



╬┤üĒÄū─Ļųąć°Ė▀ĶFĮ©įO(sh©©)▀M╚ļ╚½├µ╩š½@Ų┌Ż¼ī├Ģr╬ęć°ĶF┬Ę▀\ĀI└’│╠▀_(d©ó)12╚f╣½└’ęį╔ŽĪŻļSų«Č°üĒĄ─╩Ūī”äė▄ćĮM┴ą▄ćĄ─ąĶŪ¾┴┐╝▒äĪį÷╝ėĪŻäė▄ćĮM┐═▄ć╔·«a(ch©Żn)ÅSĄ─╔·«a(ch©Żn)ą¦┬╩ęč│╔×ķ║Ō┴┐┐═▄ćÅS╔·«a(ch©Żn)─▄┴”Ą─ųžę¬ųĖś╦(bi©Īo)Ż¼äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£yŻ¼×ķ┐═▄ćÅS╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩Ż¼ā×(y©Łu)╗»čb┼õĒśą“Ż¼ųŲČ©╔·«a(ch©Żn)ėŗäØ╠ß╣®┴╦ųžę¬ę└ō■(j©┤)ĪŻ╦∙ęįī”äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆĄ─▒O(ji©Īn)£y’@Ą├Ų╚ŪąąĶę¬ĪŻ▒Š╬─ĮķĮBĄ─╗∙ė┌ZigBeeĄ─äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ¤oŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³c▓╝ų├ņ`╗ŅĪó│╔▒ŠĄ═ĪóĖ╔ö_ąĪĪóé„▌öĘĆ(w©¦n)Č©┐╔┐┐Īó░▓╚½ąįĖ▀Īó▓┘ū„║å▒ŃŻ¼Š▀ėąÅVĘ║Ą─æ¬(y©®ng)ė├Ū░Š░ĪŻ
ĪĪĪĪ
1Īó▒O(ji©Īn)£y╣Ø(ji©”)³cĄ─ė▓╝■įO(sh©©)ėŗ
ĪĪĪĪ
1.1Īó▒O(ji©Īn)£y╣Ø(ji©”)³cĄ─ė▓╝■š¹¾wįO(sh©©)ėŗ
ĪĪĪĪ
▒O(ji©Īn)£y╣Ø(ji©”)³c│²┴╦Š▀ėą▀h(yu©Żn)ŠÓļx¤oŠĆ╩š░l(f©Ī)╝░öĄ(sh©┤)ō■(j©┤)╠Ä└Ē╣”─▄═ŌŻ¼▀ĆąĶę¬▓╔╝»▓ó’@╩Š░▓čbį┌äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ╔ŽĄ─RFIDś╦(bi©Īo)║׹┼Žóęį╝░▒Ńė┌╣Ø(ji©”)³cĄ─Č■┤╬ķ_░l(f©Ī)║══©▀^PCÖC▀Mąą▒O(ji©Īn)£yĄ─╣”─▄Ż¼×ķ┤╦įO(sh©©)ėŗĄ─ė▓╝■ŽĄĮy(t©»ng)ų„ę¬░³└©Ż║CC2530╬ó┐žųŲŲ„─ŻēKĪóRFIDś╦(bi©Īo)║׹┼Žó▓╔╝»─ŻēKĪóCC2591╣”┬╩į÷ÅŖ─ŻēKĪóŠÄ│╠┼cš{(di©żo)įć─ŻēKĪóOLED’@╩Š─ŻēKĄ╚ĪŻė▓╝■įO(sh©©)ėŗ╗∙▒Š┐“łD╚ńłD1╦∙╩ŠĪŻ
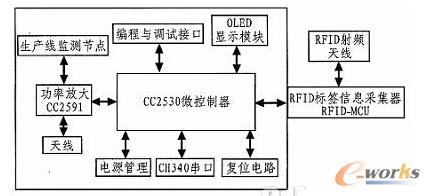
łD1 ė▓╝■įO(sh©©)ėŗ╗∙▒Š┐“łD
ĪĪĪĪ
1.2ĪóCC2530╬ó┐žųŲŲ„─ŻēKįO(sh©©)ėŗ
ĪĪĪĪ
╬ó┐žųŲŲ„─ŻēK╩Ūš¹éĆŽĄĮy(t©»ng)ą┼Žó▓╔╝»║═é„▀fĄ─║╦ą─▓┐ĘųŻ¼▒Š▒O(ji©Īn)£yŽĄĮy(t©»ng)ųą▀xė├Ą┬ų▌āxŲ„(TI)╣½╦Š╔·«a(ch©Żn)Ą─CC2530ū„×ķZigBeeĄ─ŠW(w©Żng)Įj(lu©░)Ą─╔õŅląŠŲ¼ĪŻįō╔õŅląŠŲ¼░³└©ę╗éĆĖ▀ąį─▄Ą─2.4GHzų▒Įėą“┴ąöUŅlĄ─╔õŅl╩š░l(f©Ī)Ų„║═ę╗éĆĖ▀ąį─▄ĪóĄ═╣”║─Ą─8051╬ó┐žųŲŲ„║╦Ż¼▓╗āHāH─▄ē“ØMūѤoŠĆé„ĖąŲ„ŠW(w©Żng)Įj(lu©░)ī”Ą═│╔▒ŠĪóĄ═╣”║─Ą─ę¬Ū¾Ż¼Č°Ūę─▄ē“?q©▒)Ź¼F(xi©żn)ī”öĄ(sh©┤)ō■(j©┤)Ą─Ė▀ą¦╠Ä└ĒĪŻ
ĪĪĪĪ
łD2╩ŪCC2530╬ó╠Ä└ĒŲ„─ŻēKĄ─ļŖ┬ĘłDŻ¼╩ūŽ╚═©▀^┤«┐┌ļŖ┬ĘĮė╩▄RFIDś╦(bi©Īo)║׹┼Žó▓╔╝»Ų„▓╔╝»Ą─öĄ(sh©┤)ō■(j©┤)ą┼ŽóŻ¼╚╗║¾īó▓╔╝»╔ŽüĒĄ─öĄ(sh©┤)ō■(j©┤)▀Mąą╠Ä└Ē▓ó═©▀^¤oŠĆ╔õŅl▓┐Ęų░l(f©Ī)╦═ĪŻ╬ó┐žųŲŲ„Ą─P0_0▀BĮėRFIDś╦(bi©Īo)║׹┼Žó▓╔╝»Ų„Ż¼Įė╩▄äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ╔ŽĻP(gu©Īn)µIčb┼õ▓┐╝■ś╦(bi©Īo)║׹┼ŽóŻ╗CC2530╬ó╠Ä└ĒŲ„─ŻēK═©▀^┐žųŲOLED’@╩Š─ŻēKŻ¼ęį’@╩Šś╦(bi©Īo)║׹┼ŽóöĄ(sh©┤)ō■(j©┤)Ż╗═©▀^═ŌĮė32MŠ¦š±Ż¼ęįØMūѤoŠĆ═©ą┼Ą─Ė▀╦┘┬╩ę¬Ū¾Ż╗×ķ┴╦į÷┤¾¤oŠĆ░l(f©Ī)╔õ╣”┬╩ęįØMūŃķLŠÓļx═©ą┼Ą─ę¬Ū¾Ż¼CC2530╬ó┐žųŲŲ„─ŻēK▀BĮė┴╦CC2591╣”┬╩Ę┼┤¾ļŖ┬ĘĪŻ
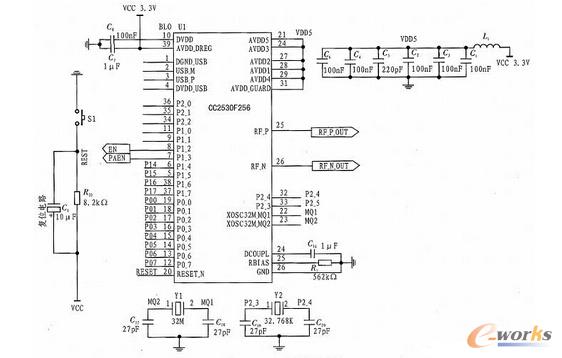
łD2 CC2530╬ó┐žųŲŲ„─ŻēK
ĪĪĪĪ
1.3Īó╣”┬╩į÷ÅŖ─ŻēKįO(sh©©)ėŗ
ĪĪĪĪ
CC2591ū„×ķ╔õŅlŪ░Č╦ąŠŲ¼Ż¼ų„꬞ō(f©┤)ž¤(z©”)¤oŠĆ═©ą┼ļŖ┬ĘųąÅ─╠ņŠĆĄĮCC2530RFČ╦┐┌Ą─µ£┬Ę╣”─▄Ż¼░³└©Įė╩š▓┐Ęųą┼╠¢╠Ä└Ē║═░l(f©Ī)╦═▓┐ĘųĄ─╣”┬╩Ę┼┤¾ĪŻū„×ķ░l(f©Ī)╔õČ╦ĢrŻ¼CC2591Š═Ž±CC2530ā╚(n©©i)¤oŠĆ╩š░l(f©Ī)Ų„Ą─░l(f©Ī)╔õµ£┬ĘĄ─═Ō▓┐╝ė┴╦ę╗╝ē╣”┬╩Ę┼┤¾Ų„Ż¼Ųõ░l(f©Ī)╔õ╣”┬╩┐╔ė╔CC2530ĮY(ji©”)║Ž▄ø╝■īŹ¼F(xi©żn)ė╔0dBmĄĮ22dBmš{(di©żo)╣Ø(ji©”)ĪŻū„×ķĮė╩šČ╦ĢrŻ¼CC2591ā╚(n©©i)▓┐Ą─LNA╩╣Ą├CC2530ā╚(n©©i)▓┐╩š░l(f©Ī)Ų„Ū░Č╦į÷╝ėę╗╝ēĄ═įļ┬ĢĘ┼┤¾Ų„Ż¼═©│ŻCC2591ā╚(n©©i)▓┐LNAČ╝╣żū„į┌įōį÷굯¼┐╔ėąą¦ęųųŲŽĄĮy(t©»ng)įļ┬ĢŽĄöĄ(sh©┤)NFŻ¼┤¾┤¾Ė─╔ŲŽĄĮy(t©»ng)Ą─Įė╩šņ`├¶Č╚ĪŻłD3×ķCC2591╣”┬╩į÷ÅŖ─ŻēKļŖ┬ĘłDĪŻ
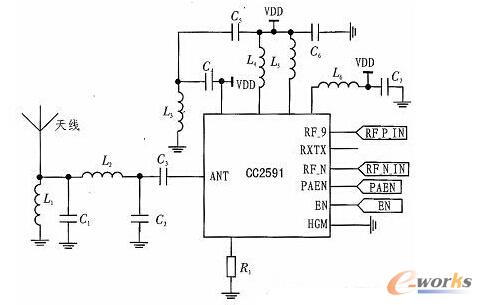
łD3 CC2591╣”┬╩į÷╝ė─ŻēKļŖ┬ĘłDĪĪĪĪ
2Īó▒O(ji©Īn)£y╣Ø(ji©”)³c▄ø╝■Ą─įO(sh©©)ėŗ
ĪĪĪĪ
2.1Īó╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cŠW(w©Żng)Įj(lu©░)│╠ą“įO(sh©©)ėŗ
ĪĪĪĪ
╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cŠW(w©Żng)Įj(lu©░)│╠ą“įO(sh©©)ėŗų„ę¬░³└©ģf(xi©”)š{(di©żo)Ų„Īó┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³cįO(sh©©)ėŗŻ¼ģf(xi©”)š{(di©żo)Ų„ū„×ķš¹éĆŠW(w©Żng)Įj(lu©░)Ą─║╦ą─ų„꬞ō(f©┤)ž¤(z©”)ZigBeeŠW(w©Żng)Įj(lu©░)ĮMĮ©ĪóŠSūo┐žųŲĮKČ╦╣Ø(ji©”)³cĄ─╝ė╚ļ║═öĄ(sh©┤)ō■(j©┤)Ą─╠Ä└ĒĄ╚ĪŻŲõ╣żū„▀^│╠╩ŪŻ║╔ŽļŖ┤²ė▓╝■▄ø╝■│§╩╝╗»║¾Ż¼MCU║═RF╩š░l(f©Ī)Ų„╩╣─▄Ż¼«ö(d©Īng)╩šĄĮ╣Ø(ji©”)³c╔Ļšł╝ė╚ļŠW(w©Żng)Įj(lu©░)ą┼Žó║¾Ż¼ģf(xi©”)š{(di©żo)Ų„▒ŃĢ■Ęų┼õę╗éĆŠW(w©Żng)Įj(lu©░)ĄžųĘĮoįō╣Ø(ji©”)³cŻ¼śŗ(g©░u)│╔ą┬Ą─ŠW(w©Żng)Įj(lu©░)ģf(xi©”)š{(di©żo)Ų„Ą─│╠ą“┴„│╠╚ńłD4ĪŻ

łD4 ģf(xi©”)š{(di©żo)Ų„┴„│╠łD
ĪĪĪĪ
į┌ZigBeeŠW(w©Żng)Įj(lu©░)ųąŻ¼┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³cČ╝ū„×ķģf(xi©”)š{(di©żo)Ų„Ą─ūė╣Ø(ji©”)³cŻ¼┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³c╔ŽļŖ░┤ššģf(xi©”)š{(di©żo)Ų„Ą─│§╩╝╗»▀^│╠║¾Ż¼ūė╣Ø(ji©”)³c░l(f©Ī)╦═╚ļŠW(w©Żng)╔ĻšłŻ¼┬Ęė╔Ų„Ą─╚ļŠW(w©Żng)▀^│╠║═ĮKČ╦╣Ø(ji©”)³cĄ─ŽÓ═¼ĪŻ┬Ęė╔Ų„╚ļŠW(w©Żng)│╔╣”║¾Ż¼ę╗ų▒Ą╚┤²ĮKČ╦╣Ø(ji©”)³cé„▌ööĄ(sh©┤)ō■(j©┤)ą┼ŽóŻ¼Įė╩šĄĮöĄ(sh©┤)ō■(j©┤)ą┼Žó║¾Ż¼┬Ęė╔Ų„ätīóäė▄ćĮMčb┼õ╔·«a(ch©Żn)╔ŽĄ─įO(sh©©)éõś╦(bi©Īo)║׹┼Žó¤oŠĆé„▌öĮoģf(xi©”)š{(di©żo)Ų„ĪŻĮKČ╦╣Ø(ji©”)³c╚ļŠW(w©Żng)│╔╣”║¾Ż¼╚¶ėąś╦(bi©Īo)║×▀M╚ļRFIDś╦(bi©Īo)║׹┼Žó▓╔╝»─ŻēK╠ņŠĆ▓╔╝»ĘČć·ā╚(n©©i)Ż¼ätĮKČ╦╣Ø(ji©”)³c▀MąąöĄ(sh©┤)ō■(j©┤)▓╔╝»Īó╠Ä└Ē║═░l(f©Ī)╦═Ż¼öĄ(sh©┤)ō■(j©┤)░l(f©Ī)╦══Ļ│╔║¾Ż¼▀M╚ļą▌├▀─Ż╩ĮĪŻ┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³cĄ─│╠ą“┴„│╠╚ńłD5ĪŻ

łD5 ┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³c┴„│╠łD
ĪĪĪĪ
2.2Īó▒O(ji©Īn)£y╣Ø(ji©”)³cé„▌ööĄ(sh©┤)ō■(j©┤)ļĮY(ji©”)śŗ(g©░u)śŗ(g©░u)Į©
ĪĪĪĪ
×ķ┴╦į┌äė▄ćĮMčb┼õ╔·«a(ch©Żn)▒O(ji©Īn)£yŽĄĮy(t©»ng)ųąŻ¼ĮĄĄ═¤oŠĆé„▌öųąš`┤a┬╩Ż¼▒ŻūCZigBee═©ą┼ŠW(w©Żng)Įj(lu©░)Ą─ĘĆ(w©¦n)Č©ąįĪó┐╔┐┐ąį║═ėąą¦ąįĪŻ▒Š╬─į┌įO(sh©©)ėŗļĮY(ji©”)śŗ(g©░u)ĢrŻ¼īó▒O(ji©Īn)£y╣Ø(ji©”)³cĄ─├³┴Ņą┼Žó║═öĄ(sh©┤)ō■(j©┤)ą┼Žó║Ž×ķę╗ļöĄ(sh©┤)ō■(j©┤)Ż¼▓╔ė├│Żė├Ą─16▀MųŲĪó8éĆūų╣Ø(ji©”)öĄ(sh©┤)ō■(j©┤)ķLČ╚Ą─ļĮY(ji©”)śŗ(g©░u)ĪŻŲõļĖ±╩Į╚ń▒Ē1╦∙╩ŠŻ║
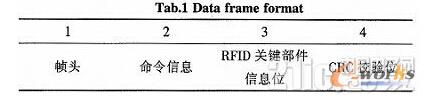
▒Ē1 öĄ(sh©┤)ō■(j©┤)ļĖ±╩Į
ĪĪĪĪ
1)ĪóļŅ^Ż║š╝ė├ā╔éĆūų╣Ø(ji©”)Ż¼Ęųäe×ķļŅ^Ė▀8╬╗║═Ą═8╬╗ĪŻĖ▀8╬╗×ķAAHŻ¼Ą═8╬╗×ķ55HĪŻ
ĪĪĪĪ
ļŅ^š╝ė├ā╔ūų╣Ø(ji©”)╩Ūė╔ė┌äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆš╝Ąž├µĘe▌^┤¾Ż¼öĄ(sh©┤)ō■(j©┤)ą┼Žóį┌¤oŠĆé„▌ö▀^│╠ųąęū░l(f©Ī)╔·š`┤aŻ¼▓╔ė├ā╔éĆūų╣Ø(ji©”)Ą─ļŅ^Ż¼┐╔ęį▒ŻūCį┌¤oŠĆ═©ą┼ųą├┐ę╗ļĄ─öĄ(sh©┤)ō■(j©┤)═¼▓ĮŻ¼╠ßĖ▀┴╦Įė╩š├┐ę╗ļöĄ(sh©┤)ō■(j©┤)Ą─┐╔┐┐ąįĪŻ
ĪĪĪĪ
2)Īó├³┴Ņą┼ŽóŻ║š╝ė├ę╗éĆūų╣Ø(ji©”)Ż¼ų„ę¬╩Ūī”Öz£y╣Ø(ji©”)³c╣”─▄▀Mąą┐žųŲŻ¼▒╚╚ńą┼Ą└Ą─▀xō±Ż¼öĄ(sh©┤)ō■(j©┤)Ą─’@╩ŠĄ╚Ą╚ĪŻ
ĪĪĪĪ
3)RFIDĻP(gu©Īn)µI▓┐╝■ą┼Žó╬╗Ż║š╝ė├ā╔éĆūų╣Ø(ji©”)Ż¼Ęųäe×ķĄžųĘĄ─Ė▀8╬╗║═Ą═8╬╗ĪŻĄžųĘĘČć·0000H—FFFFHĪŻ
ĪĪĪĪ
RFIDĻP(gu©Īn)µI▓┐╝■ą┼Žó╬╗š╝ā╔éĆūų╣Ø(ji©”)ĪŻ├┐éĆŠÄ╠¢┤·▒Ēäė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ╔ŽĄ─ĻP(gu©Īn)µI▓┐╝■Ż¼╚ńŻ║0001H▒Ē╩Ščb┼õ╔·«a(ch©Żn)ŠĆę╗╠¢ĻP(gu©Īn)µI▓┐╝■ŠÄ╠¢Ż¼0002H▒Ē╩Ščb┼õ╔·«a(ch©Żn)ŠĆČ■╠¢ĻP(gu©Īn)µI▓┐╝■ŠÄ╠¢Ż¼ęį┤╦ŅÉ═ŲĄ╚ĪŻ
ĪĪĪĪ
4)ĪóCRCąŻ“×╬╗Ż║š╝ė├ā╔éĆūų╣Ø(ji©”)Ż¼╠ßĖ▀┴╦ÖzÕe─▄┴”Ż¼▒ŻūCį┌äė▄ćĮM╔·«a(ch©Żn)ŠĆ╠ž╩ŌŁh(hu©ón)Š│Ž┬ĀŅæB(t©żi)ą┼ŽóöĄ(sh©┤)ō■(j©┤)ėąą¦ąį║═£╩(zh©│n)┤_ąįĪŻ
ĪĪĪĪ
3Īó═©ą┼£yįć╝░ĮY(ji©”)╣¹Ęų╬÷
ĪĪĪĪ
3.1Īó─ŻöMäė▄ćĮM╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y£yįć
ĪĪĪĪ
╩╣ė├ūįų„čąųŲĄ─3éĆ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cĘųäe×ķģf(xi©”)š{(di©żo)Ų„(ģRŠ█╣Ø(ji©”)³c)Ż¼┬Ęė╔Ų„║═ĮKČ╦╣Ø(ji©”)³cŻ¼─ŻöMäė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£yŽĄĮy(t©»ng)▀MąąīŹ“×╩ę£yįćŻ¼×ķ┴╦Ė³ų▒ė^┼ą▒O(ji©Īn)£y╣Ø(ji©”)³cĮMĮ©ŠW(w©Żng)Įj(lu©░)Ą─┐╔┐┐ąįŻ¼īóģf(xi©”)š{(di©żo)Ų„╣Ø(ji©”)³c▓╔ė├USB┤«┐┌┼c╔Ž╬╗ÖCPCŽÓ▀BŻ¼╩╣ė├┤«┐┌ų·╩ų▄ø╝■▓ČūĮģf(xi©”)š{(di©żo)Ų„▒O(ji©Īn)£y╣Ø(ji©”)³cĮė╩šĄĮĄ─öĄ(sh©┤)ō■(j©┤)ą┼ŽóĪŻŲõ┤«┐┌▓ČūĮĄĮĄ─öĄ(sh©┤)ō■(j©┤)╚ńłD6╦∙╩ŠĪŻ
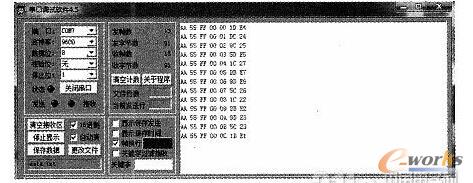
łD6 ┤«┐┌öĄ(sh©┤)ō■(j©┤)▓ČūĮłD
ĪĪĪĪ
į┌╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³c╔Ž▓╔╝»ĄĮĄ─ś╦(bi©Īo)║׹┼Žó┼cīŹļHś╦(bi©Īo)║׹┼ŽóŽÓ▒╚Äū║§▓╗┤µį┌▓╔╝»Õeš`Ż¼ŽĄĮy(t©»ng)▓╔╝»ś╦(bi©Īo)║׹┼Žó£╩(zh©│n)┤_┬╩Ė▀Ż¼ØMūŃ╩╣ė├ę¬Ū¾Ż¼ŪęŠW(w©Żng)Įj(lu©░)é„▌ö▀^│╠ųąÄū║§▓╗Ģ■ę²╚ļš`▓ŅĪŻ
ĪĪĪĪ
3.2Īó╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cé„▌öŠÓļx╝░┐╔┐┐ąį£yįć
ĪĪĪĪ
é„▌öŠÓļxĄ─£yįćĘĮĘ©╩Ū▓╔ė├ā╔éĆ▒O(ji©Īn)£y╣Ø(ji©”)³cĘųäeū„×ķ▒O(ji©Īn)£yĮKČ╦║═ģf(xi©”)š{(di©żo)Ų„▀Mąą£yįćŻ¼╚╗║¾£y┴┐Ą├│÷ūŅ▀h(yu©Żn)═©ą┼ŠÓļxĪŻģf(xi©”)š{(di©żo)Ų„▒O(ji©Īn)£y╣Ø(ji©”)³c╣╠Č©▓╗äėŻ¼▒O(ji©Īn)£yĮKČ╦╣Ø(ji©”)³cųØu▀h(yu©Żn)ļxŻ¼ų▒ĄĮģf(xi©”)š{(di©żo)Ų„▒O(ji©Īn)£y╣Ø(ji©”)³cĮė╩š▓╗ĄĮöĄ(sh©┤)ō■(j©┤)×ķų╣Ż¼į┌ø]ėą├„’@šŽĄK╬’š┌ō§Ą─ŪķørŽ┬Ż¼ā╔éĆ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cī”³cĄ─ūŅ┤¾┐╔ęĢŠÓļx┐╔▀_(d©ó)800mŻ¼Ę¹║Ž╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)┐žĄ─æ¬(y©®ng)ė├ę¬Ū¾ĪŻ
ĪĪĪĪ
┐╔┐┐ąįĄ─£yįćĘĮĘ©╩Ū▓╔ė├3éĆ▒O(ji©Īn)£y╣Ø(ji©”)³cĘųäeū„×ķ▒O(ji©Īn)£yĮKČ╦Īó┬Ęė╔Ų„║═ģf(xi©”)š{(di©żo)Ų„▀Mąąé„▌öŻ¼3éĆ╣Ø(ji©”)³cĘ┼ų├Ą─ŠÓļx╝s×ķ300mŻ¼100éĆĦėą▓╗═¼ą┼ŽóĄ─RFIDś╦(bi©Īo)║×├┐Ė¶2sĮø(j©®ng)▀^ĮKČ╦▒O(ji©Īn)£y╣Ø(ji©”)³cŻ¼═©▀^▓ņ┐┤ģf(xi©”)š{(di©żo)Ų„╣Ø(ji©”)³cĮė╩šöĄ(sh©┤)ō■(j©┤)░³Ą─öĄ(sh©┤)┴┐┼cRFIDś╦(bi©Īo)║×éĆöĄ(sh©┤)┼ąöÓ╩Ūʱ░l(f©Ī)╦═üG░³¼F(xi©żn)Ž¾ĪŻ£yįćĮY(ji©”)╣¹╚ńłD7╦∙╩ŠĪŻ
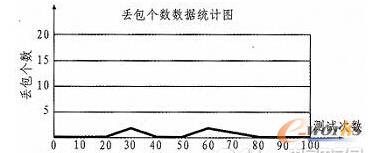
łD7 £yįćĮY(ji©”)╣¹Ęų╬÷łD
ĪĪĪĪ
4ĪóĮY(ji©”)╩°šZ
ĪĪĪĪ
▒Š╬─├Ķ╩÷┴╦╗∙ė┌ZigBee╝╝ąg(sh©┤)Ą─äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cĄ─įO(sh©©)ėŗ┼cŠ▀¾wīŹ¼F(xi©żn)ĘĮ╩ĮĪŻ£yįćĮY(ji©”)╣¹’@╩ŠŻ¼▒Š╬─įO(sh©©)ėŗĄ─▒O(ji©Īn)£y╣Ø(ji©”)³cĮY(ji©”)śŗ(g©░u)║åå╬Īó▒Ńė┌▓┘ū„Ż╗įO(sh©©)ėŗĄ─CC2591╣”┬╩į÷ÅŖļŖ┬Ę┤¾┤¾╠ßĖ▀┴╦ZigBeeŠW(w©Żng)Įj(lu©░)Ą─Ė▓╔wĘČć·Ż¼į÷ÅŖ┴╦┐╣ļŖ┤┼Ė╔ö_─▄┴”Ż¼£p╔┘┴╦öĄ(sh©┤)ō■(j©┤)é„╦═ųąĄ─üG░³┬╩Ż╗“×ūC┴╦▒Š╬─╦∙╠ß│÷Ą─öĄ(sh©┤)ō■(j©┤)é„▌öģf(xi©”)ūh┐╔┐┐ąįĖ▀Ż¼öĄ(sh©┤)ō■(j©┤)ą┼Žóé„▌ö▀^│╠ųąĄ─š`┤a┬╩Ą═ĪŻ
ĪĪĪĪ
═©▀^▒O(ji©Īn)£yäė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ▓╗Ą½×ķäė▄ćĮM┐═▄ćÅS╠ß╣®╚½├µĄ─ĪóīŹĢrĄ─Īó£╩(zh©│n)┤_Ą─╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£yą┼ŽóŻ¼Č°Ūę═©▀^Ęų╬÷▒O(ji©Īn)£yą┼Žóų¬äė▄ćĮM├┐éĆĻP(gu©Īn)µI▓┐╝■░▓čb╦∙ąĶĄ─Ģrķg╝░┤µį┌Ą─å¢Ņ}Ż¼×ķäė▄ćĮM┐═▄ćÅSā×(y©Łu)╗»╔·«a(ch©Żn)ŠĆū„śI(y©©)┴„│╠Ż¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩╠ß╣®┴╦┐╔┐┐Ą─öĄ(sh©┤)ō■(j©┤)ę└ō■(j©┤)Ż¼×ķ╬ęć°Ė▀╦┘äė▄ćĮMĄ─čb┼õ╔·«a(ch©Żn)░l(f©Ī)š╣Ż¼ėąų°Ė³╔Ņ▀h(yu©Żn)Ą─īŹļHęŌ┴xĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║╗∙ė┌ZigBeeĄ─äė▄ćĮMčb┼õ╔·«a(ch©Żn)ŠĆ▒O(ji©Īn)£y╣Ø(ji©”)³cĄ─įO(sh©©)ėŗ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/consultation/10839319732.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")














