



1ļŖÜŌ┐žųŲįO(sh©©)éõ├Ķ╩÷
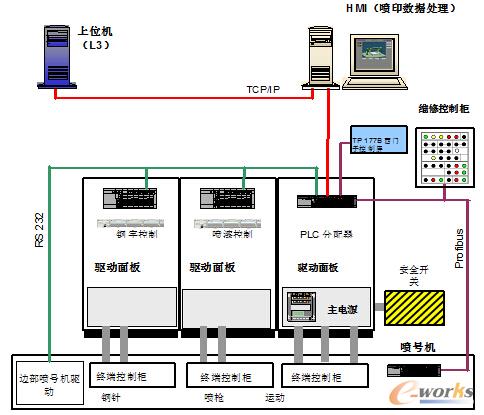
ćŖ╠¢ÖC(j©®)ļŖÜŌ┐žųŲŽĄĮy(t©»ng)Ą─įO(sh©©)éõų„ę¬░³└©Ż║╔Ž╬╗ÖC(j©®)Īóų„┐žųŲ├µ░ÕĪóų„ļŖį┤├µ░ÕĪó├µćŖ“ī(q©▒)äė├µ░ÕĪóõōūų“ī(q©▒)äė├µ░ÕĪóHMI╚╦ÖC(j©®)Į╗╗źĮń├µėŗ╦ŃÖC(j©®)Īó╬„ķTūė┐žųŲ├µ░Õęį╝░¼F(xi©żn)ł÷ŠSą▐┐žųŲ╣±Ą╚ĮM│╔ĪŻė▓╝■┐žųŲįO(sh©©)éõ▓╝ų├įŁ└ĒłD╚ńŽ┬łD╦∙╩ŠŻ║
1.1 ┐žųŲ├µ░Õ
┐žųŲčbų├░▓čbį┌▒Īõō░ÕųŲĄ─Īóā╚(n©©i)▓┐ė╔¤╔╣Ō╣▄šš├„Ą─├µ░Õ▌┘ā╚(n©©i)ĪŻ┐ž├µ░Õ┐žųŲÖC(j©®)Ų„Ą─ų„ę¬▓┘ū„░³└©ų„ PLCŻ¼╬„ķTūėŽĄ┴ąS7-300PLCöĄ(sh©┤)ō■(j©┤)═©ėŹ▀BĮė┐©ļŖÖC(j©®)┐žųŲŅl┬╩▐D(zhu©Żn)ōQŲ„ęį╝░▌ö╚ļ▌ö│÷┐©Ą╚ĪŻ▀@éĆ├µ░Õ╔Ž▀ĆįO(sh©©)ėą┼cų„ÖC(j©®)═©ėŹ║═▓┘ū„ĮKČ╦Ą─▀BĮėĪŻ
1.2 ų„ļŖį┤├µ░Õ
ų„ļŖį┤├µ░Õ░³└©╗∙▒ŠĄ─┼õļŖŽĄĮy(t©»ng)║═ūāē║Ų„Ż¼ų„▌ö╚ļŠĆ░▓čbį┌├µ░ÕŽõā╚(n©©i)Ż¼Šo╝▒═Ż▄ćĄ─░▓╚½─ŻēKŻ¼░▓╚½Ę└ūo(h©┤)čbų├╝░┐éķ_ĻP(gu©Īn)ę▓║Ž└ĒĄ─ĮM║Ž░▓čbį┌▀@éĆŽõ¾wā╚(n©©i)Ż¼ą┼╠¢║═┐žųŲķyė├Ą─24VļŖį┤ę▓į┌├µ░Õā╚(n©©i)ĪŻąĪ▄ćĄ─Ņl┬╩▐D(zhu©Żn)ōQŲ„ę¬å╬¬Ü(d©▓)░▓čbęį▒Ńų▒Įė┼cļŖ└|▀BĮėĪŻ├µ░Õ┼õėą╩ųäė┐žųŲĄ─ķ_ĻP(gu©Īn)┐╔ęįŪąöÓ├µ░Õā╚(n©©i)╦∙ėąļŖŲ„Ą─ų„▌ö╚ļļŖį┤ĪŻķ_ĻP(gu©Īn)čbėąµiŠoĖĮ╝■Ż¼┐╔ęį╩╣╩ų▒·µiČ©į┌ŪąöÓĀŅæB(t©żi)ĪŻ
1.3 ćŖėĪ“ī(q©▒)äė├µ░Õ
ćŖŲß“ī(q©▒)äėŲ„Ų┴░³║¼╦∙ėą┼c═Ļ│╔ćŖėĪū„śI(y©©)ėąĻP(gu©Īn)Ą─ļŖŲ„įO(sh©©)éõŻ¼░³└©ūāē║Ų„Ż¼▀^▌dķ_ĻP(gu©Īn)Ż¼└^ļŖŲ„║═ė├ė┌ķy║═ćŖśīĄ─ļŖį┤ĪŻ ╦³▀Ć░³└©┼cPLC▀BĮėĄ─ćŖŲß“ī(q©▒)äėŲ„ĪŻćŖėĪöĄ(sh©┤)ō■(j©┤)═©▀^PLCĮø(j©®ng)▀^┤«ąą═©ą┼┐žųŲé„▌ö?sh©┤)Į“?q©▒)äėŲ„Ż¼╦³┐╔ęį▐D(zhu©Żn)ōQćŖėĪöĄ(sh©┤)ō■(j©┤)Ż¼▓ó▒ŻūC┐ņ╦┘Š½┤_Ą─åóäėćŖśīĪŻė░ĒæćŖėĪ┘|(zh©¼)┴┐Ą─ģóöĄ(sh©┤)─▄═©▀^HMIĮoėĶš{(di©żo)š¹ĪŻ ╦³▀Ć░³└©ļŖäėćŖŲßćŖśīĄ─ų▒┴„ļŖ┬ĘŻ¼ė├ė┌ćŖŲßćŖėĪŅ^Ą─ćŖśīåóäėĄ─ļŖį┤║═ļŖį┤ļŖūėčbų├Ż¼╦∙ėąĄ──ŻēK┐©ę╗Ų░▓▌dįō┐žųŲŲ┴║¾├µĪŻ
1.4 ø_ėĪ“ī(q©▒)äė├µ░Õ
┤╦├µ░Õ░³└©ė├ė┌õōūųŅ^╣żū„Ą─DCļŖ┬Ęęį╝░▓Į▀M(j©¼n)ļŖÖC(j©®)ĪŻ×ķõōūųŅ^╠ß╣®─▄┴┐Ą─ļŖ┬ĘŻ©čbėąš¹┴„Ų„║═ļŖį┤Ż®║═▓Į▀M(j©¼n)ļŖÖC(j©®)┐žųŲčbų├═¼╦∙ėąĄ──ŻēK┐©░▓čbį┌ę╗éĆ┐╔ą²▐D(zhu©Żn)Ąūū∙╔ŽŻ¼įōįO(sh©©)ų├┐╔ĘĮ▒ŃĄž┤“ķ_▀M(j©¼n)ąąÖz“×║═ŠSūo(h©┤)ĪŻįō├µ░Õ▀Ćčbėąø_ėĪ“ī(q©▒)äėŲ„Ż¼┼cPLC▀BĮėį┌ę╗ŲĪŻ╦∙꬜╦(bi©Īo)ėøĄ─ūųĘ¹┐╔ęįÅ─PLC▐D(zhu©Żn)ōQ═©▀^┤«ąą═©ėŹ┐žųŲé„ĄĮ“ī(q©▒)äėŲ„Ż¼╦³┐╔▐D(zhu©Żn)ōQöĄ(sh©┤)ō■(j©┤)▓ó▒ŻūC┐ņ╦┘£╩(zh©│n)┤_Ąžåóäėø_ėĪŅ^
ė░Ēæø_ėĪ┘|(zh©¼)┴┐ĄžģóöĄ(sh©┤)┐╔═©▀^HMIš{(di©żo)š¹ĪŻ
1.5 (HMI)▓┘ū„š▀PCŻ©öĄ(sh©┤)ō■(j©┤)╠Ä└ĒŲ„Ż®
┤╦ŽĄĮy(t©»ng)ė╔ś╦(bi©Īo)£╩(zh©│n)PCĮM│╔Ż¼░³└©┐žųŲŲ„ĪóµI▒PĪó╩¾ś╦(bi©Īo)║═WINDOWS▓┘ū„ŽĄĮy(t©»ng)ĪŻ įōP(y©óng)C┐╔ęįā”┤µ50╠ūś╦(bi©Īo)ėøöĄ(sh©┤)ō■(j©┤)Ż¼Ųõųąę╗╠ūüĒūį╔Ž╬╗ÖC(j©®)Ż¼Č°ŲõėÓĄ─49╠ū┐╔ęįį┌µI▒P╔Ž╩ųäėŠÄ▌ŗ╩╣ė├ĪŻ╦∙ėąĄ─50╠ūöĄ(sh©┤)ō■(j©┤)Š∙┐╔ęįė╔▓┘ū„åTŠÄ▌ŗ▓ó▀xō±ś╦(bi©Īo)ėøĪŻ
1.6 Siemens TP177B (HMI)
▒ŠÖC(j©®)┼õéõėąę╗éĆHMI (Human Machine InterfaceŻ¼╚╦ÖC(j©®)Įń├µ)Ż¼╦³─▄×ķ▓┘ū„š▀╝░įO(sh©©)éõķg╠ß╣®ę╗éĆęĢłD╗»Įń├µĪŻįōĮń├µ╩╣▓┘ū„š▀ī”╔·«a(ch©Żn)┴„│╠Ą─▒O(ji©Īn)£y▀_(d©ó)ĄĮūŅā×(y©Łu)╗»Ż¼═¼Ģr═©▀^┤╦Įń├µ▀Ć┐╔š{(di©żo)╣Ø(ji©”)ę╗ą®ģóöĄ(sh©┤)Īó½@Ą├ę╗ŽĄ┴ąĄ─ņoæB(t©żi)ą┼ŽóŻ¼░³└©┼┼│²╣╩šŽĄ─ą┼ŽóĄ╚ĪŻTP-177B┼õéõėą256╔½ė|├■Ų┴Ż¼USBĮė┐┌╝░ĘĆ(w©¦n)Č©ą┼ŽóŠÅ┤µŻ¼┐╔ęįį┌¤oļŖ│žų¦│ųĄ─ŪķørŽ┬ė└Š├▒Ż┤µą┼ŽóĪŻ╚ńłD╦∙╩ŠŻ║

TP-177Bā╚(n©©i)ų├MPI multi-point interfaceŻ¼ČÓ³cĮń├µ) PROFINET╗“PROFIBUS DPų¦│ų┼cS7PLCŠW(w©Żng)Įj(lu©░)Ą─¤oŠĆ▀BĮėĪŻ│÷ė┌░▓╚½┐╝æ]Ż¼ī”ė┌įO(sh©©)éõė├æ¶Įń├µĄ─įLå¢įO(sh©©)ėąöĄ(sh©┤)╝ē├▄┤a▒Żūo(h©┤)ĪŻįōHMI╠ß╣®┴╦4éĆ▓╗═¼Ą─╝ēäeĄ─ė├æ¶ūóāįŻ©▓┘ū„š▀Ż¼ŠSą▐Ż¼Öz£yÄū╣▄└ĒåTŻ®▓óŪę├┐éĆ╝ēäeČ╝ėą▓╗═¼Ą─įLå¢ÖÓ(qu©ón)Ž▐ĪŻ├┐éĆ╝ēäeĄ─ÖÓ(qu©ón)Ž▐┐╔Ė∙ō■(j©┤)ė├æ¶Ą─ąĶę¬įO(sh©©)Č©ĪŻ
×ķ┴╦Įoė├æ¶╠ß╣®Ė³ŪÕ│■Ą─ą┼ŽóŻ¼HMI’@╩ŠöĄ(sh©┤)éĆŲ┴─╗Ż¼├┐éĆŲ┴─╗Č╝ī”æ¬(y©®ng)įO(sh©©)éõĄ─įö╝Ü(x©¼)╣”─▄ģ^(q©▒)ė“ĪŻŠ▀¾wĄ─łDŲ¼öĄ(sh©┤)ūų╝░ā╚(n©©i)╚▌╚ĪøQė┌įO(sh©©)éõĄ─Å═(f©┤)ļsąįĪŻė├ė┌ŪÕŽ┤裣h(hu©ón)Ż¼ćŖśī╝ż╗ŅĄ╚Ą─Ė„ĘNģóöĄ(sh©┤)Ą─š{(di©żo)š¹Č╝┐╔ęįį┌HMI╔ŽīŹ¼F(xi©żn)ĪŻ
Š»ł¾ł¾ĖµŽĄĮy(t©»ng)╩ŪHMIĄ─ę╗éĆ╗∙▒Š▓┐ĘųĪŻ├┐éĆå╬¬Ü(d©▓)Ą─Š»ł¾Č╝ėą¬Ü(d©▓)┴óĄ─Š»ł¾ŠÄ┤aŻ¼┐╔ęįŪÕ│■Ą─’@╩ŠŠ»ł¾üĒūįįO(sh©©)éõĄ───éĆ▓┐ĘųĪŻŠ»ł¾Ą─įŁę“Ģ■į┌HMI╔ŽĄ─╬─▒ŠųąŪÕ│■▒Ē├„Ż¼Š»ł¾░l(f©Ī)╔·Ą─Ģrķg╚šŲ┌ę▓Ģ■’@╩ŠĪŻŠ»ł¾Ģ■ĘųĮM’@╩ŠŻ¼▀@śė▓┘ū„š▀ų╗ąĶę╗č█Š═┐╔ęį┼ąöÓŠ»ł¾Ą─ć└(y©ón)ųžąįĪŻHMI▀Ć╠ß╣®│ų└m(x©┤)Ą─Ė³ą┬ą┼ŽóŻ¼ĻP(gu©Īn)ė┌░▓╚½įO(sh©©)éõĄ─ĀŅørŻ¼ćŖŲߥ╚║─▓─ę║╬╗Ż¼«ö(d©Īng)Ū░▓┘ū„─Ż╩ĮŻ¼š²į┌▀M(j©¼n)ąąĄ─ś╦(bi©Īo)ėøū„śI(y©©)ŪķørĄ─║åå╬├Ķ╩÷Ą╚ĪŻ
1.7 ŠSą▐┐žųŲ╣±
×ķ┴╦▒Ńė┌£yįć║═š{(di©żo)š¹Ż¼į┌ś╦(bi©Īo)ėøįO(sh©©)éõ╔Ž░▓čb┴╦ę╗éĆŠSą▐├µ░ÕĪŻŪ░├µ░Õ╔Ž┐╠ėą▒žę¬Ą─╬─ūųšf├„║═Ę¹╠¢ĪŻ Ū░├µ░Õ╔ŽčbėąćŖŲßćŖśī£yįć░┤Ōo║═ÖC(j©®)Ų„╣”─▄░┤ŌoŻ¼šłūóęŌŻ¼į┌╩ųäėĀŅæB(t©żi)Ž┬▓╗─▄▀M(j©¼n)ąąś╦(bi©Īo)ėøū„śI(y©©)ĪŻŠSūo(h©┤)├µ░Õ╔ŽčbėąŠo╝▒═Żų╣░┤Ōo║═░▓╚½ķ_ĻP(gu©Īn)Ż¼ķ_ĻP(gu©Īn)┼õėąµiŠoĖĮ╝■Ż¼┐╔ęį░č╩ų▒·µiČ©į┌ŪąöÓĀŅæB(t©żi)ĪŻėąę╗╠ū╩ų│ų░┤Ōo║ą┐╔▀b┐žćŖśīĮMĄ─ŪÕŽ┤Ēśą“ĪŻ░┤ŌoĮM═©▀^╚ßąįļŖ└|Īó▓ÕŅ^Īó▓Õū∙┼cŠSūo(h©┤)├µ░Õ▀BĮėĪŻ
2┐žųŲŽĄĮy(t©»ng)Ą─▄ø╝■ĮY(ji©”)śŗ(g©░u)
MAGNEMAG▄ø╝■╩Ū╗∙ė┌ę╗ŽĄ┴ą▄ø╝■─ŻēKŠÄųŲĄ─Ż¼▀Ć░³└©┴╦ę╗ą®ą┬Ą─įO(sh©©)ėŗ└Ē─ŅŻ¼┐╔▒ŻūCĄ├ĄĮį┌ćŖę²ÖC(j©®)║═╔·«a(ch©Żn)ŠĆų«ķgīŹ¼F(xi©żn)ūŅ╝čĮY(ji©”)║Ž▓ó┴Ņė├æ¶ØMęŌĄ─ŽĄĮy(t©»ng)ĪŻ
2.1▄ø╝■ĮY(ji©”)śŗ(g©░u)░³└©╚ńŽ┬─ŻēKŻ║
1) įO(sh©©)Č©ūā┴┐Ż║ł╠(zh©¬)ąą▒ŠÖC(j©®)╣żū„ģóöĄ(sh©┤)Ą─│§╩╝╗»ĪŻ▀@śė┐╔▒ŻūCį┌▒ŠÖC(j©®)åóäė║¾┐é╩Ū╩╣ė├╣żū„ģóöĄ(sh©┤)Ą─║ŽĘ©ųĄĪŻ
2) Öz▓ķĀŅæB(t©żi)Ż║ł╠(zh©¬)ąą▒O(ji©Īn)┐ž▒ŠÖC(j©®)┐╔─▄│÷¼F(xi©żn)Ą─Ė„ĘNÕeš`ą┼╠¢║═Õeš`ŪķørĪŻ┐╔ĮoėĶÕeš`ā×(y©Łu)Ž╚ąįŻ¼ę“┤╦ė╔Ą┌ę╗┤╬Õeš`ę²ŲĄ─Ą┌Č■┤╬Õeš`╬┤▒╗’@╩ŠĪŻ
3) ŽĄĮy(t©»ng)┐žųŲŻ║ł╠(zh©¬)ąą▒ŠÖC(j©®)▓┘ū„ĘĮ╩ĮĄ─▀B└m(x©┤)╔·│╔ĪŻ┐┐▌ö╚ļųT╚ńŠSą▐Ų┴╔ŽĄ─µIķ_ĻP(gu©Īn)ĪóåóäėĪó═Żų╣░┤Ōo╝░“ķ_ÖC(j©®)”Ą─ģóöĄ(sh©┤)Ż¼─ŻēKŠ═Ģ■╔·│╔šf├„▒ŠÖC(j©®)▓┘ū„ĘĮ╩ĮĄ─▌ö│÷ĪŻ
4) Ųõ╦¹▒O(ji©Īn)ęĢŻ║ė├ė┌į┌═©▀^├┐éĆ│╠ą“Ģr▒╗Öz▓ķ╗“ł╠(zh©¬)ąąĄ─ūė│╠ą“ĪŻ
5) OPC═©ėŹ Ż║ł╠(zh©¬)ąąOPC║═OPC“ī(q©▒)äėų«ķgļpŽ“═©ėŹĪŻ═©ėŹ╩ŪRS232▀BĮėĪŻ
6) ¤¶┐žųŲŲ„Ż║ł╠(zh©¬)ąąÖC(j©®)Ų„ā╚(n©©i)╦∙ėą¤¶Ą─┐žųŲ
7) öĄ(sh©┤)ō■(j©┤)╠Ä└ĒŲ„Ż║╩š╝»Å─ų„ÖC(j©®)║═OPC═©ėŹĄĮŲõ╦¹─ŻēKĄ─╚½▓┐öĄ(sh©┤)ō■(j©┤)ĪŻį┌öĄ(sh©┤)ō■(j©┤)é„▌öŪ░─▄ē“▀M(j©¼n)ąąĖ„ĘNöĄ(sh©┤)ō■(j©┤)Ą─ėąą¦ąįÖz▓ķĪŻ
8) ┬▌ŠĆ╚”┐žųŲŻ║┐žųŲćŖ/ø_ėĪ“ī(q©▒)äė║═┬▌ŠĆ╚”Ż¼
9) ╩ųäė┐žųŲŻ║ł╠(zh©¬)ąą▒ŠÖC(j©®)╣”─▄Ą─╩ųäė┐žųŲĪŻÖC(j©®)Ų„Ą─╣”─▄┐╔į┌ŠSą▐Ų┴╝ż╗ŅĪŻĒśą“┐žųŲŻ║ł╠(zh©¬)ąąįO(sh©©)éõūįäė─Ż╩ĮŽ┬Ą─Ēśą“┐žųŲĪŻŲõųąī”ė┌Ēśą“ĢrķgĄ─┐žųŲ╩ŪĒśą“┐žųŲĄ─ę╗▓┐ĘųĪŻ
10) ŪÕŽ┤┐žųŲŻ║Ę└ų╣┘Ć╚¹ĪŻėąā╔ĘNŪÕŽ┤─Ż╩ĮŻ¼╝┤ķgĖ¶ŪÕŽ┤║═ćŖėĪ║¾ŪÕŽ┤ĪŻ▀@ā╔ĘNŪÕŽ┤ĘĮ╩ĮĖ∙ō■(j©┤)ÖC(j©®)Ų„ś╦(bi©Īo)ėøĢrĄ─└õ¤ßĮķ┘|(zh©¼)Č°ĘĮĘ©▓╗═¼ĪŻ
11) “ī(q©▒)äėŪÕŽ┤Ż║ł╠(zh©¬)ąąćŖėĪŅ^║═ŠĆą═“ī(q©▒)äėį┌ŪÕŽ┤╬╗ų├Ą─Č©╬╗ĪŻė╔“ŪÕŽ┤┐žųŲ”─ŻēK╝ż╗ŅĪŻ
12) ╔²ĮĄ┐žųŲŲ„Ż║į┌ćŖėĪŅ^Ą─Ė▀╬╗║═Ą═╬╗ų«ķgł╠(zh©¬)ąą╔Ž╔²║═Ž┬ĮĄĄ─Č©╬╗┐žųŲĪŻ
13) Š»ł¾┐žųŲŻ║ł╠(zh©¬)ąą╚²ĘNÕeš`ĀŅæB(t©żi)Ą─┐žųŲŻ¼╝┤“ł¾Š»”Īó“ł¾Š»100”Īó“ł¾Š»200”ĪŻł¾Š»┐žųŲŲ„Įė╩▄üĒūįŲõ╦¹─ŻēKĄ─ęį╔Ž╚²ĘNĘĮ╩ĮĪŻ
14) ╗ŅūųŠÄ▌ŗŻ║═©▀^Ė──ŻēK┐╔ęį▀M(j©¼n)ąą╗ŅūųŠÄ▌ŗ║═į÷╝ėą┬ś╦(bi©Īo)ūR║═ūųĘ¹ĪŻ
2.2╝╝ąg(sh©┤)ģóöĄ(sh©┤)
ó┼┐žųŲ├µ░ÕŻ║┐žųŲ├µ░Õ╩╣ė├┴╦╬„ķTūėS-7-300ŽĄ┴ąĄ─PLCė├ė┌įO(sh©©)éõ╣”─▄┐žųŲŻ¼┼cė├ė┌ćŖŲßćŖśīĪóø_ėĪčbų├╝░é╚(c©©)ėĪčbų├Ą─CUP▀BĮėŻ¼┼c▓┘ū„ĮKČ╦Ą─▀BĮėŻ¼▒ŠÖC(j©®)é„ĖąŲ„║═ŠÄ┤aŲ„Ą─▀BĮėĄ╚ĪŻ
óŲā╚(n©©i)▓┐Įė┐┌╩╣ė├┴╦PROFIBUSĪŻ▒Żūo(h©┤)Ą╚╝ēIP54ĪŻ
óŪįO(sh©©)ėą┐žųŲŲ┴ÅŖ(qi©óng)ųŲ┐šÜŌ═©’L(f©źng)Ż©Łh(hu©ón)Š│ĘĆ(w©¦n)Č╚5°-35°CŻ¼Ø±Č╚90Żź¤o─²ĮY(ji©”)Ż®
ó╚ø_ėĪ“ī(q©▒)äė├µ░ÕŻ║“ī(q©▒)äėø_ėĪIPCŻ¼╝ż╗ŅõōūųŅ^Ż¼“ī(q©▒)äėļŖūėŻ¼▓ó┐žųŲ▓Į▀M(j©¼n)ļŖÖC(j©®)║═▒žę¬Ą─õōūųŅ^┴Ń╝■ļŖį┤ĪŻ
ó╔ćŖėĪ“ī(q©▒)äė├µ░ÕŻ║ “ī(q©▒)äėļŖūė╝ż╗ŅćŖśī║═ÖC(j©®)Ų„╝░é„ĖąŲ„╦∙ąĶļŖį┤Ą╚
ó╩▓┘ū„š▀ PC Ż║ūŅą┬ś╦(bi©Īo)£╩(zh©│n)Ą─PCŻ¼Ä¦ėą╩¾ś╦(bi©Īo)║═19” ▒O(ji©Īn)┐žŲ„ (TFT – ŲĮ├µŲ┴─╗) - Windows XP ▓┘ū„ŽĄĮy(t©»ng)ĪŻ
ó╦Siemens TP 177B(HMI)Ż║┐žųŲįO(sh©©)éõŻ¼═©▀^HMI▒O(ji©Īn)ęĢŲ„┐╔ęįš{(di©żo)╣Ø(ji©”)ŪÕŽ┤裣h(hu©ón)Ż¼ćŖśī╝ż╗ŅĄ╚ģóöĄ(sh©┤)ĪŻ’@╩ŠŠ»ł¾║═Õeš`ą┼ŽóĪŻ
ó╠┼cų„ÖC(j©®)═©ėŹŻ║┐═æ¶Č╦ų„ÖC(j©®)║═ś╦(bi©Īo)ėøų„ÖC(j©®)HMI═©▀^TCP/IP╗“Profibus═©ėŹŻ╗ų„ÖC(j©®)║═MAGNEMAGų«ķgė├ĄĮĄ─é„▌ö├³┴ŅŻ║ĪŻ
ó═ų„ÖC(j©®)īóćŖėĪöĄ(sh©┤)ō■(j©┤)ų▒Įėīæ╚ļųĖČ©Ą─ĄžųĘŻ¼Ųõ├Ķ╩÷╩ŪSW╬─▒ŠĄ─ę╗▓┐ĘųĪŻćŖėĪöĄ(sh©┤)ō■(j©┤)ł¾╬─Ą─Ņ^ā╔éĆūų╣Ø(ji©”)╩ŪŠ»ł¾ėŗöĄ(sh©┤)Ż¼ŲõųĄ▒žĒÜ┤¾ė┌įŁŽ╚ćŖėĪöĄ(sh©┤)ō■(j©┤)Ą─įO(sh©©)Č©ę╗éĆųĄĪŻ
ó╬ćŖėĪ/ø_ėĪ“ī(q©▒)äė Ż║ė├ė┌▀BĮė┐žųŲŽĄĮy(t©»ng)ĪŻś╦(bi©Īo)ėøöĄ(sh©┤)ō■(j©┤)═©▀^RS-232C ┤«ąą═©ą┼ŠĆŽ┬▌dĪŻą┬Ą─ūųĘ¹Å─ķW┤µ/U▒PŽ┬▌dų┴“ī(q©▒)äėŲ„ĪŻ
2.3ś╦(bi©Īo)ūRöĄ(sh©┤)ō■(j©┤)║══©ėŹą┼╠¢
ś╦(bi©Īo)ūRöĄ(sh©┤)ō■(j©┤)Īóõō░Õ║±Č╚Īóõō░ÕīÆČ╚Īóõō░ÕķLČ╚ĪóķLČ╚ĘĮŽ“ćŖėĪ▀ģŠÓ┐╔ŠÄ▌ŗĪóīÆČ╚ĘĮŽ“ćŖėĪ▀ģŠÓ┐╔ŠÄ▌ŗĪó ųžÅ═(f©┤)ś╦(bi©Īo)ėøū„śI(y©©)ķgĖ¶Ą╚öĄ(sh©┤)ō■(j©┤)Ģ■į┌HMI▌ö╚ļĮń├µ╔Ž’@╩ŠŻ¼▓┘ū„╣ż┐╔ęį╩ų╣ż▌ö╚ļŠ▀¾wą┼ŽóŻ¼ę▓┐╔ęįÅ─L3ėŗ╦ŃÖC(j©®)Ę■äš(w©┤)Ų„╔Žé„▌ööĄ(sh©┤)ō■(j©┤)ĪŻų„ꬥ─═©ėŹą┼╠¢é„▀fėąęįŽ┬ā╔ĘN─Ż╩ĮŻ║ę╗╩ŪÅ─┐═æ¶ų„ÖC(j©®)ĄĮįO(sh©©)éõPLCŻ¼ų„ę¬░³└©ś╦(bi©Īo)ėøöĄ(sh©┤)ō■(j©┤)▓╝ų├Īó24VDC▀Bµią┼╠¢Īóõō░Õ═Żų╣Īóś╦(bi©Īo)ėøķ_╩╝ĪóŠo╝▒═Żų╣Ą╚ą┼╠¢Ż╗Č■╩ŪÅ─įO(sh©©)éõPLCĄĮ┐═æ¶ų„ÖC(j©®)Ż¼ų„ę¬░³└©▀Bµią┼╠¢Ż©24Ę³DCą┼╠¢’@╩ŠĪó▌üĄ└µiūĪ/┤“ķ_Īó Šo╝▒═Żų╣Ą╚ą┼╠¢ĪŻ
3ĪóĮY(ji©”)╩°šZ
õō░ÕūįäėćŖ╠¢ÖC(j©®)Ą─═Čė├ĮoØ·(j©¼)õōĄ─«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĦüĒ║▄┤¾Ą─Ė─ė^Ż¼┤¾┤¾╣Ø(ji©”)╩Ī┴╦╚╦╣żĄ─ä┌äėÅŖ(qi©óng)Č╚Ż¼īŹ¼F(xi©żn)┴╦╚½ŠĆūįäė╗»┐žųŲĪŻį┌╩ął÷Įø(j©®ng)Ø·(j©¼)ĖéĀÄ╝ż┴ęĄ─Į±╠ņŻ¼Ė▀┘|(zh©¼)┴┐Īó├└ė^Ą─õō░Õ╠ßĖ▀┴╦ą┼ūu(y©┤)Č╚Ż¼į┌õōĶFŲ¾śI(y©©)ėą║▄║├Ą─æ¬(y©®ng)ė├Ū░Š░ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║▄łõō«a(ch©Żn)ŠĆõō░ÕūįäėćŖ╠¢ÖC(j©®)Ą─╣”─▄╝░æ¬(y©®ng)ė├Ż©╚²Ż®
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320670.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")














