



ę╗Īó▒│Š░
įS▓²¤¤▓▌ÖCąĄėąŽ▐ž¤╚╬╣½╦ŠŻ©ęįŽ┬║åĘQįS▓²¤¤ÖCŻ®ė┌1958─ĻĮ©ÅSŻ¼1965─Ļķ_╩╝╔µūѤ¤▓▌ÖCąĄŅIė“Ż¼╩Ūųąć°¤¤▓▌┐é╣½╦Šų▒ī┘Ą─ūŅįńÅ─╩┬¤¤▓▌ÖCąĄ«a(ch©Żn)ŲĘčą░l(f©Ī)┼cųŲįņĄ─Ų¾śI(y©©)ų«ę╗Ż¼╩Ūųąć°¤¤▓▌ÖCąĄ╝»łFėąŽ▐ž¤╚╬╣½╦ŠĄ─╦─┤¾┐ž╣╔Ų¾śI(y©©)ų«ę╗Ż¼×ķųąć°¤¤▓▌ąąśI(y©©)Ą─░l(f©Ī)š╣╠ß╣®ų¦ō╬║═▒ŻšŽĪŻ
įS▓²¤¤ÖCį┌«a(ch©Żn)ŲĘČ©╬╗░l(f©Ī)╔·ūā╗»Īó«a(ch©Żn)ŲĘŲĘĘN│╔▒Čį÷╝ėĄ─ŪķørŽ┬Ż¼╣½╦ŠĄ─¾wŽĄ╝▄śŗĪó╣▄┐ž─Ż╩Į║═╔·«a(ch©Żn)ĮM┐Ś─Ż╩ĮŻ¼ąĶę¬▀Mąą╝░ĢrĄ─š{š¹Ż¼¼F(xi©żn)ę█Ą─Ų¾śI(y©©)ą┼Žó╗»ŽĄĮy(t©»ng)Ż¼į┌¾wŽĄ╝▄śŗĪó▀\ąą╦┘Č╚Īóą┬śI(y©©)äšŲź┼õŻ¼ą┬╣▄└Ē─Ż╩Įų¦│ųĄ╚ĘĮ├µŻ¼ęč▓╗─▄▀mæ¬ą┬Ą─śI(y©©)äšąĶŪ¾ĪŻ┴Ēę╗ĘĮ├µŻ¼“┐é¾węÄ(gu©®)äØĪóįć³cīŹ╩®”╩Ū╝»łF╣½╦Š“╩«Č■╬Õ”ą┼Žó╗»░l(f©Ī)š╣æ(zh©żn)┬įęÄ(gu©®)äØĄ─īŹ╩®įŁätų«ę╗ĪŻį┌Ų¾śI(y©©)ą┼Žó╗»░l(f©Ī)š╣Ą─▀^│╠ųąŻ¼Ų¾śI(y©©)╔·«a(ch©Żn)▀^│╠ųąĄ─š¹ÖCčb┼õę╗ų▒╩ŪŲ¾śI(y©©)ą┼Žó╗»Į©įOĄ─ųž³cŻ¼×ķ▀_ĄĮ╔·«a(ch©Żn)Įø(j©®ng)ĀI╣▄└ĒŲĮ┼_Ą─ę╗¾w╗»Īó╗∙ĄAöĄ(sh©┤)ō■(j©┤)Ą─ę╗ų┬╗»ĪóśI(y©©)äš┴„│╠Ą─ś╦£╩╗»Ż¼įS▓²¤¤ÖCė┌2012─Ļį┘Č╚┼c▒▒Š®ÖCąĄ╣żśI(y©©)ūįäė╗»čąŠ┐╦∙Ż©ęįŽ┬║åĘQ▒▒ūį╦∙Ż®║Žū„Ż¼ė╔▒▒ūį╦∙╠ß╣®ūįų„ų¬ūR«a(ch©Żn)ÖÓĄ─“RS10╚ßąįčb┼õėŗäØĮŌøQĘĮ░ĖŻ¼į┌įS▓²¤¤ÖCŲ¾śI(y©©)▀Mąą═ŲÅV║═╩╣ė├Ż¼Įø(j©®ng)▀^░ļ─ĻĄ─īŹļH▀\ė├Ż¼Ų¾śI(y©©)Ą─╣▄└Ē╦«ŲĮ┤¾Ę∙╠ßĖ▀Ż¼×ķŲ¾śI(y©©)ĦüĒ┴╦’@ų°Ą─Įø(j©®ng)Ø·ą¦ęµį÷ķLĪŻ
Č■ĪóŲ¾śI(y©©)š¹ÖCčb┼õ▀^│╠ųą┤µį┌Ą─å¢Ņ}
įS▓²¤¤ÖCų„ę¬╔·«a(ch©Żn)×V░¶│╔ą═ŅÉįOéõĪó▌o┬ō(li©ón)╬’┴„ŅÉįOéõ╝░¤¤ų¦ŠĒĮėŅÉįOéõĄ╚Ż¼«a(ch©Żn)ŲĘÄū║§Ė▓╔wć°ā╚╦∙ėąŠĒ¤¤╣żśI(y©©)Ų¾śI(y©©)Ż¼▓ó▀hõNć°═ŌĪŻš¹ÖCĄ─čb┼õ╔·«a(ch©Żn)š╝ĄĮ┴╦Ų¾śI(y©©)░╦│╔ęį╔ŽĄ─ĀIśI(y©©)Ņ~Ż¼ę“┤╦Ż¼š¹ÖCčb┼õ╔·«a(ch©Żn)Ą─ą┼Žó╗»╣▄└ĒŻ¼╩ŪŲ¾śI(y©©)ą┼Žó╗»░l(f©Ī)š╣æ(zh©żn)┬įųąĄ─ųžę¬ę╗Łh(hu©ón)ĪŻĄ½ė╔ė┌¤¤ÖCįOéõĄ─Å═ļsąįŻ¼š¹ÖCĄ─čb┼õę▓╩Ū╔·«a(ch©Żn)Łh(hu©ón)╣Ø(ji©”)ųąūŅļy╣▄└ĒĄ─ę╗▓┐ĘųŻ¼į┌įS▓²¤¤ÖCčb┼õ▄ćķgĄ─īŹļH╣▄└ĒųąŻ¼ę▓ŪĪŪĪĘ┤ė││÷┴╦▀@ę╗³cĪŻ
čb┼õĘųÅSų„ę¬▀Mąą¤¤ÖCš¹ÖCĄ─čb┼õśI(y©©)äšęį╝░▓┐Ęų▓┐╝■Ą─čb┼õśI(y©©)äšĪŻėŗäØ▓┐ŠÄųŲčb┼õĘųÅSĄ─š¹ÖCčb┼õ╚╬䚯¼čb┼õĘųÅSžōž¤ėŗäØĄ─ł╠(zh©¬)ąąĪŻį┌▀@éĆ▀^│╠ųąŻ¼ų„ę¬┤µį┌ęįŽ┬å¢Ņ}Ż║
- ŅA£yą┼Žó▓╗£╩┤_Ż¼ī¦ų┬ų„ąĶŪ¾ėŗäØŠÄųŲ▓╗£╩┤_Ż╗╣½╦Š─ĻČ╚╔·«a(ch©Żn)ėŗäØø]ėą▀Mąą─▄┴”Ą─ŲĮ║ŌŻ¼ī¦ų┬╔·«a(ch©Żn)ėŗäØł╠(zh©¬)ąą▓╗Š∙║ŌĪŻ
- ī”ė┌ŠÄųŲ│÷üĒĄ─ėŗäØø]ėąĮø(j©®ng)▀^─▄┴”ŲĮ║Ōų▒ĮėŽ┬▀_ĄĮ▄ćķgŻ¼«ö▄ćķg─▄┴”▓╗ūŃĢrį┘═©ų¬ėŗäØåTŻ¼▀Mąą─▄┴”═Ōģf(xi©”)š{š¹Ż¼įņ│╔ėŗäØš{š¹Ę▒¼ŹŻ¼ėŗäØ┐╔ł╠(zh©¬)ąąąį▓ŅĪŻ
- ╔·«a(ch©Żn)╚╬䚎┬▀_▄ćķgĄ─ų▄Ų┌╠½ķLŻ¼čb┼õĘųÅS░┤╣żū„┴Ņ╚½▓┐Ž┬▀_Ż¼įņ│╔ėåå╬░l(f©Ī)╔·Ė─ūā║¾Ż¼▄ćķg╚╬äšš{š¹ŅlĘ▒Ż¼┤“üy▄ćķgĄ─š²│Ż╔·«a(ch©Żn)ĮM┐ŚĪŻ
- ėŗäØŠÄųŲŽ┬▀_┤ųĘ┼Ż¼īó┐ńČ╚Ģrķg║▄ķLĄ─čb┼õėŗäØę╗┤╬Ž┬▀_ĄĮčb┼õĘųÅSŻ¼╩╣ėŗäØĄ─┐╔ł╠(zh©¬)ąąąį▓ŅĪŻ
- čb┼õĘųÅS╚▒╝■¼F(xi©żn)Ž¾▌^×ķć└ųžĪŻļm╚╗┼õ╠ū┬╩▀_ĄĮ95%Ż¼Ą½ėąĢr╚▒╔┘Ą─5%ŪĪ║├╩ŪĻPµI╝■Ż¼╩╣Ą├čb┼õ╚╬䚤oĘ©š²│Ż▀MąąŻ¼ė░Ēæčb┼õ▀MČ╚ĪŻ
- ░┤šš║Ž┼·╚╬äšĪó░┤ššš¹ÖCīó╬’┴Ž╦═ĄĮĖ„╣żČ╬Ż¼Č°▓╗╩Ū░┤šš╚╬äš┼õ┴ŽŻ¼▓óŪę▓╗┐╝æ]╬’┴ŽĄ─īŹļHąĶŪ¾ĢrķgŻ¼ī¦ų┬čb┼õĘųÅS┤µĘ┼╬’┴ŽĄ─žø╝▄▌^ČÓŻ¼šµš²╩╣ė├Ģršę▓╗ĄĮ╦∙ąĶ╬’┴ŽĪŻ
ßśī”čb┼õ╣▄└Ē▀^│╠ųą│÷¼F(xi©żn)Ą─å¢Ņ}Ż¼RS10╚ßąįčb┼õėŗäØĮŌøQĘĮ░ĖÅ─ėŗäØĪó─▄┴”ĪóŅI╦═┴ŽĄ╚ČÓĘĮ├µ╠ß╣®ā×(y©Łu)╗»ĮŌøQĘĮ░ĖĪŻ
1ĪóįS▓²¤¤ÖCčb┼õ╚╬äš░┤ššėåå╬║═ŅA£yĮM┐Ś╔·«a(ch©Żn)Ż¼├┐éĆõN╩█ėåå╬╗“ŅA£y░┤å╬┼_ĮM┐Ś╔·«a(ch©Żn)Ż©ŽĄĮy(t©»ng)ųą├┐éĆõN╩█ėåå╬ų╗õø╚ļę╗éĆ«a(ch©Żn)ŲĘŻ®ĪŻčb┼õ▄ćķgĄ─«a(ch©Żn)ŲĘ░┤šš▓╗║Ž┼·Ą─ĘĮ╩ĮĮM┐Ś╔·«a(ch©Żn)ĪŻ
2Īóčb┼õ▄ćķgęÄ(gu©®)äØķ_╦╔ŠĆ║═│╔ą═ŠĆā╔Śl▓┐čbŠĆŻ¼ė├üĒčb┼õ«a(ch©Żn)ŲĘ┤¾▓┐╝■Ż©╚ńłD1Ż®ĪŻŠĆŽ┬įOėą▓┐čbģ^(q©▒)Ż¼ęį▀Mąą┴Ń▓┐╝■Ą─ĘųčbŻ©ŅAčb┼õŻ®Ż¼Ęųčbų«║¾Ą─┴Ń▓┐╝■ł¾Öz║¾╚ļ┴ó¾wÄņĪŻ┴Ē═Ōčb┼õ▄ćķgįOėą┼õ░l(f©Ī)ģ^(q©▒)Ż¼ī”ÄņĘ┐┼õ╦═Ą─╬’┴Ž▀Mąąčb┼õŠĆ╔Ž╣ż╬╗Ą─┼õ░l(f©Ī)ĪŻ┤¾▓┐╝■į┌│╔ą═ŠĆ╝░ķ_╦╔ŠĆŽ┬ŠĆ║¾▀M╚ļ┐éčbŻ¼čb┼õ│╔ūŅĮK«a(ch©Żn)ŲĘĪŻķ_╦╔ŠĆ║═│╔ą═ŠĆ╩Ūā╔Śl▓óąą╔·«a(ch©Żn)ŠĆŻ¼Ęųäe╔·«a(ch©Żn)═¼ę╗«a(ch©Żn)ŲĘĄ─12éĆ┤¾▓┐╝■ĪŻ├┐ŚlŠĆ╔Ž╔·«a(ch©Żn)ŲõųąĄ─6éĆĪŻ
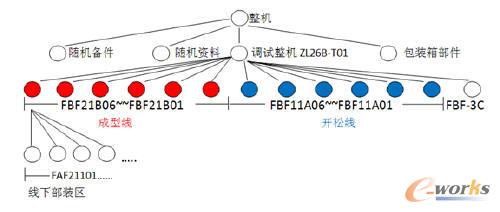
łD1 čb┼õ▓┐čbŠĆęÄ(gu©®)äØłD
3Īó═©▀^ŠÄųŲ╚ßąįčb┼õėŗäØ║═╣ż╬╗╬’┴Ž┼õ╦═ėŗäØŻ¼īŹ¼F(xi©żn)░┤å╬┼_ŠÄųŲėŗäØŻ¼░┤╚╬äš▀Mąąčb┼õĄ─╔·«a(ch©Żn)─Ż╩ĮĪŻ▓óŪęęÄ(gu©®)ĘČčb┼õĘųÅSĄ─┼õ╦═╣▄└ĒŻ¼īŹ¼F(xi©żn)░┤čb┼õ╣Ø(ji©”)┼─Īó░┤╚╬äš▀Mąą╬’┴Ž┼õ╦═Ż¼£p╔┘╣ż╚╦ę“ŅlĘ▒šę┴ŽČ°ė░Ēæ╚╬äš▀MČ╚Ą─¼F(xi©żn)Ž¾Ż¼╠ßĖ▀čb┼õĘųÅSĄ─╔·«a(ch©Żn)ą¦┬╩ĪŻ
4Īó═Ļ╔Ų╔·«a(ch©Żn)ėŗäØŠÄųŲĄ─▀^│╠Ż¼╠ßĖ▀ėŗäØĄ─┐╔ł╠(zh©¬)ąąąįĪŻų„ėŗäØåTĖ∙ō■(j©┤)╣½╦Š▐kŽ┬░l(f©Ī)Ą─╝ŠČ╚ĪČ╔·«a(ch©Żn)ėŗäØ┤¾ŠVĪĘ║═Ė╗╦╝╠ž╠ß╣®Ą─į┬Č╚ĪČ┼õ╝■ŅA£yėŗäØĪĘõø╚ļų„ÖC«a(ch©Żn)ŲĘ║═┼õ╝■Ą─ŅA£yėŗäØŻ¼ęįŅA£yėŗäØ║═õN╩█ėåå╬ū„×ķąĶŪ¾Ą─į┤Ņ^Ż¼ŠÄųŲų„ąĶŪ¾ėŗäØĪóų„╔·«a(ch©Żn)ėŗäØ║═╬’┴ŽąĶŪ¾ėŗäØĪŻ
5Īóį÷╝ė─▄┴”žō║╔Ęų╬÷▀^│╠Ż¼═©▀^ŠÄųŲ─▄┴”ąĶŪ¾ėŗäØŻ¼Ęų╬÷Į³Ų┌ā╚Ż©1-2éĆį┬Ż®Ą──▄┴”žō║╔ŲĮ║ŌŪķørŻ¼Ęų╬÷──ą®╚╬äš┐╔ęį▀Mąą─▄┴”═Ōģf(xi©”)š{š¹Ż¼──ą®╚╬äš┐╔ęį▀Mąą─▄┴”š{š¹Ż¼š{š¹║¾į┘▀Mąą─▄┴”ŲĮ║ŌĘų╬÷Ż¼ų▒ĄĮ╗∙▒ŠŲĮ║ŌĪŻ
6Īó«ö╚╬äšĮė╩šų«║¾Ż¼ų╗┤_šJąĶꬎ┬▀_Ą─╔·«a(ch©Żn)╚╬䚯¼░č▀@ą®╚╬䚎┬▀_ĄĮ▄ćķgŻ¼ī”ė┌▒Š┤╬▓╗Ž┬▀_Ą─ėŗäØ▓╗▀Mąą┤_šJĪŻ║¾└m(x©┤)ļSų°Ž┬▀_ėŗäØų«Ū░į┘ū÷ŽÓæ¬Ą─┤_šJĪŻ▀@śė«öėåå╬░l(f©Ī)╔·ūā╗»ĢrŻ¼Š═─▄ē“ŠÄųŲ│÷┼cėåå╬Ģrķgę╗ų┬Ą─╔·«a(ch©Żn)╚╬äšĪŻ
7Īóčb┼õėŗäØåTūx╚ļų„╔·«a(ch©Żn)ėŗäØŻ©░┤å╬ÖC▀Mąąčb┼õĄ─«a(ch©Żn)ŲĘŻ®Ż¼ŠÄųŲ╚ßąįčb┼õėŗäØ║═╣ż╬╗╬’┴Ž┼õ╦═ėŗäØŻ¼▀Mąą╚▒╝■Ęų╬÷║¾Ż¼š{š¹╚▒╝■╣ż╬╗Ą─╚ßąįčb┼õėŗäØĪŻ▀MąąėŗäØ┤_šJ║¾Ż¼░┤ššų▄Ų┌īóėŗäØŽ┬▀_ĄĮčb┼õĘųÅSĪŻ
8Īó▀Mąąčb┼õĘųÅS╚ßąįčb┼õėŗäØĄ─ŠÄųŲĪó┤_šJŻ©░³└©╣ż╬╗┼õ╦═ėŗäØŻ®ĪóŽ┬▀_Īóš{š¹Īó▒O(ji©Īn)┐žŻ¼ęį╝░╝░ĘŪ╚ßąįĄ─čb┼õ╚╬䚥─Įė╩šĪó┤_šJĪóŽ┬▀_║═╚╬䚥─Ė·█ÖĪó▒O(ji©Īn)┐žĪóš{š¹ĪŻ
9Īó░┤ššå╬ÖCŠÄųŲ╚ßąįčb┼õėŗäØŻ¼Ė„╣ż╬╗ėŗäØ░┤ššėåå╬«a(ch©Żn)ŲĘĄ─ūŅĮK═Ļ╣ż╚šŲ┌▀Mąą“└Łäė”╩Į┼┼«a(ch©Żn)Ż¼ć└Ė±░┤šščb┼õ╣Ø(ji©”)┼─Ż¼┐╝æ]Ė„╣ż╬╗Ą─īŹļH╔·«a(ch©Żn)─▄┴”Ż¼╩╣Ą├ėŗäØĄ─ł╠(zh©¬)ąąĖ³╝ė£╩┤_ĪŻīŹ¼F(xi©żn)“ę╗éĆ┴„”į┌▓┐čbŠĆ╔Žęį╣╠Č©Ą─╣Ø(ji©”)┼─▀Mąąčb┼õĪŻ
10ĪóĖ∙ō■(j©┤)čb┼õėŗäØŠÄųŲ╣ż╬╗╬’┴Ž┼õ╦═ėŗäØĪŻÄņĘ┐īóčb┼õ╬’┴Ž░┤šš┼õ╦═ėŗäØĄ─Ģrķg║═öĄ(sh©┤)┴┐ų▒Įė╦═ĄĮčb┼õ╣ż╬╗Ż¼╝╚▒▄├Ō┴╦░┤┼_╠ū╦═┴Ž║═║Ž┼·╦═┴Ž╦∙įņ│╔Ą─▄ćķg╬’┴Žį┌ųŲ▀^ČÓĪó╣ż╚╦šę┴Ž└¦ļyĄ─¼F(xi©żn)Ž¾Ż¼ėųėąą¦ĄžĮŌøQ┴╦╬’┴Žį┌▄ćķgĄ─ķeų├ęį╝░╣ż╬╗═Ż╣ż┤²┴Žī”╔·«a(ch©Żn)╦∙įņ│╔Ą─ė░ĒæŻ¼ėąą¦Ą─╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩Ż¼┐sČ╠čb┼õų▄Ų┌ĪŻūŅĮKīŹ¼F(xi©żn)░┤“╚╬äščb┼õĪó╚╬äš┼õ╦═”Ą─╔·«a(ch©Żn)ĮM┐ŚĘĮ╩ĮĪŻ
11ĪóėŗäØé}ā”▓┐Īó╔·«a(ch©Żn)╣▄└Ē▓┐Īóčb┼õĘųÅSŽÓĻPžōž¤╚╦åT═©▀^čb┼õėŗäØĖ·█Ö▒O(ji©Īn)┐žĄ╚╣”─▄šŲ╬š├┐éĆčb┼õ╣ż╬╗Ą─ėŗäØł╠(zh©¬)ąąŪķørŻ©╝░═ŽŲ┌ŪķørŻ®ĪóŽÓæ¬ėåå╬Ą─▀MČ╚ŪķørŻ©╝░═ŽŲ┌ŪķørŻ®Īó╣ż╬╗╬’┴ŽĄ─┼õ╦═ŪķørŻ©╝░╚▒┴Žą┼ŽóŻ®Ż¼┐ņ╦┘Ēæ欫É│Ż╣ż╬╗Ą─å╬ÖCėŗäØŻ¼▓╔ė├ČÓĘNĘĮ╩Į╝░Ģr▀Mąąš{š¹Ż¼╩╣čb┼õėŗäØĖ³╝ėŠ▀ėą“╚ßąį”ĪŻ
╦─ĪóRS10╚ßąįčb┼õėŗäØĮŌøQĘĮ░ĖīŹļH▀\ė├ą¦╣¹
╚ßąįčb┼õ─▄ē“īóČÓéĆŠ▀éõ¬Ü┴ó╝ė╣ż─▄┴”Ą─╔·«a(ch©Żn)å╬į¬Ż©įOéõ║═╚╦åTŻ®┬ō(li©ón)║ŽŲüĒŻ¼į┌ėåå╬«a(ch©Żn)ŲĘčb┼õļAČ╬Ż¼īŹ¼F(xi©żn)å╬ÖCį┌Ė„éĆ╔·«a(ch©Żn)å╬į¬Ą─░┤╣Ø(ji©”)ūÓėąą“┴„▐DĪŻę└┐┐ERP▄ø╝■▀Mąą▌oų·╣▄└ĒŻ¼Ė∙ō■(j©┤)īŹļH╔·«a(ch©Żn)─▄┴”ņ`╗Ņš{š¹╔·«a(ch©Żn)ėŗäØŻ¼ėąą¦░l(f©Ī)ō]čb┼õĄ─«a(ch©Żn)─▄Ż¼ĮĄĄ═╔·«a(ch©Żn)Ą─│╔▒ŠĪó┐sČ╠čb┼õĄ─ų▄Ų┌ĪóĖ³┐ņĮ▌Ąž▀mæ¬╩ął÷Ą─ūā╗»ĪŻ
įS▓²¤¤ÖC═©▀^╚ßąįčb┼õėŗäØĮŌøQĘĮ░ĖĄ─īŹ╩®Ż¼īŹ¼F(xi©żn)┴╦ų„ąĶŪ¾ėŗäØĪóų„╔·«a(ch©Żn)ėŗäØĪó╬’┴ŽąĶŪ¾ėŗäØĪó─▄┴”ąĶŪ¾ėŗäØĪó╚ßąįčb┼õėŗäØĄ─┴╝ąį裣h(hu©ón)Ż¼ū÷ĄĮČ©Ų┌ŠÄųŲų▄Ų┌ØLäėĪŻīŹ¼F(xi©żn)ėŗäØŠÄųŲĄ─īŻśI(y©©)╗»Ęų╣żŻ¼╠ßĖ▀ėŗäØĄ─┐╔ł╠(zh©¬)ąąąįŻ¼╝░ĢrĒææ¬╩ął÷ąĶŪ¾ĪŻ
═©▀^ŠÄųŲ╚ßąįčb┼õėŗäØ║═╣ż╬╗╬’┴Ž┼õ╦═ėŗäØŻ¼īŹ¼F(xi©żn)░┤å╬┼_ŠÄųŲėŗäØŻ¼░┤╚╬äš▀Mąąčb┼õĄ─╔·«a(ch©Żn)─Ż╩ĮĪŻ▓óŪęęÄ(gu©®)ĘČ┴╦čb┼õĘųÅSĄ─┼õ╦═╣▄└ĒŻ¼īŹ¼F(xi©żn)░┤čb┼õ╣Ø(ji©”)┼─Īó░┤╚╬äš▀Mąą╬’┴Ž┼õ╦═Ż¼£p╔┘╣ż╚╦ę“ŅlĘ▒šę┴ŽČ°ė░Ēæ╚╬äš▀MČ╚Ą─¼F(xi©żn)Ž¾Ż¼╠ßĖ▀čb┼õĘųÅSĄ─╔·«a(ch©Żn)ą¦┬╩ĪŻ
├„┤_┴╦╔·«a(ch©Żn)ėŗäØł╠(zh©¬)ąą▀^│╠ųąĄ─śI(y©©)äš┴„│╠Ż¼═©▀^ī”Ė„śI(y©©)äš╣Ø(ji©”)³cĄ─ķ_╣żĪół¾╣żĄ╚┐žųŲŻ¼╩╣Ą├ŽÓĻP╚╦åT╝░Ģr▒O(ji©Īn)┐ž╔·«a(ch©Żn)▀MČ╚ŪķørŻ¼£p╔┘┴╦╚╦×ķ£Ž═©Ż¼╩╣╔·«a(ch©Żn)Ė³╝ėėąą“ĪŻ═©▀^▄ćķgį┌ųŲ╣▄└ĒŻ¼╠ßĖ▀┴╦▄ćķgį┌ųŲÄżīŹŽÓĘ¹┬╩ĪŻ╬’┴Žł¾ÅU║═«a(ch©Żn)ŲĘł¾ÅU╣▄└ĒŻ¼ęÄ(gu©®)ĘČ┴╦čaÅUŅI┴ŽĄ─╣▄└ĒŻ¼┐žųŲ┴╦ļSęŌŅI┴ŽĄ─ŪķørĪŻ
▄ćķg╣▄└Ē╚╦åT┐╔ęį░┤ššėåå╬ūŅĮK«a(ch©Żn)ŲĘĄ─ķ_═Ļ╣ż╚šŲ┌▀Mąą╚ßąį╣ż╬╗ėŗäØĄ─ŠÄųŲŻ¼ų«║¾Ė∙ō■(j©┤)ŠÄųŲĄ─ĮY╣¹ł╠(zh©¬)ąą╚▒┴ŽĄ─ŅAÖz▓ķŻ¼į┘Ė∙ō■(j©┤)╚▒┴ŽŅAÖz▓ķĘų╬÷ł¾Ėµ▀MąąŽÓæ¬╣ż╬╗ėŗäØĄ─š{š¹Ż©ŽĄĮy(t©»ng)Ė∙ō■(j©┤)š{š¹┤_šJ║¾Ą─čb┼õėŗäØūįäė╔·│╔╣ż╬╗ŅI╦═┴ŽėŗäØŻ®Ż©╚ńłD2Ż®ĪŻ
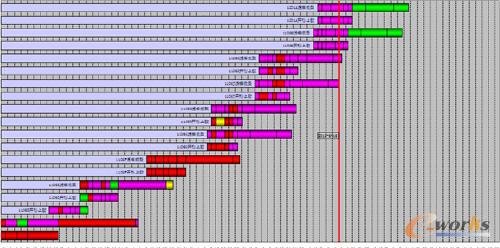
łD2 ╚ßąįčb┼õŠĆ▀MČ╚łD
į┌čb┼õėŗäØĄ─ł╠(zh©¬)ąą▀^│╠ųąŻ¼╚ń╣¹│÷¼F(xi©żn)«É│ŻŪķørŻ©įOéõ▀\▐D«É│ŻĪóėåå╬▓Õå╬Īóėåå╬ĢrķgūāĖ³Ą╚ŪķørŻ®Ż¼╣▄└Ē╚╦åT┐╔ęįņ`╗ŅĄ─ī”čb┼õėŗäØ▀Mąąųžą┬š{š¹Ż¼üĒØMūŃīŹļHėåå╬Ą─ąĶŪ¾ĪŻ═¼Ģr╣▄└Ē╚╦åT┐╔ęį═©▀^╚ßąįčb┼õŽĄĮy(t©»ng)Ģr┐╠ĻPūó▄ćķgĄ─Ė„╣ż╬╗ł╠(zh©¬)ąą▀MČ╚Ż©╣żą“▀MČ╚Ż®Īóėåå╬╗“å╬ÖCčb┼õ▀MČ╚Ż©ėåå╬╗“å╬ÖC«a(ch©Żn)ŲĘ╦∙į┌╣ż╬╗ą┼ŽóŻ®Īó«É│ŻĀŅørŻ©å╬ÖC«a(ch©Żn)ŲĘ╔·«a(ch©Żn)╩Ūʱ░┤ššėŗäØ▀MČ╚Īó╩Ūʱ═ŽŲ┌Īó╩Ūʱ╚▒┴ŽŻ®Ż©╚ńłD3Ż®Ż¼╣▄└Ē╚╦åT┐╔ęįĖ∙ō■(j©┤)čb┼õ«É│ŻŪķørŻ©╚ńŻ║ęčī¦ų┬ėåå╬═ŽŲ┌Ż®▀Mąą┘Yį┤║═▀MČ╚Ą─ģf(xi©”)š{Ż¼üĒ▒ŻūCėåå╬░┤ĢrĮ╗žøĪŻ

łD3 ╚ßąįčb┼õ╚╬äš«É│Żł¾ĖµłD
╬ÕĪó┐éĮY
įS▓²¤¤ÖC╚ßąįčb┼õą┼Žó╗»Ą─Į©įOĮø(j©®ng)Üv┴╦║▄ČÓ▓©š█ĪŻĮø(j©®ng)▀^░ļ─ĻĄ─╚ßąįčb┼õėŗäØĄ─╔ŽŠĆ▀\ąąŻ¼čb┼õ¼F(xi©żn)ł÷Ą─╣▄└ĒįĮüĒįĮęÄ(gu©®)ĘČ╗»Ż¼čb┼õū„śI(y©©)ę▓įĮüĒįĮś╦£╩╗»Īó┴„│╠╗»Ż¼čb┼õĘųÅSĄ─ŅI╦═┴ŽĄ─┼õ╠ū┬╩ėą┴╦├„’@Ą─╠ßĖ▀Ż¼čb┼õ┘|┴┐╠ßĖ▀ą¦╣¹├„’@Ż¼š¹¾wĄ─Į╗žøų▄Ų┌ō■(j©┤)▓╗═Ļ╚½Įy(t©»ng)ėŗėą30%Ą─╠ß╔²ĪŻŽÓą┼įS▓²¤¤ÖCĄ─╚ßąįųŲįņų«┬Ęīó▓╗öÓÅŖ╗»Ų¾śI(y©©)ĖéĀÄ┴”Ż¼ūVīæę╗Č╬╚½ą┬Ą─║═Ė▀Š│ĮńĄ─ųŲįņĮø(j©®ng)ĄõĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║▒▒ūį╦∙ERPŽĄĮy(t©»ng)╚ßąįčb┼õėŗäØų·═ŲįS▓²¤¤ÖCĄ─╚ßąįųŲįņų«┬Ę
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/consultation/1082046578.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















