



╔ŽéĆ╩└╝o90─Ļ┤·│§Ų┌Ż¼├└ć°Ž╚▀MųŲįņ蹊┐ÖCśŗ(AMR)═©▀^ī”┤¾┴┐Ų¾śIĄ─š{▓ķ░l¼FŻ¼═Ļ╔ŲĄ─Ų¾śI╔·«a╣▄└ĒŽĄĮyŻ¼Ųš▒ķė╔ęįŽ┬╚²ĘN▄ø╝■śŗ│╔Ż║ęįERPĪóMRPII×ķ┤·▒ĒĄ─Ų¾śI╣▄└Ē▄ø╝■Ż¼ęįSCADA(öĄō■▓╔╝»┼c▒OęĢ)ĪóHMI(Human Machine Interface)×ķ┤·▒ĒĄ─╔·«a▀^│╠▒O┐ž▄ø╝■Ż¼ęį╝░īŹ¼F▓┘ū„▀^│╠ūįäė╗»Īóų¦│ųŲ¾śI╚½├µ╝»│╔Ą─MES▄ø╝■ĪŻĖ∙ō■š{▓ķĮY╣¹Ż¼AMRė┌1992─Ļ╠ß│÷┴╦╚²īėĄ─Ų¾śI╝»│╔─Żą═(╚ńłD1╦∙╩Š)ĪŻ
1 ėŗäØīėĪŻę▓╩ŪøQ▓▀īė╩╣ė├Ą─╣▄└Ē╣żŠ▀Ż¼ų„ę¬æ¬ė├ŽĄĮy╩ŪERPĄ╚ĪŻ
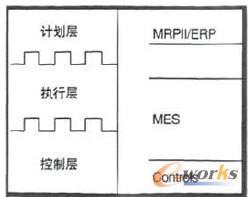
łD1 ╚²īėŲ¾śI╝»│╔─Żą═
ERPŽĄĮyĄ─╗∙▒Š│÷░l³c╩Ūėåå╬╣▄└ĒĪóõN╩█ŅA£y║═╬’┴ŽąĶŪ¾ėŗäØĄ╚ĻP┬ōå¢Ņ}Ż¼ų„ę¬╩Ūßśī”Ų¾śI┘Yį┤ėŗäØŻ¼ū„Üv╩ĘĘų╬÷║═ŅA£yīóüĒę¬░l╔·Ą─╩┬╝■ĪŻ
2 ł╠ąąīėĪŻ╩╣ė├╣żŠ▀MES(ųŲįņł╠ąąŽĄĮy)į┌ėŗäØ╣▄└Ēīė┼cĄūīė┐žųŲų«ķg╝▄Ųę╗ū∙ś“┴║ĪŻ
MES╩Ū╠Äė┌ėŗäØīė║═▄ćķgīė▓┘ū„┐žųŲŽĄĮyų«ķgĄ─ł╠ąąīėŻ¼×ķERPŽĄĮy║═┐žųŲŽĄĮy╠ß╣®ĻPµI┬ōĮėĪŻMESī”╔·«a▀^│╠▀MąąīŹĢr▒OęĢį\öÓ║═┐žųŲŻ¼═Ļ│╔╔·«aå╬į¬š¹║Ž║═ŽĄĮyā×╗»Ż¼═©▀^┐žųŲ░³└©╬’┴ŽįOéõĪó╚╦åTĪó┴„│╠ųĖ┴Ņ║═įO╩®Ą╚į┌ā╚Ą─╦∙ėą╣żÅS┘Yį┤üĒ╠ßĖ▀ųŲįņĖéĀÄ┴”Ż¼į┌╔·«a▀^│╠▀Mąą╬’┐ŲŲĮ║ŌĪóųŲėå╔·«aėŗäØīŹĢr┼┼«aĪóā×╗»š{Č╚Ż¼īŹ¼F┴╦Å─ėåå╬Ž┬▀_ĄĮ«aŲĘ═Ļ│╔š¹éĆĄ─╔·«a▀^│╠▀Mąąā×╗»╣▄└ĒŻ¼īŹ¼F┴╦īŹĢr╗»Ą─ERP/MES▀^│╠┐žųŲŽĄĮyĄ─╝»│╔ę╗¾w╗»
3 ┐žųŲīėĪŻę╗ŠĆ▓┘ū„╚╦åT╩╣ė├Ą─Ż¼ęįSCADA(öĄō■▓╔╝»┼c▒OęĢ)Ż¼HMI(Human Machine Interface)×ķ┤·▒ĒĄ─╔·«a▀^│╠▒O┐ž▄ø╝■ĪŻ
ERP┼cMESŽĄĮyĖ┼╩÷
╔·«aėŗäØĄ─╣▄└Ēį┌ERP║═MESųąČ╝╩ŪĘŪ│Żųžę¬Ą─╣”─▄║═ā╚╚▌ĪŻę╗░ŃŪķørŽ┬Ż¼Ų¾śIĄ─╔·«aėŗäØ╩Ūė╔╔Žīė╣▄└ĒŽĄĮyERPüĒ═Ļ│╔Ż¼╔·«aėŗäØį┌MES║═ERPųąĄ─▓╗═¼³cį┌ė┌Ż║
ERPĄ─╔·«aėŗäØ╩Ūęįėåå╬×ķī”Ž¾Ą─Ū░║¾┼┼┴ąŻ¼┐╝æ]ĄĮĢrķgę“╦žŻ¼ęį╚š×ķ┼┼┴ąå╬╬╗Ż¼Ž╚║¾╚šŲ┌ę└ō■õN╩█ėåå╬║═õN╩█ŅA£yĄ─ĢrķgĪóųŲįņ╠ßŪ░Ų┌║═įŁ▓─┐Ų└§┘Å╠ßŪ░Ų┌ĪóÄņ┤µĄ╚ę“╦žMRPĄ─▀ē▌ŗüĒėŗ╦ŃŻ╗╩Ū╗∙ė┌ėåå╬Ą─¤oŽ▐«a─▄ėŗäØĪŻ
MESĄ─╔·«aėŗäØęį╔·«a╬’┐Ų║═╔·«aįOéõ×ķī”Ž¾Ż¼░┤šš╔·«aå╬į¬▀Mąą┼┼│╠Ż╗ęįł╠ąą×ķī¦Ž“Ż¼┐╝æ]╝s╩°Śl╝■Ż¼░čERPĄ─╔·«aėåå╬┤“╔óŻ¼ųžą┬ėŗäØ╔·«a┼┼│╠Ż¼╩Ū╗∙ė┌ĢrķgĄ─ėąŽ▐«a─▄ėŗäØĪŻ
ęįŽ┬╩Ūī”ERP║═MESĄ─Ęų╣ż▀Mąą▒╚▌^Å─╣▄└ĒĘČć·Īó╣▄└Ēī”Ž¾Īó╣▄└Ēā╚╚▌Īó╣▄└ĒĢrą¦╦─éĆĘĮ├µüĒ▒╚▌^Ż║
1 ╣▄└ĒĘČć·Ż║ERP╩Ūī”š¹éĆŲ¾śI╗“Ų¾śI╝»łFśI䚥─╣▄└ĒŻ¼Č°MESĄ─╣▄└Ē╩Ūßśī”▄ćķg╗“╔·«aĘųÅSĄ─ĪŻ╝┤╩╣╩Ū╣”─▄ūŅ═ĻéõĄ─MESŽĄĮyŻ¼ī”š¹éĆŲ¾śIüĒšfŻ¼ę▓ų╗╩Ū╠ß╣®┴╦ę╗éĆ▒╚▌^¬MšŁĄ─ęĢĮŪŻ¼╚▒Ę”╣▄└Ēīė╣▄└Ē║═øQ▓▀╦∙ąĶę¬öĄō■Ą─īÆČ╚║═╔ŅČ╚ĪŻ
2 ╣▄└Ēī”Ž¾Ż║ERP╩Ūī”Ų¾śIš¹éĆ▀\ĀI┘Yį┤(╚╦ĪóžöĪó╬’)Ą─╣▄└ĒŻ¼ÅŖš{╬’┴„Īó┘YĮ┴„Ą─Įyę╗Ż¼ę▓╝┤╦∙ų^Ą─Ī░śIäšžöäšę╗¾w╗»Ī▒Ż╗MESĄ─╣▄└ĒätĖ³╝»ųąė┌╔·«a¼Fł÷┘Yį┤Ż¼╝┤įOéõĪó╣ż╦ć╬’┴ŽĄ╚ĪŻ
3 ╣▄└Ēā╚╚▌Ż║ERP╣▄└Ēš¹éĆŲ¾śIĄ─ā╚▓┐ārųĄµ£║═╣®æ¬µ£Ż¼╝┤õN╩█Īó▓╔┘Å╔·«aĪóÄņ┤µĪó┘|┴┐ĪóžöäšĪó╚╦┴”┘Yį┤Ą╚ĪŻÅŖš{╦∙ėą▀@ą®śI䚥─š¹║ŽŻ¼ÅŖš{ėŗäØ(õN╩█ėŗäØĪó╔·«aėŗäØĪó▓╔┘ÅėŗäØĄ╚)Ą─ģfš{║═┐žųŲŻ╗MESų„ę¬╣▄└Ē╔·«aĄ─ł╠ąąŻ¼░³└©╔·«a┘|┴┐╔·«aū„śIš{Č╚╔·«aīŹ┐āĘ┤üĄ╚ĪŻ
4 ╣▄└ĒĢrą¦Ż║ERPī”ėŗäØ║═śIäš╣▄└ĒĄ─Ģrå¢ģ^Č╬▒╚▌^īÆŻ¼ęį─Ļ╝ŠĪóį┬Īóč«╗“ų▄Īó╚š×ķå╬╬╗Ż╗ė╔ė┌ī”╔·«a¼Fł÷╣▄┐žĄ─ąĶ꬯¼MESĄ─╣▄└ĒĖ³╝ė╝Üų┬Ż¼╣▄ĄĮ╚šĪó░ÓĪóąĪĢrĪŻį┌ERPŽĄĮy«a╔·Ą─ķLŲ┌ėŗäØųĖī¦Ž┬Ż¼MESĖ∙ō■Ąūīė┐žųŲŽĄĮy▓╔╝»Ą─╔·«aīŹĢröĄō■Ż¼▀MąąČ╠Ų┌╔·«aū„śIĄ─ėŗäØš{Č╚Īó▒O┐žĪó┘Yį┤┼õų├║═╔·«a▀^│╠Ą─ā×╗»Ą╚╣żū„ĪŻ
MESĄ─╔·«aėŗäØ╣▄└Ē║═ERPĄ─╔·«aėŗäØ╣▄└Ē╣▓═¼śŗ│╔┴╦Ų¾śIš¹éĆ╔·«a▀^│╠Ą─╔·«aėŗäØ╣▄└ĒĪŻ×ķ┴╦Ė³║├ĄžīŹ¼F╔·«aŻ¼▒žĒÜīóMES╔·«aėŗäØ╣▄└Ē║═ERP╔·«aėŗäØ╣▄└Ēėąą¦ĄžĮY║Žį┌ę╗ŲŻ¼╩╣MES┼cERPę╗Ųśŗ│╔ėŗäØĪó┐žųŲĘ┤üĪóš{š¹Ą─═Ļš¹ķ]ŁhŽĄĮyŻ¼═©▀^Įė┐┌▀MąąėŗäØĪó├³┴ŅĄ─é„╦┘║═īŹ└DĄ─Įė╩šŻ¼╩╣╔·«aėŗäØĪó┐žųŲųĖ┴ŅĪóīŹ┐āą┼Žóį┌š¹éĆERPĪóMESĪó▀^│╠┐žųŲŽĄĮyŻ»╗∙ĄAūįäė╗»Ą─¾wŽĄųą═Ė├„Īó╝░ĢrĪóĒśĢ│Ą─Į╗╗źé„▀fĪŻ
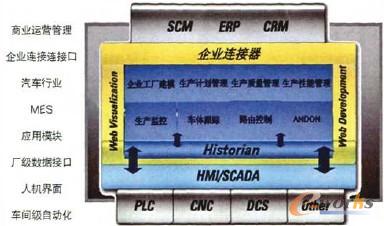
łD2 Ų¹▄ćÅSą┼ŽóŽĄĮyģfū„─Żą═
═©▀^ī”ERPĪóMES╔·«aėŗäØĄ─└ĒĮŌŻ¼į┌įOėŗMESĄ─╔·«aėŗäØ╣▄└ĒĢrŻ¼▒žĒÜ▒ŻūC┤╦ŽĄĮy─▄ē“īŹ¼FęįŽ┬╣”─▄Ż║
ėŗäØ╣▄└ĒŻ║(1)õN╩█ąĶŪ¾║═╔·«aėŗäØą┼Žó═©▀^MESŽĄĮy▀Mąąé„▀fŻ╗(2)╔·«aėŗäØūįäėŠÄ┼┼╣”─▄ĪŻ
╔·«aĖ·█ÖŻ║(1)Ė▓╔wSAP╔·«aĖ·█ÖĘČć·÷±Ż«╝Ü╗»Ė·█Öā╚ĮčŻ║(2)ų¦│ųVIN┤a║ĖčbŽ┬▀_╔·«a─Ż╩ĮĪŻ
▀^│╠┘|┴┐Ż║Į©┴ó▀^│╠┘|┴┐╣▄└ĒŽĄĮyĪŻ┐vŽ“ū÷ĄĮę╗▌v▄ć║Ė═┐┐éš¹éĆ╔·«a▀^│╠Ą─┘|┴┐ŪķørĮyėŗŻ╗ÖMŽ“ū÷ĄĮŽÓ═¼╣ż╦ć┘|┴┐ą┼Žó╣▓ŽĒĪŻ
öĄō■▓╔╝»Ż║(1)ØMūŃčb▄ćĮY╦ŃöĄō■▓╔╝»Ż╗(2)ūĘ╦▌╝■╣▄└ĒĪŻ
╬’┴Ž└ŁäėŻ║(1)ģf═¼╔·«aŻ╗(2)╬’┴Ž└ŁäėĪŻ
MES┼cERP╔·«aėŗäØ╣▄└Ē╝»│╔蹊┐
į┌Ų¹▄ćš¹▄ć╣½╦ŠĘŪ│ŻÅŖš{║ĖčbĪó═┐čbĪó┐éčb╚²┤¾▄ćķgĄ─╔·«aā×╗»ėŗäØ┼┼│╠╣”─▄Ż¼ųž┤¾ė░Ēæ╬’┴ŽŠ½ęµĪó╔·«a£╩ĢrĪóĄ═╔·«a│╔▒ŠĪó╔·«a┴”ąį─▄ĪŻ╔·«a┼┼│╠Ą─öĄō■į┤╩ŪÅ─ERPŽ┬é„Ą─Ż¼MESŽĄĮyąĶę¬Ė∙ō■Ė„éĆ▓╗═¼▄ćķgĄ─ė░Ēæę“╦žüĒ▀Mąąā×╗»╔·«a┼┼│╠Ż¼Ķbė┌Ė„éĆ▓╗═¼Ų¹▄ćš¹▄ć╣½╦Š╔·«a─Ż╩ĮĪóŠ▀éõ┘Yį┤Īó╔·«a─▄┴”▓Ņ«É║▄┤¾Ż¼Č°ė░Ēæā×╗»┼┼│╠Ą─ę“╦žĘŪ│Ż▒ŖČÓ▓óŪę╩ŪĮø│Żūā╗»Ą─Ż¼╚ń╔·«a╣Ø┼─Īó╬’┴Ž£╩éõŻ¼╬’┐Ųąį─▄Īó┘|┴┐Īó╔·«a╚╦åT╝╝─▄Īó╩ął÷ī¦Ž“Ą╚Ą╚Ż¼ąĶę¬MESŽĄĮyĖ∙ō■īŹļHŪķør▀MąąČ©ųŲķ_░lŻ¼ŽĄĮyę¬Ū¾ĘŪ│Żņ`╗ŅĪóķ_Ę┼Ż¼▀@śė▓┼─▄┤_▒Ż┼┼│÷üĒĄ─ėŗäØŪąīŹ┐╔ąąŻ¼ėŗäØł╠ąą┬╩Ė▀ĪŻ
─┐Ū░Ż¼▓╔ė├ERPŽĄĮyīŹ¼F╬’┴ŽąĶŪ¾ėŗäØ╗“┘Yį┤ėŗäØ╩ŪŲ¾śIūŅ│Żė├Ą─ę╗ĘN╔·«a╣▄└ĒĘĮ╩ĮĪŻERPą╬│╔ų„╔·«aėŗäØ║¾Ż¼į┌ęÄČ©Ą─ĢrķgŽ“ł╠ąąīėĄ─MESŽĄĮy░l╦═Š▀¾wĄ─╔·«aėŗäØŻ¼╝┤Ž“MES░l│÷Ī░╔·«a╩▓├┤Ī▒Ą─ųĖ╩ŠĪŻę“┤╦Ż¼ERPŽĄĮy▒Š╔Ē▓╗─▄ĢrĢršŲ╬š╔·«aäėæBŻ¼ī”╔·«aŪķør╩Ū═©▀^MESüĒīŹ¼FĪŻ
MES┼cERPöĄō■Į╗ōQ
MES┼cERPĄ─öĄō■Į╗ōQ▒ž▓╗┐╔╔┘Ż¼╠ß╣®╗∙ė┌S95Ż»B2MMLĄ─ś╦£╩Ų¾śI▀BĮėŲ„üĒļpŽ“Į╗ōQöĄō■║═ą┼ŽóŻ¼īŹ¼F┼cSAPĄ╚ų„┴„ERPĄ─öĄō■Į╗ōQŻ¼MES┼cERPĄ─Į╗ōQą┼Žó░³└©ā╔┤¾ŅÉŻ¼ERP░l╦═ĄĮMESĄ─ą┼Žó║═MESĘ┤üĮoERPĄ─ą┼ŽóĪŻ
ERP░l╦═ĄĮMESĄ─ą┼Žó░³║¼Ż║
Ė„▄ćķg╔·«aėåå╬Īó╔·«aėåå╬BOM
MESĘ┤üĮoERPĄ─ą┼Žó░³║¼Ż║
▄ć▌v╔ŽŠĆą┼ŽóĪó▄ć▌vŽ┬ŠĆą┼ŽóĪó╬’┴ŽŽ¹║─ĪóīŹ╩®ą¦╣¹
ėŗäØ╣▄└Ē
1 ╔·«aėŗäØųŲČ©
░┤Č©å╬┼┼«aĪóå╬┼_╗ņ┴„Ą─Š½ęµ╔·«aĘĮ╩Į╩Ū─┐Ū░Ų¹▄ćš¹▄ć╔·«aūĘŪ¾Ą─ę╗ĘN▌^×ķ└ĒŽļĄ─╔·«aĮM┐Ś─Ż╩ĮĪŻ▒M╣▄─┐Ū░Å─╚╦åT│╔▒ŠĪó╔·«aą¦┬╩Īó╩ął÷Ą╚Ė„éĆę“╦ž┐╝æ]Ż¼▀@ų╗╩Ūę╗éĆ─┐ś╦Ż¼Ą½ū„×ķą┼ŽóŽĄĮyę╗Č©╩Ū│»ų°▀@éĆĘĮ├µō¶įOėŗ║═▓╝ŠųĄ─ĪŻMESĖ∙ō■╗ņ┴„ŲĮ║ŌĄ─įŁätīŹ¼F┼┼«aŻ¼▓óėŗ╦Ń│÷čb┼õ▀^│╠ųąĖ„éĆŽÓĻP╣ż╬╗╦∙ąĶꬥ─╬’┴Žą┼ŽóŻ¼īŹ¼F╬’┐ŲĄ─└Łäė╣▄└ĒĪŻėåå╬╣▄└Ēīóį╩įSĘĮ▒Ń▀Mąą░lą“Ą─š{š¹(░³└©Ė─ą“Ż¼▓Õą“Ą╚)ĪŻ
į┌Ų¹▄ćųŲįņŲ¾śIųąŻ¼ėŗäØĄ─ųŲČ©▀^│╠╚ńłD3╦∙╩ŠĪŻ╩ūŽ╚Ż¼ERPĖ∙ō■ėåå╬║═ŅA£yąĶŪ¾Ż¼Įø▀^ī”ĻPµI╣żū„ųąą─Ą─┤ų─▄┴”ŲĮ║ŌŻ¼┤_Č©│÷ų„╔·«aėŗäØMPSŻ╗╚╗║¾Ż¼Ė∙ō■╔·«a╦∙ė├Ą─BOM┤_Č©╦∙ąĶ╬’┴ŽŻ¼═¼ĢrĖ∙ō■Äņ┤µĀŅør╔·│╔─▄┴”ąĶŪ¾ėŗäØŻ╗ūŅ║¾Ż¼Ė∙ō■─▄┴”ąĶŪ¾ėŗäØĄ├ĄĮ▄ćķgū„śIėŗäØ║═▓╔┘ÅėŗäØŻ¼ė├üĒųĖī¦╔·«a║═▓╔┘Åū„śIĪŻė╔ė┌ėą┴╦ŽÓæ¬Ą─ėåå╬║═BOMą┼ŽóŻ¼▀Ć┐╔į┌╠žČ©Ą─╣ż╬╗▀Mąą╔·«aĄ─ųĖī¦Ż¼ī”ė┌│÷ÕeĄ─Ūķør▀MąąųĖī¦║═Ę└ÕeĘ└┤¶╠Ä└ĒĪŻMESėŗäØ╣▄└Ē─ŻēK┐╔ęįėąą¦╣▄└Ē╗ņ┴„╔·«aėŗäØŻ¼═¼Ģr┐╔╔·«aėŗäØĄ─ł╠ąąŪķørīó═©▀^║═ERPĄ─Įė┐┌Ę┤üĄĮERPųąĪŻ
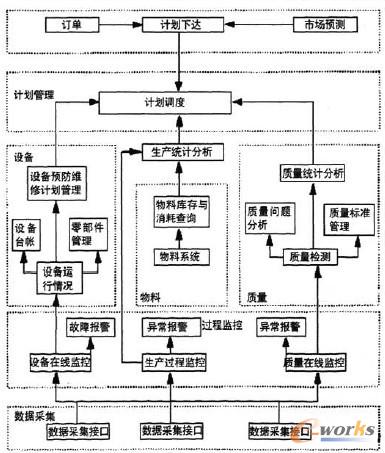
łD3 ╗∙ė┌MES║═ERPŽĄĮyĄ─╔·«aėŗäØ║═╣▄└Ē─Żą═
2 ėŗäØĄ─ł╠ąą║═┐žųŲ
ERP╔·«aėŗäØ║¾Ż¼Įø▀^MESĄ─ėŗäØš{Č╚Ż¼▓ó▀Mąą║Ž└Ē┼õų├Ż¼╔·│╔ūėėŗäØŻ¼Ž┬░lĮoĖ„╔·«aå╬į¬▀Mąą╔·«aŻ¼MESĄ─▒O┐ž║═öĄō■▓╔╝»╣”─▄īŹ¼F┴╦ī”╔·«aėŗäØł╠ąąŪķørĄ─┐žųŲŻ║Ė„éĆ▒O┐žå╬į¬ī”╔·«aĀŅør▀MąąĖ·█ÖŻ¼▓óī”ė░Ēæ╔·«aĄ─Ė„éĆę“╦žĀŅæB╚ń╬’┴ŽŪķørĪó╚╦┴”┘Yį┤Īó┘|┴┐Öz£yĪóįOéõĀŅæBĄ╚▀Mąą▒O┐žŻ¼īó╦∙Ė·█Ö║═▓╔╝»Ą├ĄĮĄ─╔·«aŪķørą┼Žó║═┘Yį┤ĀŅørą┼ŽóĘ┤üĮoų^Č╚╩ęŻ╗ūŅ║¾Ż¼ė╔š{Č╚╩ęī”╔·«aėŗäØųžą┬▀Mąąš{Č╚Ęų┼õĪŻ═¼ĢrŻ¼├┐éĆ▒O┐žå╬į¬Č╝ėął¾Š»ŽĄĮyŻ¼«ö│÷¼F«É│ŻŪķørĢrŻ¼ł¾Š»ŽĄĮyĢ■čĖ╦┘Ę┤üĄĮš{Č╚╩ęŻ¼Ģ║═Ż╗“ĮKų╣╔·«aėŗäØĄ─ł╠ąąĪŻMESį┌▒O┐ž╔·«aėŗäØł╠ąąŪķørĄ─═¼ĢrŻ¼▀Ć╔·│╔╔·«a▀MČ╚Ęų╬÷ł¾ĖµŻ¼▓óīóĻPµIą┼ŽóĘ┤üĮo╔ŽīėĄ─ERPĪŻ▀@śėŻ¼į┌MESĄ─╣”─▄▒ŻšŽŽ┬Ż¼š¹éĆŽĄĮyīŹ¼F┴╦ī”╔·«aėŗäØĄ─ėąą¦┐žųŲĪŻ

łD4 ╔·«a▀^│╠┐žųŲ
▄ć▌vĖ·█Ö
į┌╗ņ┴„╔·«aųąŻ¼▄ć▌vĖ·█Öė╚×ķųžę¬ĪŻ▄ć▌väėæBĻĀ┴ą╩Ū╬’┴Ž└Łäė║═ėåå╬Ė·█ÖĄ─╗∙ĄAĪŻę╗░ŃŻ¼▄ć▌vį┌▄ć╔Ē▄ćķg(║Ėčb▄ćķg)Š═ķ_╩╝Ė·█ÖŻ¼į┘ĄĮWBSŻ¼═©▀^═┐čb▄ć┬äŻ¼Įø▀^PBSųžą┬┼┼ą“Ż¼ų▒ų┴┐éčb▄ćķgŽ┬ŠĆÖz“×ĮY╩°║¾Ż¼▀M╚ļ│╔ŲĘÄņĪŻĖ·█ÖĘĮ╩ĮęįŚlą╬┤a║═╔õŅlś╦║××ķų„ĪŻ▄ć▌vĄ─VIN╠¢╩Ū▄ć▌vĄ─╬©ę╗ś╦ūRĪŻ
MESėąīŻķTßśī”▄ć▌vĄ─Ė·█Ö║═┐žųŲ▄ø╝■Ż¼┐╔ęįīŹ¼F▄ć¾wĖ·█Ö║═▄ć¾w┬Ęė╔╣”─▄ĪŻ▓ó╠ß╣®«aģ^ā╚▄ć▌v’@╩Š╣”─▄Ż¼═©▀^ģR┐éĄ─Śl┤aą┼Žó║═ŅAŽ╚įOČ©Ą─Ė„ģ^ė“Ż¼īŹĢr’@╩Š▓╗═¼ģ^ė“Ą─▄ć▌vą┼ŽóŻ¼╚ń’@╩Š║ĖčbĪó═┐čb║═┐éčb▄ćķgĄ─į┌ųŲ▄ć▌vĄ─ą┼ŽóŻ¼╚ń’@╩ŠŽ┬ŠĆ║¾Ą─Ė„Özą▐║═Öz▓ķģ^ė“Ą─▄ć▌vą┼ŽóĪŻ
▄ćķg╔·«aėŗäØ║═š{Č╚ĘĮĘ©
╩ūŽ╚┐éĮY▄ćķg╔·«aīŹ█`Įø“×ęį╝░ERPŽ┬▀_Ą─╔·«aėŗäØī”ėŗäØŲ┌╗“ŅAŲ┌ąĶŪ¾Īó╝ė╣żįOéõ║═╣ż╝■╣ż╦ć╠žš„▀MąąĘų╬÷Ż¼╚╗║¾┤_Č©╔·«a╚╬䚥─Ųź┼õ╝ė╣ż┘Yį┤Ż¼▀MąąĪ░╣ż╝■-įOéõĪ▒Ą─Ųź┼õĪŻŠ▀¾wĘĮĘ©╩Ūį┌ę╗éĆ╔·«aų▄Ų┌(-░Ń×ķę╗ų▄)└’Ż¼┐╝æ]╝ė╣ż╚½▓┐╣ż╝■╦∙ąĶĄ─┼·┴┐öĄūŅ╔┘║═╚½▓┐ÖCŲ„Ą─ŲĮŠ∙└¹ė├┬╩ūŅĖ▀ā╔ĘĮ├µŻ¼ī”╣ż╝■╝ė╣ż╚╬äš▀MąąŅÉą═┼cöĄ┴┐Ą─Ęų┼·ĪŻŲõ┤╬Ż¼į┌┐╝æ]įOéõĪóūāžøŲ┌ĪóÖCŲ„žō║╔Š∙║ŌĄ╚╝s╩°Ū░╠ߎ┬Ż¼│õĘų┐╝æ]╩╣Ęų┼õĮo▓╗═¼ÖCŲ„Ą─╣żū„┴┐╦∙ąĶĄ─╝ė╣żĢrķg▓ŅäeūŅąĪ║═ÖCŲ„╔Ž╣ż╝■▓┘ū„Ą─╣żĒśą“Ą─ā×╗»ā╔ĘĮ├µå¢Ņ}▀MąąĪ░╣żą“-┘Yį┤Ī▒Ą─Ųź┼õĪŻį┘┤╬Ż¼ī”ėŗäØ┼cš{Č╚ĮY╣¹▀MąąĘ┬šµĘų╬÷┼cŠC┼_įuārŻ¼ęį┤╦╩ųČ╬▀Mę╗▓ĮĖ─▀MėŗäØ┼cš{Č╚ĘĮ░ĖŻ¼īŹ¼FERP┼cMES╔·«aėŗäØ║═š{Č╚▀^│╠Ą─╚½Šųā×╗»ĪŻų„ę¬░³└©ęįŽ┬ā╔ĘĮ├µĄ─ā╚╚▌Ż║ę╗╩Ūī”╔·«a┬╩ĪóųŲįņų▄Ų┌Īó«aŲĘ╗ņ║Ž▒╚ūā╗»ī”╔·«a┬╩Ą─ė░ĒæĪóŲ┐Ņi┼cČ┬╚¹╝░įOéõžō║╔Š∙║ŌĄ╚▀MąąĘų╬÷Ż╗Č■╩Ūįu╣└Īó▀xō±▌pænš{Č╚▓▀┬į┼cū„śIėŗäØŻ¼įu╣└│╔ŲĘ┼c░ļ│╔ŲĘĄ─Äņ┤µĄ╚ĪŻ╚¶Ęų╬÷┼cįuārĮY╣¹▀_ĄĮŅAėŗę¬Ū¾Ż¼ät┐╔Ž┬▀_╔·«aųĖ┴ŅŻ¼Ę±ätŻ¼š{š¹ėŗäØ┼cš{Č╚▓▀┬įŻ¼▀Mąąį┘ėŗäØĪóį┘š{Č╚Ż¼ų▒ĄĮØMūŃę¬Ū¾×ķų╣ĪŻūŅ║¾Ż¼Ė∙ō■Öz£y▒O┐žŽĄĮy▓╔╝»Ą─╣╩šŽ┼cö_äėą┼Žóī”ŽĄĮyū„│÷╝░ĢrĘ┤æ¬Ż¼▀MąąīŹĢrš{Č╚ĪŻī”ųŲįņŽĄĮyųąĮø│Ż«a╔·Ą─ę╗ą®▓╗┐╔ŅAęŖĄ─ö_äėŻ¼└²╚ńÖCŲ„╣╩šŽĪó╝▒╝■Ą─▓Õ╚ļĄ╚Ż¼┤“üy┴╦įŁŽ╚Ą─ū„śIėŗäØĪóš{Č╚░▓┼┼Ż¼╝░ĢrĖ∙ō■ŽĄĮy«öŪ░Ą─ĀŅæBŻ¼ī”Ųõ┘Yį┤▀MąąīŹĢräėæBš{Č╚Ż¼ųžą┬▀MąąęÄäØ┼cĘ┬šµĪŻ
īŹ¼FMES┼cERPĄ─š¹║ŽŻ¼ĻPµIį┌ė┌śIäš┴„│╠Ą─ā×╗»║═š¹╔ßęį╝░ī”╦∙╔µ╝░MES║═ERPŽĄĮyĄ─Š▀¾wĘų╬÷ęį│õĘų░lō]Ė„ŽĄĮyĄ─ā×ä▌ĪŻĮ³ą®─ĻüĒŻ¼MESėą┴╦ą┬Ą─░lš╣Ż¼ėąĄ─MESŽĄĮy╣”─▄ęčĮøĘŪ│ŻÅŖ┤¾Ż¼┼cERPį┌╣”─▄īŹ¼F╔Žėąųž»BĄ─ĄžĘĮŻ¼ė┌╩Ū│÷¼F┴╦Ī░║±3▒Ī4Ī▒║═Ī░║±4▒Ī3Ī▒(ę▓╝┤ųžERP▀Ć╩Ū╩ŪųžMES)Ą─šfĘ©Ż¼▀@ąĶę¬╬ęéāĖ∙ō■Ų¾śIĄ─īŹļHśIäšąĶ꬯¼Ęų╬÷╦∙ė├ERPŽĄĮy║═MESŽĄĮyĄ─╣”─▄╠ž³cŻ¼▒╚▌^į┌ERPųąīŹ¼F╗“į┌MESųąīŹ¼FĪó╗“ę╗▓┐Ęųį┌ERPųąīŹ¼FŻ¼┴Ēę╗▓┐Ęųį┌MESųąīŹ¼F▀@ÄūĘNĘĮ░ĖĘųäeėą──ą®ā׳cĪó──ą®╚▒³cŻ¼╚╗║¾øQČ©╚Ī╔ßĪŻ▒╚╚ńŻ¼╔·«aėŗäØ╣▄└Ēį┌ā╔éĆŽĄĮyųąČ╝─▄ū÷Ż¼Ą½╚ń╣¹╔µ╝░öĄō■▓╔╝»ŽĄĮyĪó╬’┴ŽĖ·█ÖĄ╚Ż¼MESį┌▀@ĘĮ├µ▒╚ERP╣”─▄ÅŖŻ¼MES┐╔ęį═Ļ│╔╔·«aĄ─┼┼«aĪó╬’┴ŽĖ·█ÖĪó╔·«aĀŅæB┐žųŲĄ╚Ż¼Ė∙ō■▄ćķg╔·«aĄ─═Ļ│╔Ūķør║═╬’┴ŽĄ─Ž¹║─Ūķørų„äėŽ“ERP░l│÷╬’┴ŽŽ¹║─šłŪ¾Ż¼ØMūŃūįäė╗»╔·«aĄ─╬’┴ŽŽ¹║─ę¬Ū¾Ż╗═©▀^į┌ŠĆ┘|┴┐Öz£yŻ¼╝░Ģr░č┘|┴┐öĄō■▓╔╝»ĄĮMESųąŻ¼╩╣į┌ųŲŲĘĄ─┘|┴┐─▄ē“╝░ĢrĄ├ĄĮ┐žųŲŻ║═©▀^▒O┐ž╔·«a▀^│╠Ż¼ūįäė╝mš²╔·«aųąĄ─Õeš`╗“Ž“ė├æ¶╠ß╣®øQ▓▀ų¦│ųęį╠ßĖ▀╔·«aą¦┬╩ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║Ų¹▄ćąąśI╗∙ė┌MES┼cERPŽĄĮy╔·«aėŗäØ╝»│╔蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401934913.html






















