0 Ū░čį
õōĶF╔·«a▀^│╠ųąŻ¼¤ÆĶFĪó¤ÆõōĪó▀BĶTĪó▄łõōĄ╚Ė„╣żą“Ą─╔·«a╩Ūļx╔ó║═▀B└mŽÓ╗ņ║ŽĄ─┴„│╠╩Į╔·«a▀^│╠Ż¼Ųõ╔·«aš{Č╚├µī”Ą─╩ŪČÓ╚╬äšĪóČÓ─┐ś╦ĪóČÓ╝s╩°Ą─ČÓĘN▓╗┤_Č©ąįę“╦žĪŻ¤ÆĶF╔·«aÅŖš{Ė▀ĀtĄ─▀B└mĪóķLą¦ĪóĘĆČ©▀\ąąŻ¼Č°¤ÆõōĪó▀BĶTĪó▄łõō╩ŪķgöÓąį╔·«aŻ¼ÅŖš{┼·┴┐╔·«aĄ─ĘĆČ©ąį║══Ļš¹ąįĪŻė╔ė┌ŲĘĘNĪóęÄĖ±▌^ČÓŻ¼¤ÆõōĪó▀BĶTĄ─╔·«aĮM┐ŚļyČ╚║▄┤¾ĪŻę“┤╦Ż¼õōĶFŲ¾śI╔·«aš{Č╚Ą─ųž³cŠ═╩Ūį┌Ę▒ļsČÓūāĄ─╔·«aŚl╝■Ž┬Ż¼═©▀^┐ŲīWĮM┐ŚŻ¼äėæBā×╗»Ż¼┤_▒Ż¤ÆõōĪó▀BĶTĪó▄łõō╔·«aū„śIėŗäØĄ─ĮM┐Ś║═īŹ╩®ĪŻ
MES-╔·«aųŲįņł╠ąąŽĄĮyŻ¼╩ŪļSų°╣żśI╣▄└Ē╦«ŲĮĄ─╠ß╔²Č°ųØu░lš╣ŲüĒĄ─¼F┤·╗»ą┼Žó╣▄└ĒŽĄĮyŻ¼░³└©╔·«aū„śIėŗäØĪó╔·«aš{Č╚ĪóįOéõ╣▄└ĒĪó┘|┴┐╣▄└ĒĪó╬’┴ŽĖ·█ÖĄ╚─ŻēKŻ¼ŲõųąŻ¼╔·«aū„śIėŗäØ┼c╔·«aš{Č╚╩ŪŲõ║╦ą─╣”─▄ĪŻĮ³─ĻŻ¼ļSų°ą┼Žó╗»Į©įOĄ─═Ų▀MŻ¼░▓õōį┌õō▄ł╔·«aĪóĶFŪ░╔·«aģ^ė“ŽÓ└^Į©Ų┴╦MESŽĄĮyŻ¼š¹¾w╔·«aųŲįņ▀^│╠Ą─╣▄┐ž─▄┴”Ą├ĄĮ’@ų°╠ß╔²ĪŻį┌╚šęµ╝ż┴ęĄ─╩ął÷ĖéĀÄą╬ä▌Ž┬Ż¼ėåå╬╔·«aĄ─éĆąį╗»ąĶŪ¾▓╗öÓį÷ÅŖŻ¼ī”MESŁhŠ│Ž┬╔·«a┼┼│╠┼c╔·«aš{Č╚Ą─╝░ĢrąįĪó║Ž└Ēąį╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻ
1 MESŁhŠ│Ž┬Ą─ėŗäØ┼┼«a
ļSų°╩ął÷ĖéĀÄ║═Ų¾śI╔·«a╣▄└Ē╦«ŲĮĄ─░lš╣Ż¼░┤ėåå╬ĮM┐Ś╔·«a│╔×ķĖ„õōĶFŲ¾śIĄ─╣▓ūRĪŻį┌MESŁhŠ│Ž┬Ż¼ėŗäØ┼┼«aČ╝╩ŪĮ©┴óį┌ØMūŃĮKČ╦┐═æ¶Ą─éĆąį╗»ąĶŪ¾Ą─╗∙ĄA╔ŽŻ¼╔·«a▀^│╠ųąĄ─╦∙ėą╔·«a╣▄└Ē╗ŅäėČ╝▓╗─▄├ōļx▀@ę╗ū┌ų╝ĪŻMESŁhŠ│Ž┬ėŗäØ┼┼«a┴„│╠╚ńłD1╦∙╩ŠĪŻ
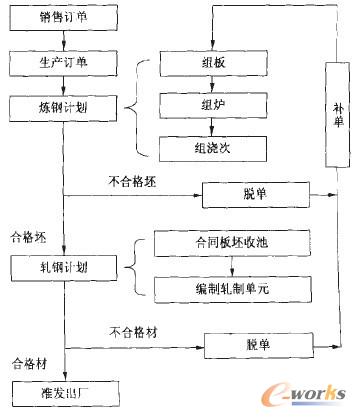
łD1 MESėŗäØ┼┼«a┴„│╠łD
1.1 ╗∙ė┌ėåå╬ąĶŪ¾
×ķ┴╦ØMūŃ┐═æ¶╚šęµį÷ķLĄ─éĆąį╗»ąĶŪ¾Ż¼¤ÆõōėŗäØ║═▄łõōėŗäØĄ─ŠÄųŲČ╝Ė∙ō■╦∙│ąĮėĄ─õN╩█ėåå╬ąĶŪ¾Ż¼░┤ššę╗Č©Ą─įOéõ║═╣ż╦ć╝s╩°Ż¼į┌MESŽĄĮyųą═©▀^ĮM░ÕĪóĮMĀtĪóĮMØ▓┤╬Ż¼ą╬│╔┼·┴┐¤ÆõōĪó▀BĶTØ▓┤╬ėŗäØŻ¼├┐ę╗Ātõō╦«Īó├┐ę╗ēKĶT┼„Īó├┐ę╗ēKõō░Õį┌╬’┴„═Ų▀M▀^│╠ųąŠ∙ĖĮĦų°╣╠ėąĄ─ėåå╬ą┼Žóę╗Ųé„▀fŻ¼╚╬║╬╬’┴ŽĄ─ūā╗»┼cš{š¹Č╝ė░ĒæĄĮėåå╬ł╠ąąą¦╣¹ĪŻ
1.2 ėŗäØĄ─Ģrą¦ąįĖ▀
ę¬į┌╝ż┴ęĄ─╩ął÷ĖéĀÄųą═╣’@ūį╝║Ą─«aŲĘā×ä▌Ż¼│²┴╦«aŲĘ┘|┴┐ę¬ØMūŃ┐═æ¶ĮKČ╦ąĶŪ¾ų«═ŌŻ¼Į╗žøŲ┌Ą─▒ŻšŽ─▄┴”ę▓ų▒Įėė░ĒæĄĮ╩ął÷Ę▌Ņ~Ą─ĀÄŖZĪŻę“┤╦Ż¼ū„śIėŗäØĄ─ŠÄ┼┼║═ł╠ąąČ╝ę¬Ū¾░┤ššĮ╗žøŲ┌Ą─ę¬Ū¾ĮM┐ŚīŹ╩®Ż¼╝┤ęįūŅ║¾Ą─Į╗žøŲ┌×ķ╗∙£╩Ż¼Ą╣▒Ų╩Į┤_Č©├┐éĆ╣żą“Ą─╔·«a╣سcĪŻę¬Ū¾Ė„╣żą“Ą─ū„śIČ╝ę¬ÅŖš{Ģrą¦ąįŻ¼▒žĒÜ┤_▒Żį┌ęÄČ©Ą─ĢrķgČ╬ā╚═Ļ│╔╔·«a╚╬äšĪŻ
1.3 ÅŖš{ū„śIėŗäØĄ─═Ļš¹ąį
ė╔ė┌┐═æ¶Ą─ėåå╬ąĶŪ¾ž×┤®ė┌ū„śIėŗäØł╠ąąĄ─╩╝ĮKŻ¼├┐éĆū„śIėŗäØĄ─ŠÄųŲŠ∙ėą▌^ÅŖĄ─ßśī”ąįĪŻ×ķ┴╦▒ŻūCėåå╬╔·«a┴┐║═ėåå╬Į╗Ų┌Ż¼Ė„╣żą“ū„śIėŗäØĄ─ŠÄ┼┼║═ł╠ąąČ╝ę¬Ū¾▒ŻūCŲõ═Ļš¹ąįŻ¼æ¬▒M┴┐£p╔┘ėåå╬▒╗▓Ęųķ_╔·«aŻ¼ęį├ŌųžÅ═ĮM┐ŚŻ¼įņ│╔╔·«a┘Yį┤Ą─└╦┘MŻ¼╔§ų┴ė░Ēæėåå╬Į╗Ų┌ĪŻ
1.4 ę▒-ĶT-▄ł╣żą“╬’┴„äéąįŃĢĮė
MESŽĄĮyį┌╬’┴„╣▄└Ē╔ŽŠ▀ėą╬’┴„║═ą┼Žó┴„═¼▓ĮĘ┤üĄ─ā×ä▌Ż¼ėą└¹ė┌╔·«a▀M│╠Ą─╝┤Ģr▒O┐ž║═š{š¹Ż¼▀MČ°£p╔┘▀^│╠Ą╚┤²Ż¼ē║┐sį┌ųŲŲĘöĄ┴┐Ż¼ć└Ė±┐žųŲųąķgÄņ┤µŻ¼ūŅ┤¾Ž▐Č╚Ą─£p╔┘┘YĮš╝ė├ĪŻę“┤╦Ż¼õō╦«Īóõō┼„Īóõō░ÕĄ╚╬’┴Žį┌¤ÆõōĪ󊽤ÆĪó▀BĶTĪó▄łõō╣żą“å¢Ą─═Ų▀MŠ▀ėąę╗Č©Ą─äéąįę¬Ū¾Ż¼▓╗Ą├ļSęŌĄ─Ė³Ė─║═š{š¹Ż¼ęį▒ŻūC╬’┴„Ģ│═©ĪŻ
2 ╔·«aš{Č╚ąĶū±čŁĄ─įŁät
2.1 ėŗäØąįįŁät
õōĶF╔·«aųŲįņ▀^│╠Å─įŁ┴Ž═Č╚ļĄĮūŅĮK«aŲĘ«a│÷Ż¼▒žĒÜū±čŁėŗäØąįįŁätŻ¼▒žĒÜęį░ÓĪó╚šĪóų▄Īóį┬╔·«aū„śIėŗäØū„×ķĮM┐Ś╔·«aĪóš{š¹ā×╗»ĪóŽ┬▀_ųĖ┴ŅĪó▓╔╚Ī┤ļ╩®Ą─ę└ō■ĪŻ╔·«aū„śIėŗäØ░▓┼┼Ą─╩Ūʱ║Ž└ĒŻ¼ł╠ąą▀^│╠Ą─╩ŪʱĒśĢ│Ż¼╩ŪøQČ©ėåå╬─▄ʱ░┤ĢrĮ╗žøĄ─ĻPµIĪŻę“┤╦Ż¼▒ŻūC╔·«aū„śIėŗäØĄ─äéąįł╠ąą╩Ū╔·«aĮM┐ŚĄ─║╦ą─┼cĻPµIĪŻ
2.2 ┐ŲīWąįįŁät
į┌╚š│ŻĄ─╔·«aĮM┐ŚųąŻ¼░č┴„│╠ūŅČ╠ĪóŃĢĮėūŅŠoĪó│╔▒ŠūŅĄ═ū„×ķš{Č╚ū„śIĄ─│÷░l³c║═┬õ─_³cŻ¼║Ž└ĒĘų┼õĶF╦«┘Yį┤╝░Ė„ĘN─▄į┤Įķ┘|Ż¼▒ŻūC▀BĶTØ▓┤╬Ą─═Ļš¹ąįŻ¼Įy╗I▄łõō╔·«a║═├║ÜŌ░lļŖÖCĮMĄ─▀\ąąŻ¼£p╔┘▄łõō┤²£žĢrķgŻ¼║Ž└ĒŲĮ║Ōūį░lļŖ┴┐Ż¼╠ßĖ▀┘Yį┤└¹ė├ą¦┬╩Ż¼ū÷ĄĮ┘Yį┤ą¦ęµūŅ┤¾╗»ĪŻ
2.3 ╝░ĢrąįįŁät
░l╔·╔·«a«É│ŻŻ¼╚ńĖ▀ĀtĀtør╩¦│ŻĪó├║ÜŌ╝ėē║ÖC│÷¼F«É│ŻĄ╚ŪķørĢrŻ¼ąĶę¬╝░Ģrš{š¹¤Æõō╗“▄łõōū„śIėŗäØŻ¼æ¬Ė∙ō■«aŠĆą¦ęµ┼┼ą“Ūķør╝░ėåå╬Į╗Ų┌ŠoŲ╚│╠Č╚Ą╚ę“╦žŻ¼ŠC║Ž┐╝æ]Ż¼║Ž└Ēš{š¹ĪŻ
2.4 ŅAęŖąįįŁät
╔·«aš{Č╚ŽĄĮyę¬╔Ųė┌╩┬Ž╚ŅAęŖ╔·«a▀^│╠ųąØōį┌Ą─å¢Ņ}ĪŻę¬ŠoŠoūźūĪų„ę¬├¼Č▄║═▒Ī╚§Łh╣ØŻ¼╝░ĢrĮŌøQå¢Ņ}ĪŻę¬ėąļAČ╬ąįĄ─ŅA┼ąŻ¼═©▀^«öŪ░╔·«aŪķør╝░äėæB┌ģä▌ū▀Ž“Ą─Ęų╬÷Ż¼╝░įńĮķ╚ļŻ¼╠ßŪ░ųŲČ©æ¬╝▒ŅA░ĖŻ¼īó┐╔─▄░l╔·Ą─ė░Ēæ┐žųŲį┌ūŅĄ═╦«ŲĮĪŻ
3 ╔·«a┼┼│╠┼cš{Č╚ū„śI─Ż╩Į
╔·«a▀^│╠Ą─š{Č╚ū„śIĘų×ķņoæBš{Č╚║═äėæBš{Č╚ā╔éĆĘĮ├µĪŻņoæBš{Č╚ßśī”Ą─╩Ū╗∙ė┌╣½╦Š║Ļė^ėŗäØŲĮ║ŌĄ─ĮM┐Ś▀\ąąĘĮ░ĖŻ¼Č°äėæBš{Č╚ßśī”Ą─╩ŪėŗäØł╠ąą▀^│╠ųąĄ─äėæBš{š¹┼cā×╗»ū„śIĪŻŲõ╔·«a┼┼│╠┼cš{Č╚─Ż╩Į╚ńłD2╦∙╩ŠĪŻ
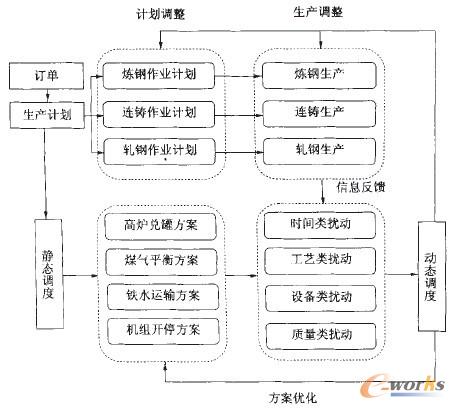
łD2 ╔·«a┼┼│╠┼cš{Č╚─Ż╩Į╩ŠęŌłD
3.1 ņoæBš{Č╚
į┌MESŽĄĮyųąŻ¼¤ÆĪó▄łĖ„ÖCĮMĄ─ū„śIėŗäØ┼┼Č©ų«║¾Ż¼āHāH╩Ūęįėåå╬ąĶŪ¾×ķę└ō■Ż¼┤_Č©┴╦įōÖCĮMįō┼·┤╬╔·«aĄ─ŲĘĘNĪóęÄĖ±║═Ģrą“Ż¼ī┘ė┌▄ćķgīė├µĄ─ŅAėŗäØĪŻČ°╣½╦Šš¹¾wĄ─╔·«aĮM┐ŚŻ¼ätąĶę¬Įy╗IĮ╣╗»Īó¤²ĮYĪóĖ▀ĀtĪó▐DĀtĪó▀BĶTĪó▄łõōĄ╚ČÓ╣żą“ČÓÖCĮMķgĄ─╔·«aĮM┐Ś┼cŲĮ║ŌŻ¼īóĖ„ŅÉ╔·«a┘Yį┤š{┼õĄĮŽÓæ¬Ą─ÖCĮMŻ¼┤_▒ŻĖ„ÖCĮMį┌ŅAČ©Ą─Ģrķg╣سcėąą“ķ_Īó═ŻĪŻų„ę¬░³└©ęįŽ┬▀\ąąĘĮ░ĖŻ║
1)Ė▀Āt-▐DĀtķgĄ─ī”Įė║═Ųź┼õĪŻė╔ė┌¤ÆĶF║═¤ÆõōĄ─╣ż╦ć▓ŅäeŻ¼ęį╝░čbéõ╦«ŲĮĄ─░lš╣▓ó▓╗Š∙║ŌŻ¼ę¬īŹ¼Fę╗ī”ę╗Ą─Į^ī”Ą─ĶFõōŃĢĮėļyČ╚║▄┤¾ĪŻę¬ĮŌøQČÓū∙Ė▀ĀtĮoČÓū÷▐DĀt╣®ĶFĄ─┐ŲīWĮM┐ŚŻ¼į┌│õĘų░lō]▐DĀt«a─▄Ż¼Ž¹╗»ĶF╦«Ą─╗∙ĄA╔ŽŻ¼Ė∙ō■╣®ĶF╣ØūÓ║═¤ÆõōŽ¹║─ĶF╦«Ą─╦┘Č╚Ż¼║Ž└Ē┤_Č©Ė▀ĀtĪó▐DĀtŲź┼õĻPŽĄŻ¼▒ŻūCĖ▀ĀtĘĆČ©ĒśąąĪŻ
2)ĶF╦«š{▀\┬ĘŠĆĪŻÅSā╚ĶFõō╬’┴„│²┴╦ĶF╦«ų«═ŌŻ¼▀ĆėąĶFį³Īóõōį³╬’┘YĄ─▀\▌ö║═Ą╣š{ĪŻį┌░┤šš¤ÆõōąĶę¬╣®æ¬ĶF╦«Ą─═¼ĢrŻ¼ąĶę¬║Ž└Ē▀xō±▀\▌ö┬ĘŠĆŻ¼┐sČ╠▀\▌öŠÓļxŻ¼▒M┴┐ĮĄĄ═ÖC▄ćĄ╣š{│╔▒ŠĪŻ
3)├║ÜŌ┼õų├┼c╣®æ¬─Ż╩ĮĄ╚ĪŻ├║ÜŌ┘Yį┤Ą─┼õų├╩ūŽ╚ę¬▒ŻūC▄łõō╔·«a╦∙ąĶĄ─ē║┴”Īó┴„┴┐Īó¤ßųĄĄ╚Ż¼ī”ė┌Ė╗ėÓĄ─├║ÜŌŻ¼ę¬║Ž└Ēš{┼õĖ„├║ÜŌ░lļŖÖCĮMĄ─▀\ąąŻ¼£p╔┘├║ÜŌĘ┼╔óŻ¼╠ßĖ▀ūį░lļŖ┴┐ĪŻ
4)Özą▐ėŗäØ┼c╔·«aū„śIėŗäØĄ─ī”ĮėĪŻĖ„ÖCĮMĄ─╔·«aĮM┐ŚŻ¼ę¬į┌įOéõÖzĪóČ©ą▐ėŗäØĄ─╗∙ĄA╔ŽŻ¼Ė∙ō■įOéõ╣żørŚl╝■Ż¼░▓┼┼▀m║ŽĄ─ŲĘĘN║═ęÄĖ±ĮM┐Ś╔·«aĪŻ
į┌š¹¾wĄ─╔·«aŲĮ║Ō┤_Č©ų«║¾Ż¼Įėä”╔·«a╚╬䚥─¤Æ▄ł«aŠĆŻ¼ąĶę¬Ė∙ō■│§▓Į┤_Č©Ą─ÖCĮMķ_Īó═ŻĢrķgŻ¼░┤šš▓╗═¼ŲĘĘNĪóęÄĖ±Ą─╔·«a╣ż╦ć▓Ņ«ÉŻ¼┤_Č©¤ÆõōĪ󊽤ÆĪó▄łõōĖ„╣żą“å¢Ą─╣ż╦ć┬ĘÅĮ║═╔·«aĢrą“Ż¼╝┤ųŲČ©╔·«aĢr┐╠▒ĒĪŻ
ęį░▓õōĄ┌Č■¤Æ▄łÅS×ķ└²Ż¼Į©ėą3ū∙150 t▐DĀtĪó3ū∙LFĀtĪó1ū∙VDĀtĪó2ū∙RHĀtŻ¼┼õ╠ū1┼_īÆ░Õ┼„▀BĶTÖC║═2┼_ļp┴„░Õ┼„▀BĶTÖCŻ¼▄łõō╣żą“Į©ėąĀtŠĒ▄łÖC║═1780 mm¤ß▀B▄łā╔Śl¼F┤·╗»╔·«aŠĆĪŻę¬īŹ¼F¤Æ▄łę╗¾w╗»Ą─Č╠┴„│╠╔·«aŻ¼ąĶę¬į┌╝╚Č©Ą─╣ż╦ć┬ĘÅĮę¬Ū¾Ž┬Ż¼Ė∙ō■╔·«a▀M│╠Ż¼Įy╗I▀\▌öŠÓļxūŅČ╠Īó«a─▄ūŅ┤¾░lō]ĪóūŅąĪĄ╚┤²ĢrķgĄ╚ę¬Ū¾Ż¼║Ž└Ē┤_Č©╣żą“Ųź┼õĻPŽĄĪó╣żą“ū„śIų▄Ų┌Īó╠ņ▄楧▀\╦┘Č╚Īó╬’┴„═Ų▀MĢrą“Ą╚ģóöĄŻ¼īóĖ„╣żą“Ą─ū„śIę¬Ū¾╝{╚ļĄĮĮyę╗Ą─Ģr┐╠▒Ē┐“╝▄ā╚Ż¼ųĖī¦║═ģfš{¤ÆõōĪ󊽤ÆĪó▀BĶTĪó▄łõōĄ╚Ė„ĒŚ▓┘ū„║═š{Č╚ĪŻ
3.2 äėæBš{Č╚
1)ėŗäØł╠ąą▀^│╠ųąĄ─ė░Ēæę“╦žĪŻ╔·«a▀^│╠ųąĢ■ėąĖ„ĘNäėæBūā╗»Ą─ę“╦žė░ĒæĄĮņoæBš{Č╚╦∙ū÷│÷Ą─Ė„ĒŚ▀\ąą║═ŲĮ║ŌĘĮ░ĖŻ¼▀@ą®ę“╦žę▓ĘQ×ķ╔·«aö_äėŻ¼┐╔Üw╝{×ķĢrķg▓©äėŅÉĪóę▒¤Æ╣ż╦ćŅÉĪóįOéõ╣╩šŽŅÉ║═«aŲĘ┘|┴┐ŅÉö_äėĪŻ░³└©ĶF╦«╣®æ¬Ą─ö_äėŻ¼╚ń│÷ĶF┴┐Īó│÷ĶFĢrķgĪóĶF╦«£žČ╚ĪóĶF╦«│╔ĘųĪóÖC▄ć▀\▌ö╣ØūÓĄ╚Ą─▓©äėŻ¼¤ÆõōĪ󊽤ÆĪó▀BĶTĄ╚╣żą“ū„śIĢrķgĄ─Ų½▓ŅĪóõō╦«£žČ╚║═õō╦«│╔ĘųŅÉö_äėŻ¼įOéõ╣╩šŽŻ¼«aŲĘ╚▒Ž▌Ą╚ö_äėĪŻ
2)äėæBĖ·▀MĪó╝┤Ģrā×╗»Ą─╔·«aĄ“Č╚ĪŻ«ö╔·«a▀^│╠ųą░l╔·ę╗░Ńąįö_äėĢrŻ¼ų╗ąĶ꬚{š¹▒ŠÖCĮMĄ─╣ż╦ćģóöĄ║═╔·«a╣ØūÓ╝┤┐╔Ž¹│²ė░ĒæĪŻČ°░l╔·ć└ųžĄ─ö_äėĢrŻ¼į┌┤“ŲŲ▒Š╣żą“╔·«aŲĮ║ŌĄ─═¼ĢrŻ¼▀ĆĢ■▓©╝░ĄĮ╔ŽŽ┬Ą└╣żą“Ą─╔·«aĮM┐ŚŻ¼«a╔·┤╬╔·ąįö_äėŻ¼╔§ų┴ų▒Įėė░ĒæĄĮ╣½╦ŠĄ─ŽĄĮyŲĮ║ŌĪŻ┤╦ĢrŻ¼ąĶę¬ī”š¹¾wĄ─▀\ąąĮM┐Ś─Ż╩Į▀Mąąā×╗»š{š¹Ż¼░³└©Ė„«aŠĆ╔·«aĢrą“Ą─ųž┼┼Ż¼Ė„ŅÉų„¾wįOéõĄ─Ü×┼c═ŻŻ¼╔ŽŽ┬╣żą“ķgĄ─ī”Įė┼cŲź┼õĻPŽĄŻ¼╔·«a┘Yį┤Ą─ųžą┬Ęų┼õ╝░╣®æ¬─Ż╩ĮĄ╚ĪŻ
4 ą¦╣¹
4.1 ¤ÆõōėŗäØł╠ąą┬╩’@ų°╠ßĖ▀
į┌MESŽĄĮyųąŻ¼Å─¤ÆõōĄĮ▀BĶTŻ¼«a│÷Ą─├┐ę╗ēKĶT┼„Š∙░³║¼┴╦ŽÓ│╔Ą─ėåå╬ąĶŪ¾ĪŻę“┤╦Ż¼¤ÆõōėŗäØł╠ąą┬╩╩Ū▒Ēš„ėåå╬┼ŻŻ««aėŗäØł╠ąąą¦╣¹Ą─ų„꬜╦ųŠĪŻ═©▀^╔·«aš{Č╚─Ż╩ĮĄ─▓╗öÓā×╗»║══Ļ╔ŲŻ¼¤ÆõōĪó▀BĶT╔·«a┼·┴┐Č©ųŲĄ─ą¦╣¹Ą├ĄĮ┴╦ėąą¦▒ŻūCŻ¼¤ÆõōėŗäØł╠ąą┬╩ė╔2010─ĻĄ─97.89ŻźŻ¼╠ßĖ▀ĄĮ¼Fį┌Ą─98.34ŻźĪŻ╚ńłD3╦∙╩ŠĪŻ
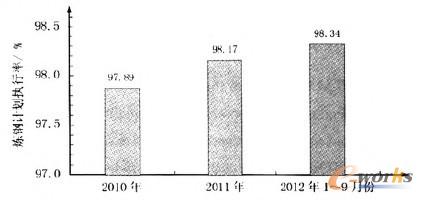
łD3 ¤ÆõōėŗäØł╠ąą┬╩ī”▒╚ų∙ĀŅłD
4.2 ėåå╬╔·«aĄ─┐╔┐žąįį÷ÅŖ
╔·«a▀^│╠Ą─äėæB▒O┐ž║═╝░ĢrĖ·▀MŻ¼▒ŻūC┴╦¤ÆĪó▄łėŗäØĄ─Ģrą¦ąį║══Ļš¹ąįŻ¼į÷ÅŖ┴╦ėåå╬╔·«a▀^│╠Ą─┐╔┐žąįŻ¼£p╔┘┴╦Č■┤╬═Č┴ŽŻ¼ėåå╬ę╗┤╬═Ļ│╔┬╩├„’@╠ß╔²ĪŻ╚ńłD4╦∙╩ŠŻ║
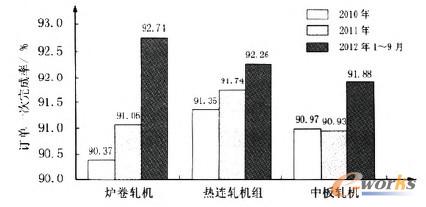
łD4 ėåå╬ę╗┤╬═Ļ│╔┬╩ī”▒╚ų∙ĀŅłD
5 ĮYšZ
░▓õōį┌MESŁhŠ│Ž┬Ą─╔·«a┼┼│╠┼cš{Č╚Ż¼īó═Īå╬ĮKČ╦ąĶŪ¾ž×┤®ė┌Ė„╣żą“Ą─ū„śIėŗäØų«ųąŻ¼ī”ėŗäØĄ─═Ļš¹ąįĪóĢrą¦ąį╝░äėæBĖ·▀Mš{š¹╠ß│÷┴╦ć└Ė±ę¬Ū¾ĪŻį┌ØMūѤÆõō-▀BĶTķgöÓąį▀B└m╔·«aĄ─┼·┴┐ĮøØ·ąįĄ─Ū░╠ߎ┬Ż¼═©▀^ņoæBš{Č╚║═äėæBš{Č╚Ą─ā×╗»║═Ė─╔ŲŻ¼īŹĢr▒O┐žĪóäėæBš{š¹ÖCĮM▀\ąąĀŅæBŻ¼╣żą“Ųź┼õĻPŽĄŻ¼╔·«a┘Yį┤Ą─Ęų┼õĄ╚Ż¼īŹ¼F┴╦ĶFĪóõōĪó┼„Īó▓─Ą─Ė▀ą¦╬’┴„ŃĢĮėŻ¼▒ŻūC┴╦ėåå╬ėŗäØĄ─äéąįł╠ąąĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║MESŁhŠ│Ž┬╔·«a┼┼│╠┼cš{Č╚─Ż╩Į£\╬÷
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401937821.html