąąįO(sh©©)ų├Ż╗ÖC(j©®)┤▓Ė„▓┐╝■š{(di©żo)š¹═Ļ«ģ║¾Ż¼░┤Ž┬“ūįäė(d©░ng)ĘĮ╩Į”µIŻ¼▀M(j©¼n)╚ļ“AUTOūįäė(d©░ng)”ĘĮ╩ĮĪŻ£╩(zh©│n)éõ║├ę¬─źŽ„Ą─├½┼„┴Ń╝■Ż¼ÖC(j©®)┤▓╠Äė┌┤²─źŽ„ĀŅæB(t©żi)Ż¼░┤Ž┬“裣h(hu©ón)åóäė(d©░ng)”░┤ŌoŻ¼ę└šš▓┘ū„š▀▀xō±Ą──źŽ„ĘĮ╩ĮŻ¼ÖC(j©®)┤▓īóīŹ(sh©¬)¼F(xi©żn)ŽÓæ¬(y©®ng)Ą──źŽ„裣h(hu©ón)ĪŻ╚¶ę¬═Żų╣ūįäė(d©░ng)裣h(hu©ón)┐╔░┤Ž┬“Å═(f©┤)╬╗”µIŻ¼ÖC(j©®)┤▓īóūįäė(d©░ng)ĘĄ╗ž─źŽ„│§╩╝ĀŅæB(t©żi)ĪŻ
ĪĪĪĪį┌ÖC(j©®)┤▓š{(di©żo)įć═Ļ│╔║¾Ż¼═©▀^(gu©░)CF┐©▀M(j©¼n)ąąöĄ(sh©┤)┐žŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)éõĘ▌Ż¼ė├ė┌įO(sh©©)éõ┼·┴┐╔·«a(ch©Żn)ĪŻ
4 ĮY(ji©”)╩°šZ(y©│)
ĪĪĪĪįō«a(ch©Żn)ŲĘš{(di©żo)įć═Ļ│╔║¾Ż¼─│╣½╦ŠęčĮø(j©®ng)▀M(j©¼n)ąą┼·┴┐╔·«a(ch©Żn)Ż¼ŽĄĮy(t©»ng)ĘĆ(w©¦n)Č©┐╔┐┐Ż¼▓┘ū„ĘĮ▒ŃŻ¼Ą├ĄĮ┴╦ė├æ¶Ą─Ė▀Č╚šJ(r©©n)┐╔Ż¼į┌╣ŌĘ³ąąśI(y©©)ųąĄ├ĄĮ═ŲÅV║═æ¬(y©®ng)ė├Ż¼▓ó×ķ╣½╦Šäō(chu©żng)įņ┴╦║▄║├Ą─Įø(j©®ng)Ø·(j©¼)ą¦ęµĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╚²┴ŌöĄ(sh©┤)┐žŽĄĮy(t©»ng)M70Aį┌å╬Š¦╣Ķ─ź├µ─ź┤▓Ą─æ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019310587.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")















