



1 ę²čį
─ŻŠ▀╩ŪŲ¹▄ć┴Ń▓┐╝■Ą─ųžę¬╣ż╦ćčbéõŻ¼Ųõ╔·«aĘĮ╩Įī┘ė┌å╬╝■ėåå╬╔·«aŻ¼ė╔ė┌«aŲĘ▒Š╔ĒĄ─ėåå╬ļSÖCąįĪóŲĘĘNČÓśėąįĪó╝ė╣żÅ═ļsąįĄ╚╠ž³cŻ¼╩╣Ą├▄ćķg╔·«aŪķørČÓūāŻ¼Ģr│Ż│÷¼FįOéõ╣╩šŽĪó┴Ń▓┐╝■ĘĄ╣żĘĄą▐Īó═ŽŲ┌Į╗žøĄ╚ŪķørŻ¼▀@ą®▓╗┤_Č©ę“╦žŠ═øQČ©┴╦▀Mąą║Ž└ĒĄžėŗäØ┼┼«aĄ─ļyČ╚▌^┤¾Ż¼─┐Ū░╬ęć°Ų¹▄ć─ŻŠ▀Ų¾śI┼┼«a╗∙▒Š╩Ū╗∙ė┌¤oŽ▐╔·«a─▄┴”Ż¼▄ćķg╔·«a╚╬䚥─ķ_Īó═Ļ╣żĢrķg═Ļ╚½╩Ū░┤┴Ń╝■Ą─╠ßŪ░Ų┌╦Ń│÷Ą─[1]Ż¼ę“┤╦┼┼Č©Ą─ū„śIėŗäØ║▄▓╗£╩┤_Ż¼¤oĘ©Š½┤_ųĖī¦▄ćķgīŹļH╔·«aĪŻ
ėŗäØ┼┼«a╩Ū▄ćķg╔·«a╣▄└ĒĄ─║╦ą─Ż¼ė░Ēæų°╬’┴Ž┴„äėĪó╔·«a▀MČ╚ĪóįOéõ└¹ė├Ą╚▒ŖČÓĘĮ├µĪŻų╗ėą║▄║├Ą─ĮŌøQ┴╦ėŗäØ┼┼«aå¢Ņ}Ż¼▓┼─▄ėąą¦Ąžī”▄ćķgū„śI▀Mąą╣▄└Ē║═┐žųŲŻ¼▓┼─▄╩╣Ą├Ų¾śIĄ─š¹éĆ╔·«a▀^│╠ėąÖCĄžĮY║Žį┌ę╗ŲŻ¼▓┼─▄▒ŻūC╔·«a┴„│╠▀Bž×ėąą“Ąž▀MąąĪŻū„śIėŗäØ┼┼«aĄ─║╦ą─╩Ūū„śI┼┼ą“Ż¼ĮŌøQėŗäØ┼┼«aå¢Ņ}Ą─īŹ┘|Š═╩Ū╚ń║╬īŹ¼F║Ž└ĒĪóā×╗»Ąž╔·«aū„śI┼┼ą“ĪŻĮ³Äū╩«─ĻüĒŻ¼▄ćķgū„śI┼┼ą“å¢Ņ}Ą─蹊┐╚ĪĄ├┴╦║▄┤¾▀Mš╣Ż¼ę▓«a╔·┴╦ę╗ą®│╔╣¹Ż¼╚ńĘųų”Č©ĮńĘ©Īóš¹öĄęÄäØĘ©Īó▀zé„╦ŃĘ©Īó└ŁĖ±└╩╚š╦╔│┌Ę©Īó╔±ĮøŠWĘ©Ą╚Ż¼Ą½▀@ą®ĘĮĘ©ę¬├┤į┌īŹļHæ¬ė├ųą▒╚▌^└¦ļyŻ¼ę¬├┤į┌Ū¾ĮŌå╬╝■▄ćķg╣żą“å¢Ņ}╔Žą¦╣¹▓╗├„’@[2]ĪŻę“┤╦Ż¼Į©┴óę╗ĘN╗∙ė┌ėąŽ▐╔·«a─▄┴”Ą─Īó─▄ē“īŹ¼Fū„śI┼┼ą“ā×╗»Ą─ėŗäØ┼┼«a╦╝ŽļŻ¼╩ŪĮŌøQ─┐Ū░Ų¹▄ć─ŻŠ▀Ų¾śIå╬╝■╔·«aėŗäØ┼┼«aå¢Ņ}Ą─ūŅėąą¦ĪóūŅ¼FīŹĄ─ĘĮĘ©ĪŻ
2 ╗∙ė┌ėąŽ▐╔·«a─▄┴”Ą─ėŗäØ┼┼«aĘĮĘ©┼c▓Į¾E
╗∙ė┌ėąŽ▐╔·«a─▄┴”Ą─ėŗäØ┼┼«a╩ŪųĖį┌▒ŻūC▓╗│¼▀^╔·«aįOéõžō║╔─▄┴”Ą─Ū░╠ߎ┬Ż¼║Ž└ĒĄž┤_Č©╦∙ėą╣ż╝■į┌įOéõ╔ŽĄ─╝ė╣żĒśą“Ż¼ęį╝░įOéõ╝ė╣ż├┐Ą└╣żą“Ą─ķ_╩╝║══Ļ╣żĢrķgĪŻ
▒Š╬─Ą─ėŗäØ┼┼«a▀^│╠ų„ę¬░³└©╚²éĆ▓Į¾E:┼┼«aöĄō■£╩éõĪó╔·«aū„śI┼┼ą“ā×╗»ĪóįOéõ┘Yį┤žō║╔ėŗ╦ŃĪŻ╗∙ė┌ėąŽ▐─▄┴”Ą─ėŗäØ┼┼«aśIäš┴„│╠╚ńłD1╦∙╩ŠĪŻ
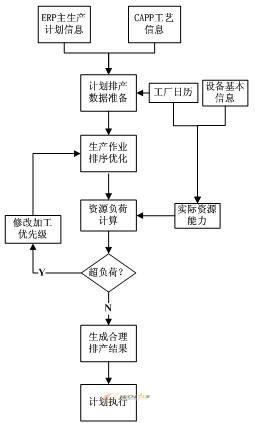
łD1ėąŽ▐╔·«a─▄┴”Ą─┼┼«aśIäš┴„│╠
2.1 ┼┼«aöĄō■£╩éõ
┼┼«aöĄō■£╩éõ╩Ū┼┼«aĄ─╗∙ĄAŻ¼×ķėŗäØ┼┼«a╠ß╣®▒žę¬Ą─öĄō■ų¦│ųŻ¼Š▀¾w░³└©ERPų„╔·«aėŗäØą┼Žó▓ķįāĪóCAPP╣ż╦ćą┼Žó▓ķįāĪó╣żÅS╚šÜvįOų├Īó┘Yį┤─▄┴”įOČ©Ą╚ā╚╚▌ĪŻ
2.1.1 ERPų„╔·«aėŗäØą┼Žó
ų„╔·«aėŗäØ╩Ūę╗éĆųžę¬Ą─ERPėŗäØīė┤╬Ż¼╩Ū┤_Č©├┐ę╗éĆŠ▀¾wĄ─«aŲĘį┌├┐ę╗éĆŠ▀¾wĢrķgČ╬Ą─╔·«aėŗäØŻ¼╦³į┌ėŗäØ─ŻēKųąŲ│ą╔ŽåóŽ┬Ż¼Å─║Ļė^ĄĮ╬óė^ėŗäØĄ─▀^Č╔ū„ė├[3]ĪŻ═©▀^ėŗäØ┼┼«aŽĄĮy┼cERPŽĄĮyĄ─╝»│╔Ż¼Å─ų„╔·«aėŗäØųą▓ķįāųŲ╝s▄ćķg┼┼«aĄ─Śl╝■Ż¼ų„ę¬░³└©─ŻŠ▀ĶT╝■ĄĮ╬╗ĢrķgĪóįOėŗ═Ļ│╔ĢrķgĪó╩ū▌åśė╝■ĢrķgĪó╚½ą“śė╝■ĢrķgĪóĮ╗žøŲ┌Ą╚Ż¼īŹĢrūx╚Īų„╔·«aėŗäØųąĄ─▀@ą®ą┼ŽóŻ¼─▄ē“į┌─ŻŠ▀ėŗäØ┼┼«aųąŲ╝s╩°ū„ė├ĪŻ
2.1.2 CAPP╔·«a╣ż╦ćą┼Žó▓ķįā
╔·«a╣ż╦ćą┼Žó╩ŪŲ¹▄ć─ŻŠ▀╔·«a▀^│╠Ą─╝╝ąg£╩éõ╣żū„ųąĄ─ę╗ĒŚųžę¬ā╚╚▌Ż¼╩ŪųŲČ©╔·«aėŗäØ┼cš{Č╚╔·«aĄ─ųžę¬ę└ō■Ż¼░³└©╝ė╣ż┬ĘŠĆĪó╝ė╣ż╣żĢrĪóįOéõ─▄┴”Ą╚Ż¼╩ŪėŗäØ┼┼«aę└┘ćĄ─ų„ę¬╗∙ĄAą┼ŽóĪŻ═©▀^ėŗäØ┼┼«aŽĄĮy┼cCAPPŽĄĮyĄ─╝»│╔Ż¼īŹ¼F╣ż╦ćą┼ŽóĄ─īŹĢrūx╚Ī┼cš{ė├ĪŻ
2.1.3 ╣żÅS╚šÜvįOų├
╣żÅS╚šÜv╩ŪŲ¾śIė├üĒŠÄ┼┼ėŗäØĄ─╠ž╩Ōą╬╩ĮĄ─╚šÜvŻ¼╦³▀B└mĄžĮo│÷┴╦ėąą¦Ą─īŹļH╣żū„╚šŠÄ╠¢Ż¼╩ŪėŗäØ┼┼«a▀^│╠ųąę╗Ūą╔·│╔┼cł╠ąąĄ─Ģrķg╗∙£╩Ż¼ų„ę¬░³└©╣żū„╚šĪó╣½ą▌╚šĪó╣Ø╝┘╚šęį╝░╝ė░Ó╚šŲ┌Ą╚ŽÓĻPą┼ŽóĪŻ
2.1.4 ┘Yį┤─▄┴”įOČ©
į┌īŹļHæ¬ė├ųąŻ¼╣żū„ųąą─īŹļH─▄┴”Ą─ėŗ╦Ńī”┼┼«aĄ─£╩┤_ąįŲų°ų┴ĻPųžę¬Ą─ū„ė├Ż¼╩Ū▄ćķgėąŽ▐─▄┴”┼┼«aĄ─ę└ō■ĪŻę╗éĆ╣żū„ųąą─┐╔ęįė╔öĄ┼_╝ė╣żąį┘|ŽÓ═¼Ą─įOéõĮM│╔Ż¼ę▓┐╔īóöĄ┼_▓╗═¼╝ė╣żąį┘|Ą─╝ė╣żįOéõ╦∙śŗ│╔Ą─ę╗éĆ╝ė╣żå╬į¬äØĘų×ķę╗éĆ╣żū„ųąą─ĪŻ╣żū„ųąą─Ą─Č©Ņ~─▄┴”░┤ššęįŽ┬╣½╩Įėŗ╦ŃŻ║╣żū„ųąą─Ą─Č©Ņ~─▄┴”®ä├┐╚š╣żū„░Ó┤╬öĄĪ┴├┐░Ó╣żū„ąĪĢrĪ┴ą¦┬╩Ī┴└¹ė├┬╩Ż¼Ųõųąą¦┬╩®ä═Ļ│╔Č©Ņ~╣żĢröĄ/īŹļH═Č╚ļ╣żĢröĄŻ╗└¹ė├┬╩®äīŹļH═Č╚ļ╣żĢröĄ/ėŗäØ╣żĢröĄ[4]ĪŻ═©▀^▀@ĘNŽÓī”£╩┤_Ą──▄┴”ėŗ╦ŃĘĮĘ©Ż¼ęį╠ßĖ▀┘Yį┤─▄┴”╣└╦ŃĄ─Š½┤_ąįĪŻ
2.2 ╔·«aū„śIā×╗»┼┼ą“
2.2.1 åó░l╩Į╦ŃĘ©║åĮķ
åó░l╩Į╦ŃĘ©╩Ūę╗éĆ╗∙ė┌ų▒ė^╗“Įø“לŗįņĄ─╦ŃĘ©Ż¼į┌┐╔Įė╩▄Ą─╗©┘M(ĢrķgĪóš╝ė├┐šķgĄ╚)Ž┬Įo│÷┤²ĮŌøQĮM║Žā×╗»å¢Ņ}├┐ę╗éĆīŹ└²Ą─ę╗éĆ┐╔ąąĮŌ[5]ĪŻį┌Ų¹▄ć─ŻŠ▀╔·«a▀^│╠ųąŻ¼äėæBę“╦ž▌^ČÓŻ¼Ė„ĘNā×╗»Śl╝■╝s╩°ļSĢr┐╔─▄Ė─ūāŻ¼▀@╩╣é„ĮyĄ─╔·«aš{Č╚ā×╗»└Ēšōį┌æ¬ė├ė┌ū„śI┼┼ą“å¢Ņ}Ģr┤µį┌║▄┤¾ŠųŽ▐Ż¼╚ńĮ©─Ż└¦ļyĪóŪ¾ĮŌÅ═ļsĄ╚ĪŻåó░l╩ĮĘĮĘ©ę“Ųõęūė┌īŹ¼FĪóėŗ╦ŃÅ═ļsČ╚Ą═Ą╚įŁę“Ż¼─┐Ū░æ¬ė├Ą├ūŅ×ķÅVĘ║ĪŻ
▒Š╬─į┌░┤ššĢrķg▀M│╠ų┤╬×ķ├┐┼_įOéõ░▓┼┼ę╗éĆ╝ė╣żī”Ž¾ĢrŻ¼└¹ė├ŅAŽ╚Č©┴x║├Ą─ā׎╚ęÄätū„×ķåó░lŚl╝■Ż¼Å─║“▀xĄ─Ą╚┤²ū„śIųą▀x╚Īā׎╚╝ēūŅĖ▀Ą─ū„śI░▓┼┼╝ė╣żŻ¼╚ń╣¹¤oĘ©ØMūŃĮ╗žøŲ┌Ż¼ät═©▀^š{š¹╝ė╣żā׎╚╝ēŻ¼ųžą┬▀Mąą┼┼ą“Ż¼Įø▀^╚¶Ė╔┤╬Ę┤üŠ═┐╔ęįĄ├ĄĮā×╗»Ą─┼┼ą“ĮY╣¹ĪŻ
2.2.2 ╝ė╣żā׎╚╝ēįOČ©
įOČ©─ŻŠ▀Ą─╝ė╣żā׎╚╝ē╩Ū╗∙ė┌åó░l╩Į╦ŃĘ©ū„śI┼┼ą“Ą─╗∙ĄAĪŻė╔ė┌─ŻŠ▀Ų¾śIī”Į╗žøŲ┌ę¬Ū¾╠žäeć└Ė±Ż¼╦∙ęįīóĮ╗žøŲ┌ęĢ×ķā׎╚╝ēįOČ©Ą─ųžę¬ę“╦žĪŻ┴Ē═ŌŻ¼ė╔ė┌¼FīŹ╔·«aŁhŠ│╠Äė┌äėæBūā╗»ųąŻ¼╚ńĮø│Ż░l╔·Šo╝▒ėåå╬Īó┴Ń╝■ĘĄ╣żĘĄą▐ĪóįOéõ╣╩šŽĄ╚ŪķørŻ¼▀@ą®ūā╗»╩Ūį┌ū„śI┼┼ą“Ģr▒žĒÜ┐╝æ]Ą─Ż¼╦∙ęį▒žĒÜ│õĘų░lō]╚╦Ą─ū„ė├ĪŻ
ę“┤╦Ż¼│²┴╦ęįĮ╗žøŲ┌×ķā׎╚ęÄätĄ──ŻŠ▀ā׎╚╝ē═ŌŻ¼▀Ćę¬Įo─ŻŠ▀┴Ń╝■║═įOéõįOČ©ā׎╚╝ēĪŻ┴Ń╝■ā׎╚╝ē╩ŪĖ∙ō■īŹļHŪķør║═Įø“×╚╦×ķįOČ©Ą─Ż╗įOéõā׎╚╝ē╩Ū×ķ┴╦Š∙║ŌįOéõžō║╔Ż¼░┤╚╬äšūŅ╔┘▀xō±įOéõĪŻīó╚²š▀ĮY║ŽŲüĒŻ¼ę╗Ųśŗ│╔╣żą“Ą─╝ė╣żā׎╚╝ēŻ¼╚ńłD2╦∙╩ŠĪŻ

łD2 ╣żą“╝ė╣żā׎╚╝ēśŗ│╔
2.2.3 ╗∙ė┌åó░l╩Į╦ŃĘ©Ą─ū„śI┼┼ą“ā×╗»
▒Š╬─╩╣ė├╚ńŽ┬įOČ©Ż║
ó┘ {P1,P2,P3ĪŁĪŁPm}Ī¬Ī¬m┼_įOéõŻ╗
ó┌ {J1,J2,J3ĪŁĪŁJn}Ī¬Ī¬néĆ╣ż╝■Ż╗
ó█ QijĪ¬Ī¬╣ż╝■JiĄ─Ą┌jĄ└╣żą“Ż╗
ó▄ {Dt}Ī¬Ī¬Ė„╠ū─ŻŠ▀Į╗žøŲ┌Ą─╝»║ŽŻ╗
ó▌ {Qt}Ī¬Ī¬Ė„┴Ń╝■╬┤░▓┼┼ū„śIĄ─Ą┌1Ą└╣żą“Ą─╝»║ŽŻ╗
ó▐ tĪ¬Ī¬▓ĮöĄŻ¼├┐┼┼ę╗Ą└╣żą“ĘQę╗▓ĮŻ╗
ó▀ StĪ¬Ī¬t▓Įų«Ū░ęč┼┼ą“Ą─╣żą“śŗ│╔Ą─ū„śI╝»║ŽĪŻ

łD3 ū„śI┼┼ą“ā×╗»║»öĄ
łD3╦∙╩ŠĄ─┼┼ą“║»öĄ╩Ūåó░l╩Į╦ŃĘ©į┌ū„śI┼┼ą“ųąĄ─Š▀¾wæ¬ė├ĪŻ┼┼ą“╦ŃĘ©Š▀¾w▓Į¾E╚ńŽ┬Ż║
ó┘ Ė∙ō■ERPų„╔·«aėŗäØĄ├ĄĮĖ„─ŻŠ▀Ą─Į╗žøŲ┌Ż¼Å─CAPPųąĄ─╝ė╣ż┬ĘŠĆ║═╝ė╣żĢrķgĄ├ĄĮĖ„éĆ╣żą“Ą─╝ė╣ż╠ßŪ░Ų┌Ż¼▌ö╚ļ╣żą“Ą─╝ė╣żā׎╚╝ēŻ¼▓óīó╦³éāā”┤µŲüĒŻ╗
ó┌ │§╩╝╗»:įOtŻĮ1, St×ķ┐šŻ¼┐é╣żą“öĄ×ķNŻ╗
ó█ TŻĮmin{Dt},Ū¾│÷Tī”æ¬Ą─┴Ń╝■JiŻ¼╚¶JiöĄ─┐┤¾ė┌1,ätĖ∙ō■┴Ń╝■ā׎╚╝ē▀xō±Ji,▓óÅ─{Qt}ųąšę│÷┴Ń╝■JiĄ─╣żą“QijŻ╗
ó▄ Å─{P1Ż¼P2Ż¼P3ĪŁĪŁPm}ųąšę│÷╣żą“Qij╦∙ī”æ¬Ą─įOéõPjŻ¼╚¶ØMūŃŚl╝■Ą─PjöĄ─┐┤¾ė┌1,Ė∙ō■įOéõā׎╚╝ē▀xō±PjŻ¼╝┤īó┤╦╣żą“┼┼į┌╚╬äšūŅ╔┘Ą─įOéõ╔ŽŻ╗
ó▌ ░čęč┼┼╣żą“QijĘ┼╚ļ{St}ųą,▓óÅ─{Qt}ųąäh│²┤╦╣żą“,▓óīóQijĄ─Šo║¾╣żą“{Qt}ųąŻ╗
ó▐ ┴ŅtŻĮt+1Ż¼╚¶tąĪė┌NŻ¼ät▐DęŲĄĮĄ┌ó█▓ĮŻ╗╚¶t┤¾ė┌NŻ¼ätėŗ╦Ń┼┼Č©Ą─ėŗäØ╩ŪʱØMūŃĮ╗žøŲ┌Ż¼╚¶ėŗäØ│¼│÷Į╗žøŲ┌Ż¼ätš{š¹┴Ń╝■ā׎╚╝ēŻ¼Ė³ą┬╝ė╣żā׎╚╝ēŻ¼ųžą┬▀Mąą┼┼ą“Ż¼Ę±ätĮY╩°ĪŻ
2.3 ╔·«a┘Yį┤žō║╔ėŗ╦Ń
Įø▀^ū„śI┼┼ą“║¾Ż¼├┐┼_įOéõČ╝░▓┼┼┴╦╝ė╣żī”Ž¾Ż¼ė╔ė┌╣żą“Ą─╝ė╣ż╠ßŪ░Ų┌ęčų¬Ż¼═¼Ģr╣żÅS╚šÜv║═╣żū„ųąą─Ą─Č©Ņ~─▄┴”ę▓ęčŅAŽ╚įOų├Ż¼╝┤┐╔ėŗ╦Ń│÷įOéõ╝ė╣ż├┐Ą└╣żą“Ą─ķ_╩╝Īó═Ļ╣żĢrķgŻ¼Å─Č°┐╔ęįĄ├ĄĮįOéõĄ─└█Ęežō║╔Ż¼╚ń╣¹└█Ęežō║╔│¼▀^įOéõĄ─īŹļHžō║╔─▄┴”Ż¼ät▒žĒÜ═©▀^š{š¹╣żą“Ą─╝ė╣żā׎╚╝ēŻ¼▀Mąąųžą┬┼┼«aŻ¼╗“š▀▓╔╚Ī╝ė░ÓĪó═Ō╬»Ą╚ĘĮ╩ĮŻ¼ØMūŃ╔·«aŚl╝■ĪŻ
3 ĮYšō
▒Š╬─ĮY║ŽŲ¹▄ć─ŻŠ▀å╬╝■╔·«a╠ž³cŻ¼īóåó░l╩Į╦ŃĘ©æ¬ė├ė┌ū„śI┼┼ą“ųąŻ¼čąŠ┐┴╦ę╗ĘN╗∙ė┌ėąŽ▐╔·«a─▄┴”Ą─ėŗäØ┼┼«aĘĮĘ©ĪŻ╔Ž╩÷┼┼«aĘĮĘ©╠ßĖ▀┴╦ųąąĪŲ¾śIĄ─ėŗäØ┼┼«aėąą¦ąįŻ¼ī”ė┌╬ęć°╔·«aėŗäØ┼┼«a└ĒšōĄ─蹊┐┼c░lš╣ŲĄĮ┴╦ĘeśO┤┘▀Mū„ė├ĪŻ
ģó┐╝╬─½I
1. ł▀\ŪÕŻ¼ėŗ┤║Ļ¢.MRPó“īŹ╩®ųą├µŽ“ėąŽ▐─▄┴”Ą─▄ćķg┼┼«aå¢Ņ}蹊┐.ėŗ╦ŃÖC▌oų·įOėŗ┼cųŲįņ, 2002(3):17-21
2. ūTŽ─├Ę,║╬īÜą┬.åó░l╩Į╦ŃĘ©į┌å╬╝■▄ćķg╣żą“┼┼ą“å¢Ņ}ųąĄ─æ¬ė├.¼F┤·ÖCąĄ,2002(1):9-11
3. ┼╦Ā¢Ēś.╔·«aėŗäØ┼c┐žųŲ.╔Ž║ŻĮ╗═©┤¾īW│÷░µ╔ń,2003
4. äó╩└²ł,ÓŹ∙i.▄ćķgū„śIėŗäØųą├µŽ“¤oŽ▐─▄┴”ėŗäØ┼┼«aĘĮĘ©Ą─蹊┐.╝╝ąg┼cæ¬ė├, 2004:40-43
5. ąŽ╬─ė¢,ųxĮąŪ.¼F┤·ā×╗»ėŗ╦ŃĘĮĘ©.ŪÕ╚A┤¾īW│÷░µ╔ń,1999
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ERPŽĄĮy├µŽ“å╬╝■╔·«aĄ─▄ćķgū„śIėŗäØ┼┼«aå¢Ņ}Ą─蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/consultation/1082054785.html






















