



1ĪóACC HMIĮń├µšf├„
Įń├µųą╝t╔½×ķ«ö(d©Īng)Ū░ŽĄĮy(t©»ng)Ė„ĒŚ(xi©żng)▓┘ū„╩╣ė├ĀŅæB(t©żi)Ż¼ŠG╔½▒Ē╩ŠįōĀŅæB(t©żi)╬┤▒╗╩╣
1.1ĪóACC Condition Monitor ┐éĄ─▒O(ji©Īn)ęĢĮń├µ
╚½▓┐╩ŪĀŅæB(t©żi)’@╩ŠĪŻ▓╗─▄ą▐Ė─Ż¼ų╗─▄į┌ęį║¾Ą─Ųõ╦¹«ŗ├µųąą▐Ė─ĪŻ
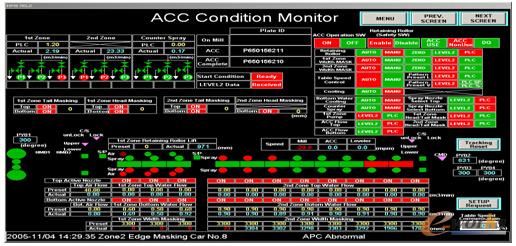
łD1 ACC▒O(ji©Īn)ęĢĮń├µ
1.2ĪóACC Mode Select ─Ż╩Į▀xō±Įń├µ
▒ŠĮń├µĄ─╦∙ėą─Ż╩ĮĄ─▀xō±Š∙┐╔į┌║¾├µŽÓæ¬(y©®ng)Ą─Įń├µųąą▐Ė─ĪŻACC Operation SWŻ║ACC ▓┘ū„ĀŅæB(t©żi)’@╩ŠĪŻONķ_Ż¼OFFĻP(gu©Īn)ĪŻRetaining Roller(Safety SW)Ż║▒Ż│ų▌ü▒Żūo(h©┤)ĀŅæB(t©żi)’@╩ŠĪŻEnable┐╔▓┘ū„Ż╗Disable▓╗┐╔▓┘ū„Ż¼╠Äė┌ŠSą▐▒Żūo(h©┤)ĀŅæB(t©żi)ĪŻ
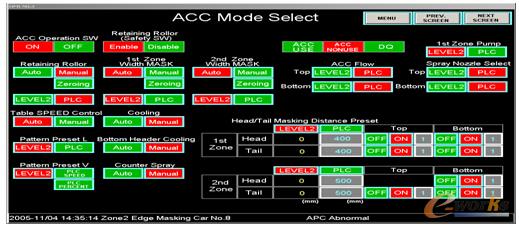
łD2 ─Ż╩Į▀xō±Įń├µ
Retaining RollerŻ║▒Ż│ų▌ü╣żū„─Ż╩Į▀xō±ĪŻĘųäeėąAutoŻ¼ ManualŻ¼ Zeroing─Ż╩ĮŻ¼ī”(du©¼)æ¬(y©®ng)×ķūįäė(d©░ng)Īó╩ųäė(d©░ng)Īóš{(di©żo)┴Ń─Ż╩ĮĪŻūįäė(d©░ng)AutoĀŅæB(t©żi)Ž┬┐╔▀xō±Č■╝ē(j©¬)║═PLCā╔ĘN╣żū„┐žųŲĘĮ╩ĮŻ¼╩ųäė(d©░ng)Ģr(sh©¬)┐╔▀xō±PLCĘĮ╩ĮĪŻ
1st Zone Width MASKŻ║ę╗ģ^(q©▒)▀ģ▓┐š┌▒╬╣żū„─Ż╩Į▀xō±ĪŻ
2nd Zone Width MASKŻ║Č■ģ^(q©▒)▀ģ▓┐š┌▒╬╣żū„─Ż╩Į▀xō±ĪŻ
Table SPEED ControlŻ║▌üĄ└╦┘Č╚┐žųŲĪŻėąAutoūįäė(d©░ng)ĪóManual╩ųäė(d©░ng)ā╔ĘN─Ż╩Į▀xō±ĪŻ
CoolingŻ║└õģs─Ż╩ĮĪŻėąAutoūįäė(d©░ng)ĪóManual╩ųäė(d©░ng)ā╔ĘN─Ż╩Į▀xō±ĪŻ
Pattern Preset LŻ║ķL(zh©Żng)Č╚ŅA(y©┤)įO(sh©©)─Ż╩ĮĪŻėąL2Č■╝ē(j©¬)ĪóPLCā╔ĘNĘĮ╩ĮĪŻ
Pattern Preset VŻ║╦┘Č╚ŅA(y©┤)įO(sh©©)─Ż╩ĮĪŻėąL2Č■╝ē(j©¬)ĪóPLC ā╔ĘNĘĮ╩ĮĪŻPLC SPEED×ķ╦┘Č╚Į^ī”(du©¼)ųĄĪóPLC PRECENT╩Ū╦┘Č╚ŽÓī”(du©¼)ųĄĪŻ
Bottom Header CoolingŻ║▒Żūo(h©┤)ÜŌ║═╦«ĪŻėąAutoūįäė(d©░ng)ĪóManual╩ųäė(d©░ng)ā╔ĘN─Ż╩ĮĪŻ
Counter Spray Ż║Ę┤ćŖĪŻėąAutoūįäė(d©░ng)ĪóManual╩ųäė(d©░ng)ā╔ĘN─Ż╩ĮĪŻ
ACC╩╣ė├Ą─ĀŅæB(t©żi)’@╩ŠŻ©ACC USEš²į┌╩╣ė├ĪóACC NONUSE╬┤╩╣ė├ĪóDQų▒Įė┤Ń╗Ż®ĪŻ
1st Zone PumpŻ║ę╗ģ^(q©▒)▒├╣żū„ĘĮ╩ĮĪŻėąL2Č■╝ē(j©¬)ĪóPLCā╔ĘNĘĮ╩ĮĪŻ
ACC FlowŻ║ACC┴„┴┐┐žųŲĪŻĘų×ķ╔ŽŽ┬ā╔▓┐ĘųŻ¼ėąL2Č■╝ē(j©¬)ĪóPLCā╔ĘNĘĮ╩ĮĪŻ
Spray Nozzle SelectŻ║ćŖūņ▀xō±ĪŻĘų×ķ╔ŽŽ┬ā╔▓┐ĘųŻ¼ėąL2Č■╝ē(j©¬)ĪóPLCā╔ĘNĘĮ╩ĮĪŻ
Head/Tail Masking Distance PresetŻ║Ņ^╬▓š┌▒╬ŠÓļxŅA(y©┤)įO(sh©©)ĪŻĘų×ķ1ģ^(q©▒)Īó2ģ^(q©▒)Ż¼ėąČ■╝ē(j©¬)ĪóPLCā╔ĘNĘĮ╩ĮŻ¼PLCĘĮ╩ĮŽ┬į┌HMIĮń├µ╔Ž╩ųäė(d©░ng)įO(sh©©)ų├ŠÓļxŻ¼╚╗║¾▀xō±ON╗“OFF▀M(j©¼n)ąąįO(sh©©)ų├ĪŻ
1.3ĪóSpeed Control Operation╦┘Č╚┐žųŲ▓┘ū„Įń├µ
Speed ControlŻ║┐╔▀M(j©¼n)ąą╦┘Č╚┐žųŲ─Ż╩ĮĄ─▀xō±Ż¼Ęų×ķAutoūįäė(d©░ng)ĪóManual╩ųäė(d©░ng)ā╔ĘNĘĮ╩ĮĪŻ
MillĪóACCĪóleverĘųäe’@╩ŠŠ½▄łÖC(j©®)ĪóACCĪó│Cų▒ÖC(j©®)Ą─╦┘Č╚ĪŻŲõųąACC╚ĪĄ─╩ŪFX3Ą─╦┘Č╚ĪŻ
HMIĮń├µŽ┬░ļ▓┐Ęų╩Ū╦┘Č╚ūāōQ³c(di©Żn)║═╦┘Č╚ųĄĄ─įO(sh©©)Č©ĪŻ«ö(d©Īng)╦┘Č╚▀xūįäė(d©░ng)Ģr(sh©¬)Ż¼▀xČ©L2Č■╝ē(j©¬)─Ż╩ĮŻ¼Č■╝ē(j©¬)īó╦┘Č╚ūāōQ³c(di©Żn)(L0~L7)║═╦┘Č╚(V0~V8)░l(f©Ī)╦═▀^üĒŻ╗▀xČ©PLC─Ż╩ĮŻ¼░┤ššPLCįO(sh©©)Č©Ą─╦┘Č╚ūāōQ³c(di©Żn)(L0~L7)║═╦┘Č╚(V0~V8)ł╠(zh©¬)ąąŻ¼▀@ą®öĄ(sh©┤)ųĄ┐╔į┌«ŗ├µ╔Žą▐Ė─ĪŻ╦┘Č╚▀x╩ųäė(d©░ng)Ģr(sh©¬)Ż¼─¼šJ(r©©n)×ķ150m/minĪŻ
Įń├µėęŽ┬▓┐Ęųį┌╩ųäė(d©░ng)Ģr(sh©¬)┐╔ī”(du©¼)▌ü?zh©żn)ėų▒ÅĮŻ©PG01~16 Table Dia.Ż®Ė∙ō■(j©┤)īŹ(sh©¬)ļHŪķør▀M(j©¼n)ąąįO(sh©©)Č©ĪŻ
1.4ĪóModel Simulation ─Żą═─ŻöMĮń├µ
į┌▒ŠĮń├µŽ┬Ż¼┐╔ī”(du©¼)▓╗═¼õō░Õ▀M(j©¼n)ąą─ŻöMėŗ(j©¼)╦ŃĪŻ═©▀^▌ö╚ļPlate Thickness░Õ║±ĪóPlate Length░ÕķL(zh©Żng)ĪóPlate Width░ÕīÆĪóSteel Gradeõō░ÕĄ╚╝ē(j©¬)├¹ĘQĪóStart Temperatureķ_╩╝┐ž└õ£žČ╚ĪóFinish temperature┐ž└õĮKų╣£žČ╚ĪóWater Temperature(ZONE1)ę╗ģ^(q©▒)└õģs╦«£žĪóWater Temperature(ZONE2) Č■ģ^(q©▒)└õģs╦«£žĪóCooling Speed└õģs╦┘Č╚Ż¼▀xō±Calculateėŗ(j©¼)╦Ń║¾Ż¼Š═Ą├ĄĮ─ŻöMĮY(ji©”)╣¹ĪŻ═©▀^▀\(y©┤n)ąącmd├³┴ŅŻ¼ę└┤╬▌ö╚ļmdloutŻ¼ 2Ż¼ 3 ╝┤┐╔īó─ŻöMĮY(ji©”)╣¹ī¦(d©Żo)│÷Ż¼▒Ż┤µį┌DŻ║\ModelSimulation─┐õø└’ĪŻ
2ĪóįO(sh©©)éõĄ─╣żū„─Ż╩Į╝░įO(sh©©)ų├
įO(sh©©)éõĄ─╣żū„─Ż╩Įėąā╔ĘNŻ¼ę╗╩Ū╚½ūįäė(d©░ng)─Ż╩ĮŻ¼╝┤L2ųŪ─▄┐žųŲŻ╗Č■╩Ū░ļūįäė(d©░ng)─Ż╩ĮŻ¼╝┤L2+PLC─Ż╩ĮĪŻ
2.1Īó╚½ūįäė(d©░ng)─Ż╩ĮŻ║L2
1)═©ų¬š{(di©żo)Č╚╩ęīóę╗ģ^(q©▒)ĪóČ■ģ^(q©▒)▒├Ė„┤“ķ_ā╔┼_(t©ói)Ż¼Ę┤ćŖ▒├┤“ķ_ę╗┼_(t©ói)Ż¼▒├šŠ┐žųŲ┤“ĄĮūįäė(d©░ng)ĪŻ
2)▓┘ū„┼_(t©ói)╔ŽĄ─ACC MODE┤“ĄĮstart║═acc useĀŅæB(t©żi)Ż¼Operation SW┤“ĄĮONĀŅæB(t©żi)Ż¼Retaining Roller┤“ĄĮEnableĀŅæB(t©żi)ĪŻ
3)▒ŻūCControl Valve Auto-Manual Modeš{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µ└’╦∙ėąĄ─ķyķTį┌AUTOūįäė(d©░ng)─Ż╩ĮĪŻ
4)į┌ACC Mode Select─Ż╩Į▀xō±Įń├µųąīó╦∙ėą▀xĒŚ(xi©żng)▀xČ©×ķAuto+L2ĘĮ╩ĮŻ¼Č■╝ē(j©¬)┐╔Ė∙ō■(j©┤)īŹ(sh©¬)ļH╔·«a(ch©Żn)Ūķørūįäė(d©░ng)┐žųŲĪŻ
2.2Īó░ļūįäė(d©░ng)─Ż╩ĮŻ║L2+PLC
1)═©ų¬š{(di©żo)Č╚╩ęīóę╗ģ^(q©▒)ĪóČ■ģ^(q©▒)▒├Ė„┤“ķ_ā╔┼_(t©ói)Ż¼Ę┤ćŖ▒├┤“ķ_ę╗┼_(t©ói)Ż¼▒├šŠ┐žųŲ┤“ĄĮūįäė(d©░ng)ĪŻ
2)▓┘ū„┼_(t©ói)╔ŽĄ─ACC MODE┤“ĄĮstart║═acc useĀŅæB(t©żi)Ż¼Operation SW┤“ĄĮONĀŅæB(t©żi)Ż¼Retaining Roller┤“ĄĮEnableĀŅæB(t©żi)ĪŻ
2.2.1ĪóL2įO(sh©©)Č©▓┐Ęų
1)▒Ż│ų▌üĖ▀Č╚Ż║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µ╗“į┌Retaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µųąŻ¼īóRetaining Roller▒Ż│ų▌ü╣żū„─Ż╩Į┤“ĄĮūįäė(d©░ng)ĪóL2Ż¼ŽĄĮy(t©»ng)┐╔ūįäė(d©░ng)š{(di©żo)š¹ĪŻ
2)▌ü╦┘┐žųŲŻ║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µųąīóTable SPEED Control▌üĄ└╦┘Č╚┐žųŲ┤“ĄĮūįäė(d©░ng)Ż¼Pattern Preset LķL(zh©Żng)Č╚ŅA(y©┤)įO(sh©©)║═Pattern Preset V╦┘Č╚ŅA(y©┤)įO(sh©©)▀xō±Č■╝ē(j©¬)ĘĮ╩ĮŻ¼╩╣ė├Č■╝ē(j©¬)ūįäė(d©░ng)▀M(j©¼n)ąą┐žųŲĪŻ
3)▀ģ▓┐š┌▒╬Ż║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µųąīó1st Zone Width MASKę╗ģ^(q©▒)▀ģ▓┐š┌▒╬╣żū„─Ż╩ĮĪó2nd Zone Width MASKČ■ģ^(q©▒)▀ģ▓┐š┌▒╬╣żū„─Ż╩Į┤“ĄĮūįäė(d©░ng)ĪóČ■╝ē(j©¬)ĪŻ
4)Ņ^╬▓š┌▒╬Ż║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µųąīóHead/Tail Masking Distance PresetŅ^╬▓š┌▒╬ŠÓļxŅA(y©┤)įO(sh©©)▀xō±ĄĮL2ĘĮ╩ĮĪŻ
2.2.2ĪóPLCįO(sh©©)Č©▓┐Ęų
1)▒├Ą─▀xō±Ż║į┌Pump Operation ▒├▓┘ū„Įń├µųąŻ¼▀xō±PLCĘĮ╩ĮŻ¼▌ö╚ļ▒├┐é┴„┴┐ĪŻ
2)╝»╣▄ķ_ķ]▀xō±Ż║į┌ACC Spray Nozzle SelectćŖūņ▀xō±Įń├µŻ¼╩╣ė├PLC─Ż╩ĮŻ¼═©▀^ON/OFFĄ─▀xō±Ż¼┐╔ęįī”(du©¼)ŽÓæ¬(y©®ng)╝»╣▄Ą─ķ_ķ]▀M(j©¼n)ąą┐žųŲĪŻ═¼Ģr(sh©¬)ćŖūņėąōpē─Ą─Ż¼┐╔▀xō±DAMAGEŻ¼ät┤╦╝»╣▄▓╗Ģ■(hu©¼)į┘┤“ķ_Ż¼Ą╚┤²ŠSą▐ĪŻ
3)ķyķTĄ─┐žųŲŻ║į┌Spray Valve Manual Operation ćŖ╔õķy╩ųäė(d©░ng)▓┘ū„Įń├µ└’Ż¼▀xō±Manual╩ųäė(d©░ng)▓ó╚╦╣ż┤“ķ_/ĻP(gu©Īn)ķ]ŽÓæ¬(y©®ng)Ą─ķyķTĪŻ
4)┴„┴┐┐žųŲŻ║į┌ACC Flow Rate Monitor ┴„╦┘▒O(ji©Īn)£y(c©©)Įń├µŻ¼▀xō±PLC─Ż╩Į▓ó╚╦╣ż▌ö╚ļ┴„┴┐öĄ(sh©┤)ųĄĪŻ╗“ų▒Įėį┌Įń├µėęé╚(c©©)╠ß╣®Ą─┴∙ĘNęčŲź┼õ║├Ą─┴„┴┐─Ż╩Įųą▀xō±Ųõę╗Ż¼ī”(du©¼)┴„┴┐▀M(j©¼n)ąą┐žųŲĪŻūóęŌ┤╦Ģr(sh©¬)į┌Control Valve Auto-Manual Modeš{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µųąŻ¼Modeæ¬(y©®ng)┤“ĄĮAutoūįäė(d©░ng)ĪŻ
5)Ę┤ćŖŻ║į┌Counter Spray OperationĘ┤ćŖ▓┘ū„Įń├µųąŻ¼┐╔š{(di©żo)╣Ø(ji©”)│÷╚ļ┐┌╠ÄĘ┤ćŖĄ─ķ_Īóķ]ĪóĖ▀Č╚╝░░▓╚½µiĄ╚ĪŻ
6)▒Żūo(h©┤)╦«/ÜŌŻ║į┌Retaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µėęé╚(c©©)Ż¼▀xō±Manual╩ųäė(d©░ng)ĪóOpen┤“ķ_ĪŻ
2.3Īó╩ųäė(d©░ng)─Ż╩ĮŻ║PLC
1)═©ų¬š{(di©żo)Č╚╩ęīóę╗ģ^(q©▒)ĪóČ■ģ^(q©▒)▒├Ė„┤“ķ_ā╔┼_(t©ói)Ż¼Ę┤ćŖ▒├┤“ķ_ę╗┼_(t©ói)Ż¼▒├šŠ┐žųŲ┤“ĄĮūįäė(d©░ng)ĪŻ
2)▓┘ū„┼_(t©ói)╔ŽĄ─ACC MODE┤“ĄĮstart║═acc useĀŅæB(t©żi)Ż¼Operation SW┤“ĄĮONĀŅæB(t©żi)Ż¼Retaining Roller┤“ĄĮEnableĀŅæB(t©żi)ĪŻ
3)▒Ż│ų▌üĖ▀Č╚Ż║į┌Retaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µųąŻ¼▀xManual╩ųäė(d©░ng)Ż¼═©▀^UP/DOWNįO(sh©©)Č©▒Ż│ų▌üĖ▀Č╚ĪŻ
4)╦┘Č╚┐žųŲŻ║į┌Speed Control Operation╦┘Č╚┐žųŲ▓┘ū„Įń├µ└’Ż¼╚╦╣ż▌ö╚ļ╦┘Č╚ūāōQ³c(di©Żn)║═╦┘Č╚Ą─öĄ(sh©┤)ųĄĪŻ
5)▀ģ▓┐š┌▒╬Ż║į┌Width Masking Operation ▀ģ▓┐š┌▒╬▓┘ū„Įń├µųąŻ¼╚╦╣żę└┤╬▌ö╚ļę╗ģ^(q©▒)ĪóČ■ģ^(q©▒)Ą─ŅA(y©┤)įO(sh©©)▀ģ▓┐š┌▒╬ŠÓļxŻ¼▓ół╠(zh©¬)ąąAPC START├³┴ŅŻ¼ī”(du©¼)▀ģ▓┐š┌▒╬ŠÓļx▀M(j©¼n)ąąš{(di©żo)š¹ĪŻ
6)Ņ^╬▓š┌▒╬Ż║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µųąŻ¼īóHead/Tail Masking Distance PresetŅ^╬▓š┌▒╬ŠÓļxŅA(y©┤)įO(sh©©)┤“ĄĮPLCŻ¼╚╦╣ż▌ö╚ļš┌▒╬ŠÓļx▓ó▀xō±ONĪŻ
7)▒├Ą─▀xō±Ż║┼cš{(di©żo)Č╚╩ę┬ō(li©ón)ŽĄīóę╗ģ^(q©▒)ĪóČ■ģ^(q©▒)Ė„┤“ķ_ā╔éĆ(g©©)▒├ĪóĘ┤ćŖ▒├┤“ķ_ę╗éĆ(g©©)Ż¼į┌Pump Operation ▒├▓┘ū„Įń├µųąŻ¼▀xō±PLCĘĮ╩ĮŻ¼▌ö╚ļ▒├┐é┴„┴┐ĪŻ
8)╝»╣▄ķ_ķ]▀xō±Ż║į┌ACC Spray Nozzle SelectćŖūņ▀xō±Įń├µųąŻ¼▀xō±PLCĘĮ╩ĮŻ¼═©▀^ON/OFFĄ─▀xō±Ż¼┐╔ęįī”(du©¼)ŽÓæ¬(y©®ng)╝»╣▄Ą─ķ_ķ]▀M(j©¼n)ąą┐žųŲĪŻ═¼Ģr(sh©¬)ćŖūņėąōpē─Ą─Ż¼┐╔▀xō±DAMAGEŻ¼ät┤╦╝»╣▄▓╗Ģ■(hu©¼)į┘┤“ķ_Ż¼Ą╚┤²ŠSą▐ĪŻ
9)ķyķTĄ─┐žųŲŻ║į┌Spray Valve Manual Operation ćŖ╔õķy╩ųäė(d©░ng)▓┘ū„Įń├µ└’Ż¼▀xō±╩ųäė(d©░ng)▓óĖ∙ō■(j©┤)╔·«a(ch©Żn)ąĶę¬╚╦╣ż┤“ķ_/ĻP(gu©Īn)ķ]ŽÓæ¬(y©®ng)Ą─ķyķTĪŻ
10)┴„┴┐┐žųŲŻ║į┌ACC Flow Rate Monitor ┴„╦┘▒O(ji©Īn)£y(c©©)Įń├µŻ¼▀xō±PLC▓ó╚╦╣ż▌ö╚ļ┴„┴┐öĄ(sh©┤)ųĄĪŻ╗“ų▒Įėį┌Įń├µėęé╚(c©©)╠ß╣®Ą─┴∙ĘNęčŲź┼õ║├Ą─┴„┴┐─Ż╩Įųą▀xō±Ųõę╗Ż¼ī”(du©¼)┴„┴┐▀M(j©¼n)ąą┐žųŲĪŻūóęŌ┤╦Ģr(sh©¬)į┌Control Valve Auto-Manual Modeš{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µųąŻ¼ Modeæ¬(y©®ng)┤“ĄĮAutoūįäė(d©░ng)ĪŻ
11)Ę┤ćŖŻ║į┌Counter Spray OperationĘ┤ćŖ▓┘ū„Įń├µųąŻ¼┐╔š{(di©żo)╣Ø(ji©”)│÷╚ļ┐┌╠ÄĘ┤ćŖĄ─ķ_Īóķ]ĪóĖ▀Č╚╝░░▓╚½µiĄ╚ĪŻ
12)▒Żūo(h©┤)╦«/ÜŌŻ║īóRetaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µėęé╚(c©©)Ą─Bottom Header CoolingŽ┬ćŖŅ^└õģsŻ¼▀xō±×ķManual╩ųäė(d©░ng)ĪóOpen┤“ķ_ĀŅæB(t©żi)ĪŻ
3Īóųž³c(di©Żn)įO(sh©©)éõĄ─ŠSūo(h©┤)
3.1ĪóćŖūņŪÕÆ▀
«ö(d©Īng)├┐┤╬░ļūįäė(d©░ng)╗“╩ųäė(d©░ng)╩╣ė├ę╗ģ^(q©▒)║¾Ż¼╚¶ŅA(y©┤)ėŗ(j©¼)▌^ķL(zh©Żng)Ģr(sh©¬)ķg▓╗į┘╩╣ė├Ż¼ätæ¬(y©®ng)ī”(du©¼)ćŖūņ▀M(j©¼n)ąąŪÕÆ▀ĪŻ
ūįäė(d©░ng)─Ż╩ĮŻ║į┌ACC Mode Select ─Ż╩Į▀xō±Įń├µ╗“Retaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µųą▀xō±Retaining Rollerūįäė(d©░ng)┤“ķ_╝┤┐╔ĪŻ
ĘŪūįäė(d©░ng)─Ż╩ĮŻ║į┌Retaining Roller Operation▒Ż│ų▌ü▓┘ū„Įń├µŻ¼į┌Retaining Roller╩ųäė(d©░ng)ĀŅæB(t©żi)Ž┬Ż¼īó1st Zone Top Nozzle Air Purgeę╗ģ^(q©▒)╔Ž╝»╣▄ÜŌćŖ▀xō±Separateå╬äė(d©░ng)Ż¼▓ó▀xOpen╝┤┐╔ĪŻ
3.2ĪóķyķTÖzą▐Ė³ōQ║¾Ą─ś╦(bi©Īo)Č©
ķyķTÖzą▐╗“Ė³ōQ║¾æ¬(y©®ng)«ö(d©Īng)ī”(du©¼)ķyķTŪ·ŠĆ▀M(j©¼n)ąąś╦(bi©Īo)Č©ĪŻ
ĘĮĘ©Ż║«ö(d©Īng)▀M(j©¼n)ąąś╦(bi©Īo)Č©Ģr(sh©¬)Ż¼▒ŻūCSpray Valve Manual OperationćŖ╔õķy╩ųäė(d©░ng)▓┘ū„Įń├µĄ─╝»╣▄╚½▓┐ĻP(gu©Īn)ķ]ĪŻ╚╗║¾į┌Control Valve Auto-Manual Modeš{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µīó╦∙ėąķyķTš{(di©żo)ĄĮAUTOūįäė(d©░ng)─Ż╩ĮĪŻį┌Pump Operation▒├▓┘ū„Įń├µ▓╔ė├PLCĘĮ╩ĮŻ¼═©ų¬▒├Ę┐ę╗ģ^(q©▒)┤“ķ_ā╔┼_(t©ói)▒├ĪŻį┌ACC Flow Rate Monitor┴„╦┘▒O(ji©Īn)£y(c©©)Įń├µ▀xō±PLC┐žųŲĘĮ╩ĮŻ¼▓óįO(sh©©)ų├╦∙ėą╔ŽķyķTĄ─┴„┴┐ųĄ4.24 m3/minĪó╦∙ėąŽ┬ķyķTĄ─┴„┴┐ųĄ7.19 m3/minĪŻ
ę╗ģ^(q©▒)╝»╣▄Ą─ś╦(bi©Īo)Č©Ż║į┌š{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µ░č꬜╦(bi©Īo)Č©Ą─ķyķTķ_┐┌Č╚š{(di©żo)š¹ĄĮ100%Ż¼ę╗ģ^(q©▒)ŲõėÓķyķTĄ─ķ_┐┌Č╚š{(di©żo)ų┴60%Ż¼▓óīó▀@ÄūéĆ(g©©)ķyķT▀xō±×ķMANU╩ųäė(d©░ng)─Ż╩ĮŻ¼į┌Spray Valve Manual OperationćŖ╔õķy╩ųäė(d©░ng)▓┘ū„Įń├µā╚(n©©i)┤“ķ_įōļŖ┤┼ķyī”(du©¼)æ¬(y©®ng)Ą─╝»╣▄Ż¼┤²ķyķTķ_┐┌Č╚Ū·ŠĆ╠žš„Įń├µ└’ActualķyķTīŹ(sh©¬)ļH┴„┴┐ĘĆ(w©¦n)Č©║¾Ż¼īóĄ├ĄĮĄ─┴„┴┐ųĄ▌ö╚ļŽÓæ¬(y©®ng)Ą─Characteristic Curve Of Open DegreeķyķTķ_┐┌Č╚Ū·ŠĆ╠žš„Įń├µ└’ī”(du©¼)æ¬(y©®ng)ķyķTĄ─X5ųąŻ¼WRITEīæ╚ļĪŻ╚╗║¾╗žĄĮš{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µŻ¼░č꬜╦(bi©Īo)Č©Ą─ķyķT╩ųäė(d©░ng)─Ż╩ĮĖ─×ķAUTOūįäė(d©░ng)─Ż╩ĮĪŻį┘ĄĮķyķTķ_┐┌Č╚Ū·ŠĆ╠žš„Įń├µķ_╩╝ś╦(bi©Īo)Č©╣żū„ĪŻ▀xųąX2ļŖ┤┼ķyŻ¼įO(sh©©)Č©║Ž▀mĄ─ķ_┐┌Č╚Ż¼▀xTEST START║¾Ą├ĄĮĘĆ(w©¦n)Č©Ą─┴„┴┐ųĄ╝┤┐╔▀xō±TEST STOP═Żų╣Ż¼WRITEīæ╚ļ╝┤═Ļ│╔Ż╗ųžÅ═(f©┤)╔Ž╩÷▀^│╠š{(di©żo)š¹X3ĪóX4ļŖ┤┼ķyĄ─ķ_┐┌Č╚Ą├ĄĮ║Ž▀mĄ─ķyķT┴„┴┐ųĄŻ¼ĘųäeWRITEīæ╚ļŻ¼╝┤═Ļ│╔ļŖ┤┼ķyĄ─ś╦(bi©Īo)Č©╣żū„ĪŻ
Č■ģ^(q©▒)╔Ž╝»╣▄Ą─ś╦(bi©Īo)Č©Ż║į┌š{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µ└’Ż¼░č꬜╦(bi©Īo)Č©Ą─ķyķTķ_┐┌Č╚š{(di©żo)š¹ĄĮ100%Ż¼▓óīóįōļŖ┤┼ķyī”(du©¼)æ¬(y©®ng)Ą─╚²éĆ(g©©)Ž┬ķyķTķ_┐┌Č╚š{(di©żo)ų┴60%Ż©ęį3ķyķT×ķ└²Ż║īó╔Ž3ķyķTķ_┐┌Č╚įO(sh©©)ų├×ķ100ŻźŻ¼ąĶīóČ■ģ^(q©▒)Ž┬2Īó3Īó4ķyķTĄ─ķ_┐┌Č╚įO(sh©©)×ķ60ŻźŻ®Ż¼▓óīó▀@ÄūéĆ(g©©)ķyķT▀xō±×ķMANU╩ųäė(d©░ng)─Ż╩ĮŻ¼┤“ķ_ŽÓæ¬(y©®ng)╝»╣▄Ż¼╩ŻėÓ╣żū„┼cę╗ģ^(q©▒)ś╦(bi©Īo)Č©ŽÓ═¼ĪŻ
Č■ģ^(q©▒)Ž┬╝»╣▄Ą─ś╦(bi©Īo)Č©Ż║į┌š{(di©żo)╣Ø(ji©”)ķyūįäė(d©░ng)-╩ųäė(d©░ng)┐žųŲ─Ż╩ĮĮń├µ└’Ż¼░č꬜╦(bi©Īo)Č©Ą─ķyķTķ_┐┌Č╚š{(di©żo)š¹ĄĮ100%Ż¼▓óīóÓÅĮ³įōļŖ┤┼ķyĄ─ķyķTķ_┐┌Č╚š{(di©żo)ų┴60%Ż¼▓óīó▀@ÄūéĆ(g©©)ķyķT▀xō±×ķMANU╩ųäė(d©░ng)─Ż╩ĮŻ¼┤“ķ_ŽÓæ¬(y©®ng)╝»╣▄Ż¼╩ŻėÓ╣żū„┼cę╗ģ^(q©▒)ś╦(bi©Īo)Č©ŽÓ═¼ĪŻ
3.3Īó▀ģ▓┐š┌▒╬Ą─ś╦(bi©Īo)Č©
├┐ų▄Özą▐Ģr(sh©¬)ś╦(bi©Īo)Č©ę╗┤╬ĪŻĘĮĘ©Ż║į┌Width Masking Operation ▀ģ▓┐š┌▒╬▓┘ū„Įń├µŻ¼╩ūŽ╚┤“ĄĮManual╩ųäė(d©░ng)─Ż╩ĮŻ¼ė├CloseīóīŹ(sh©¬)ļHīÆČ╚Actual Widthš{(di©żo)ĄĮ▌^Ą═Ą─╬╗ų├Ż©ąĪė┌1000Ż®ĪŻ╚╗║¾▀xō±Zeroingš{(di©żo)┴Ń─Ż╩ĮŻ¼▀xō±Zero Adjust┴Ń³c(di©Żn)š{(di©żo)š¹▀M(j©¼n)ąąš{(di©żo)┴ŃĪŻ├┐┤╬Özą▐║¾ų╗ėąĮø(j©®ng)▀^š{(di©żo)┴Ń▓┼─▄ūįäė(d©░ng)Č©╬╗ĪŻ
4ĪóąĪĮY(ji©”)
ACC┐ņ╦┘└õģsŽĄĮy(t©»ng)▓╗āHØMūŃ┴╦Ø·(j©¼)õōīÆ║±░ÕÅS▄ł║¾┐ž└õ╣ż╦ćę¬Ū¾Ż¼Č°ŪęŠ▀éõ┴╦ī”(du©¼)Ė▀Č╦ŲĘĘN▀M(j©¼n)ąą▄ł║¾ų▒Įė┤Ń╗Ą──▄┴”Ż¼ÅŖ(qi©óng)Č╚ųĖś╦(bi©Īo)┤¾Ę∙╠ßĖ▀Ż¼┤┘▀M(j©¼n)┴╦ŲĘĘNā×(y©Łu)╗»Ż¼╚ĪĄ├┴╦▌^║├Ą─ą¦ęµŻ¼▒Š╬─ī”(du©¼)ACCĄ─▓┘ū„╝░įO(sh©©)éõŠSūo(h©┤)Įo│÷ę╗ą®šf├„║═Į©ūhŻ¼ŽŻ═¹─▄ē“?q©▒)”ŠSūo(h©┤)║═▓┘ū„╚╦åTėą╦∙Ä═ų·ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ACC┐ņ╦┘┐ž└õŽĄĮy(t©»ng)Ą─HMI▓┘ū„╝░įO(sh©©)éõŠSūo(h©┤)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320589.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")














