



0 ę²čį
¼F(xi©żn)┤·ūó╔õ─ŻŠ▀╝ė╣żųŲįņ▀^│╠ųąŻ¼ą═Ū╗Ą─įO(sh©©)ėŗ(j©¼)┼c╝ė╣ż╩Ūę╗éĆ(g©©)ĘŪ│Żųžę¬Ą─Łh(hu©ón)╣Ø(ji©”)Ż¼ĻP(gu©Īn)ŽĄĄĮš¹╠ū─ŻŠ▀ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)Ą─║Ž└ĒąįŻ¼ęį╝░─ŻŠ▀ųŲįņ║═čb┼õĄ─ļyęū│╠Č╚Ż¼▓óūŅĮKė░Ēæ╦▄┴ŽųŲŲĘĄ─│╔ą═┘|(zh©¼)┴┐ĪŻ
«ö(d©Īng)Ū░Ż¼─ŻŠ▀įO(sh©©)ėŗ(j©¼)ų„ę¬▓╔ė├ā╔ĘNĘĮ╩ĮŻ¼ę╗ĘNĘĮ╩Į╩ŪŽ╚ė╔╚²ŠSįO(sh©©)ėŗ(j©¼)▄ø╝■▀M(j©¼n)ąą─ŻŠ▀╚²ŠS┴Ń╝■įO(sh©©)ėŗ(j©¼)Ż¼į┘ė╔╚²ŠS┴Ń╝■─Żą══Čė░╔·│╔Č■ŠS╣ż│╠łDśėŻ¼▀@ĘNĘĮ╩ĮĄ─ų„ę¬╠ž³c(di©Żn)╩Ū╣ż│╠łDśė┼c─ŻŠ▀┴Ń╝■╚²ŠS─Żą═ŽÓ╗źĻP(gu©Īn)┬ō(li©ón)Ż¼═¼▓ĮĖ³ą┬Ż¼┼c╝ė╣żĄ─┴Ń╝■▒Ż│ųę╗ų┬Ż¼Ą½╣ż│╠łDśėĄ─└LųŲĒÜį┌┴Ń╝■╚²ŠS─Żą═įO(sh©©)ėŗ(j©¼)═Ļ│╔║¾▓┼─▄▀M(j©¼n)ąąŻ¼│÷łD╦┘Č╚┬²Ż╗┴Ēę╗ĘNĘĮ╩Į╩ŪŽ╚ė╔Č■ŠSįO(sh©©)ėŗ(j©¼)▄ø╝■śŗ(g©░u)įņ─ŻŠ▀čb┼õłD║═┴Ń╝■łDŻ¼į┘ę└ō■(j©┤)╣ż│╠łDśė└¹ė├╚²ŠSįO(sh©©)ėŗ(j©¼)▄ø╝■īŹ(sh©¬)¼F(xi©żn)─ŻŠ▀┴Ń╝■Ą─įO(sh©©)ėŗ(j©¼)Ż¼▀@ĘNĘĮ╩ĮĄ─╣ż│╠łDśė¬Ü(d©▓)┴óė┌╚²ŠS┴Ń╝■─Żą═ų«═Ō▀M(j©¼n)ąąįO(sh©©)ėŗ(j©¼)Ż¼│÷łD╦┘Č╚┐ņŻ¼Ą½ė╔ė┌łDśė┼c─Żą═ĻP(gu©Īn)┬ō(li©ón)ąį▓ŅŻ¼Įø(j©®ng)│ŻĢ■(hu©¼)│÷¼F(xi©żn)╝ė╣ż┴Ń╝■ĪóįO(sh©©)ėŗ(j©¼)─Żą═┼c╣ż│╠łDśė▓╗ę╗ų┬Ą─¼F(xi©żn)Ž¾Ż¼▓╗└¹ė┌─ŻŠ▀╔·«a(ch©Żn)║¾Ų┌Ą─ą▐Ė─ĪŻ¤o(w©▓)šō▓╔ė├║╬ĘNĘĮ╩ĮŻ¼─ŻŠ▀Ęųą═įO(sh©©)ėŗ(j©¼)Īóą═Ū╗įO(sh©©)ėŗ(j©¼)ĪóļŖśOįO(sh©©)ėŗ(j©¼)║═╝ė╣ż│╠ą“ŠÄųŲČ╝╩Ū─ŻŠ▀įO(sh©©)ėŗ(j©¼)╔·«a(ch©Żn)ųąĄ─ųžę¬Łh(hu©ón)╣Ø(ji©”)Ż¼Š∙▓╔ė├╚²ŠS▄ø╝■═Ļ│╔ĪŻ
▒Š╬─ęį▀b┐žŲ„║¾Üż×ķ└²Ż¼įö╝Ü(x©¼)╠Įėæ║═Ęų╬÷NXŲĮ┼_(t©ói)Ž┬īŹ(sh©¬)¼F(xi©żn)─ŻŠ▀ą═Ū╗┐ņ╦┘įO(sh©©)ėŗ(j©¼)Īó┴Ń╝■öĄ(sh©┤)┐žŠÄ│╠ĪóŠĆŪąĖŅ╝ė╣ż║═ļŖśOįO(sh©©)ėŗ(j©¼)ę╗¾w╗»Ą─╦╝┬ĘĪóĘĮĘ©╝░▀^│╠Ż¼īŹ(sh©¬)¼F(xi©żn)╣ż│╠įO(sh©©)ėŗ(j©¼)┼c╝ė╣żöĄ(sh©┤)ō■(j©┤)Ą─ėąą¦ĮY(ji©”)║ŽĪŻ
1 «a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)╣ż╦ćĘų╬÷
łD1╦∙╩Š×ķ─│┐Ņ▀b┐žŲ„║¾ÜżĄ─«a(ch©Żn)ŲĘ╩ŠęŌłDŻ¼įō«a(ch©Żn)ŲĘĄ─│╔ą═▓─┴Ž×ķABSŻ¼╩š┐s┬╩×ķ6‰Ż¼▒Ē├µę¬Ū¾╬g╝yŻ¼ūŅ┤¾═Ōą╬▌å└¬│▀┤ń×ķ212mm×48mm×18mmŻ¼ų„¾w▒┌║±×ķ1.8mmĪŻ▀b┐žŲ„║¾Üżų▄▀ģėą10éĆ(g©©)┐█╬╗Ż¼ė├ė┌┼cŪ░Üżčb┼õ▀BĮėŻ¼▀b┐žŲ„║¾Üżā╚(n©©i)▓┐ėąČÓ╠Ä╔ŅĄ─ĮŅŚlŻ¼ė├ė┌ų¦ō╬ļŖ┬Ę░Õ▓óį÷╝ėÅŖ(qi©óng)Č╚ĪŻ«a(ch©Żn)ŲĘ│▀┤ńŠ½Č╚ę¬Ū¾▌^Ė▀Ż¼Š½Č╚Ą╚╝ē(j©¬)ąĶ▀_(d©ó)ĄĮ╦▄┴ŽųŲŲĘ╣½▓Ņś╦(bi©Īo)£╩(zh©│n)SJ1372-78Ą─3╝ē(j©¬)Š½Č╚ĪŻ«a(ch©Żn)ŲĘ═Ō▒Ē├µ╝┤×ķ═Ōė^├µŻ¼═Ōė^ę¬Ū¾╔½Ø╔Š∙ä“ĪóŪÕØŹĪó¤o(w©▓)└Łé¹Īó¤o(w©▓)╣╬║█Ż¼ęį╝░¤o(w©▓)├½┤╠ĪóŲõ╦¹ÖC(j©®)ąĄōpé¹║═öÓ┴čĄ╚▒Ē├µ┘|(zh©¼)┴┐å¢Ņ}Ż¼Ūę▓╗─▄ėą├„’@╔½▓ŅĪó┐s╦«Īó├½▀ģĪóĮY(ji©”)║Ž┐p║═╬█³c(di©Żn)Ą╚╚▒Ž▌╗“Ķ”┤├ĪŻ

łD1 ─│┐Ņ▀b┐žŲ„║¾ÜżĄ─«a(ch©Żn)ŲĘ╩ŠęŌłD
2 ─ŻŠ▀┐é¾wĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)ĘĮ░Ė
▀b┐žŲ„║¾Üż«a(ch©Żn)ŲĘ╔·«a(ch©Żn)┼·┴┐┤¾Īó│▀┤ń▀mųąŻ¼ę└ō■(j©┤)ūó╦▄╔·«a(ch©Żn)įO(sh©©)éõĄ─īŹ(sh©¬)ļHę¬Ū¾Ż¼▓╔ė├ę╗─Żā╔Ū╗Ą─▓╝ŠųĘĮ╩ĮĪŻ«a(ch©Żn)ŲĘ═Ōė^ŲĘ┘|(zh©¼)ę¬Ū¾Ė▀Ż¼▓╗į╩įSų▒Įėį┌═Ō▒Ē├µįO(sh©©)ų├Ø▓┐┌Ż¼įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)▓╔ė├ā╔░Õ─Ż┤¾╦«┐┌ĮY(ji©”)śŗ(g©░u)ą╬╩ĮŻ¼▀xō±ØōĘ³╩ĮØ▓┐┌Ą─▀M(j©¼n)─zĘĮ╩ĮŻ¼Å─ā╚(n©©i)▓┐ĒöŚU╬╗ų├▀M(j©¼n)─zŻ¼īóØ▓┐┌ę²Ž“«a(ch©Żn)ŲĘĄ─Ąū├µŻ¼«a(ch©Żn)ŲĘĒö│÷║¾ī”(du©¼)įō╠Ä▀M(j©¼n)ąąŠų▓┐ą▐╝¶╠Ä└ĒŻ¼┴„Ą└▀xė├ų▒ÅĮ×ķφ8mmĄ─łAą╬┴„Ą└ĪŻ×ķ┴╦▒ŻūC═Ōė^┘|(zh©¼)┴┐Ż¼ą═Ū╗▓╔ė├š¹¾w╩ĮĮY(ji©”)śŗ(g©░u)Ż¼ĘĮ▒Ń▀M(j©¼n)ąąš¹¾wļŖ╗╗©ńR├µ╝ė╣żĪŻ«a(ch©Żn)ŲĘų▄▀ģėą10éĆ(g©©)┐█╬╗Ż¼▓╔ė├ą▒Ēö│╔ą═ŽÓæ¬(y©®ng)Ą─╬╗ų├Ż¼īŹ(sh©¬)¼F(xi©żn)┐█╬╗Ą─│ķąŠäė(d©░ng)ū„ĪŻ└õģsŽĄĮy(t©»ng)▓╔ė├╗ž┬Ę╩Į└õģsĘĮ╩ĮŻ¼į┌äė(d©░ng)ĪóČ©─ŻĘųäeįO(sh©©)ų├ČÓŚlφ8mmĄ─└õģs╦«Ą└ĪŻ─ŻŠ▀▓╔ė├ī¦(d©Żo)ų∙Īóī¦(d©Żo)╠ūČ©╬╗Ż¼×ķ┴╦╠ßĖ▀Č©╬╗Š½Č╚Ż¼į┌äė(d©░ng)─Ż░Õ║═Č©─Ż░ÕĄ─╦─ų▄ĘųäeįO(sh©©)ų├╦─éĆ(g©©)ĘĮą╬Č©╬╗Ų„Ż¼═¼Ģr(sh©¬)į┌ą═ąŠ║═ą═Ū╗╠Ä▓╔ė├═╣┼_(t©ói)║═░╝▓█▀M(j©¼n)ąąÕF├µČ©╬╗Ż¼▀b┐žŲ„║¾Üż─ŻŠ▀┐é¾wĮY(ji©”)śŗ(g©░u)╩ŠęŌłD╚ńłD2╦∙╩ŠĪŻ

łD2 ▀b┐žŲ„║¾Üż─ŻŠ▀┐é¾wĮY(ji©”)śŗ(g©░u)╩ŠęŌłD
1.äė(d©░ng)─Ż░Õ2.└õģs╦«Ą└3.ą═ąŠ4.Č©─Ż░Õ5.ą═Ū╗6.Č©─Żū∙░Õ7.Ø▓┐┌╠ū
8.Č©╬╗╚”9.ī¦(d©Żo)╠ū10.ī¦(d©Żo)ų∙11.ą▒Ēö12.ØōĘ³╩ĮØ▓┐┌13.ĒöŚU14.ē|ēK
15.═ŲŚU╣╠Č©░Õ16.═Ų░Õ17.äė(d©░ng)─Żū∙░Õ18.ĘĮą╬Č©╬╗Ų„
3 NXŲĮ┼_(t©ói)Ž┬─ŻŠ▀ą═Ū╗┐ņ╦┘įO(sh©©)ėŗ(j©¼)
│ŻęÄ(gu©®)Ą──ŻŠ▀ą═Ū╗įO(sh©©)ėŗ(j©¼)ĘĮ╩Į╩ŪįO(sh©©)ėŗ(j©¼)ĤŽ╚į┌╚²ŠS▄ø╝■Łh(hu©ón)Š│ųąę└ō■(j©┤)«a(ch©Żn)ŲĘ╚²ŠS─Żą═äō(chu©żng)Į©Ė„ŅÉ├µĪóģ^(q©▒)ė“ęį╝░Ė„ĘNÅ═(f©┤)ļsĄ─├µ▓┘ū„Ż¼Å─Č°╩ųäė(d©░ng)äō(chu©żng)Į©ą═Ū╗├µęį╝░Ęųą═├µŻ¼į┘▀M(j©¼n)ąąą═Ū╗Ą─Ęųą═įO(sh©©)ėŗ(j©¼)Ż¼ūŅ║¾└¹ė├╚²ŠSįO(sh©©)ėŗ(j©¼)▄ø╝■Ą─Ė„ĘN╠žš„▓┘ū„ĪóīŹ(sh©¬)¾w▓┘ū„╝░▓╝Ā¢▀\(y©┤n)╦ŃüĒ═Ļ│╔ą═Ū╗Ą─įö╝Ü(x©¼)įO(sh©©)ėŗ(j©¼)Ż¼▀@ĘNĘĮ╩Į║▄┤¾│╠Č╚╔Ž╚ĪøQė┌įO(sh©©)ėŗ(j©¼)ĤĄ─Įø(j©®ng)“×(y©żn)║═╦«ŲĮŻ¼įO(sh©©)ėŗ(j©¼)ą¦┬╩▌^Ą═ĪŻ
NX▄ø╝■Ą─Moldwizard─ŻēK╝»ģóöĄ(sh©┤)╗»─Ż╝▄╝░ś╦(bi©Īo)£╩(zh©│n)╝■Äņ(k©┤)ĪóČÓ╠žš„┐ņ╦┘įO(sh©©)ėŗ(j©¼)ĪóĮø(j©®ng)“×(y©żn)ų¬ūR(sh©¬)Äņ(k©┤)║══Ų└ĒÖC(j©®)╝░ųŪ─▄ŽĄĮy(t©»ng)ė┌ę╗¾wŻ¼š¹éĆ(g©©)įO(sh©©)ėŗ(j©¼)▀^│╠Š▀ėąę╗Č©Ą─ūįäė(d©░ng)╗»║═ųŪ─▄╗»╦«ŲĮŻ¼┐╔ęįīŹ(sh©¬)¼F(xi©żn)╚²ŠS─ŻŠ▀┐ņ╦┘įO(sh©©)ėŗ(j©¼)ĪŻįO(sh©©)ėŗ(j©¼)Ģr(sh©¬)═©▀^┐ņ╦┘š{(di©żo)╚ļųŲŲĘĪó▀xō±│╔ą═▓─┴ŽŻ¼┤_Č©├ō─ŻĘĮŽ“║═ū°ś╦(bi©Īo)ŽĄŻ¼įO(sh©©)ų├╣ż╝■├½┼„┤¾ąĪĪó═Ļ│╔ą═Ū╗▓╝ŠųŻ¼╠ß╚Īą═Ū╗ģ^(q©▒)ė“Ż¼ča(b©│)┐ūĪóäō(chu©żng)Į©ą▐ča(b©│)├µ║═Ęųą═├µŻ¼═Ļ│╔ą═Ū╗Ą─ūįäė(d©░ng)Ęųą═╚╬äš(w©┤)Ż¼į┘═©▀^Ķé╝■Īó│ķąŠÖC(j©®)śŗ(g©░u)ĪóØ▓ūóŽĄĮy(t©»ng)Īó└õģsŽĄĮy(t©»ng)║═ś╦(bi©Īo)£╩(zh©│n)╝■Ą╚įO(sh©©)ėŗ(j©¼)═Ļ│╔╚²ŠS─ŻŠ▀ą═Ū╗Ą─╝Ü(x©¼)╣Ø(ji©”)įO(sh©©)ėŗ(j©¼)Ż¼╗∙ė┌NX▄ø╝■Ą─Moldwizard─ŻēKĄ──ŻŠ▀ą═Ū╗┐ņ╦┘įO(sh©©)ėŗ(j©¼)ĘĮĘ©┴„│╠╚ńłD3╦∙╩ŠĪŻ

łD3 ╗∙ė┌NX▄ø╝■Ą─Moldwizard─ŻēKĄ──ŻŠ▀ą═Ū╗┐ņ╦┘įO(sh©©)ėŗ(j©¼)ĘĮĘ©┴„│╠
Ė∙ō■(j©┤)▀b┐žŲ„║¾Üż«a(ch©Żn)ŲĘ─Żą═Ą─╠ž³c(di©Żn)Ż¼īóĘųą═├µ▀xį┌«a(ch©Żn)ŲĘ═Ōą╬łA╗ĪĄ─ūŅ┤¾═Čė░╬╗ų├Ż¼▓╔ė├ŲĮ├µĘųą═Ż¼╠ß╚ĪŽÓæ¬(y©®ng)Ą─ą═Ū╗ģ^(q©▒)ė“▓óäō(chu©żng)Į©┐ūČ┤Ą─ą▐ča(b©│)├µŻ¼ą═Ū╗Ęųą═├µė“╩ŠęŌłD╚ńłD4╦∙╩ŠĪŻ└¹ė├įō├µė“?q©▒)”╣ż╝■▀M(j©¼n)ąąĘųą═įO(sh©©)ėŗ(j©¼)Ż¼═Ļ│╔ą═Ū╗Ą─Ęųą═ĪŻ
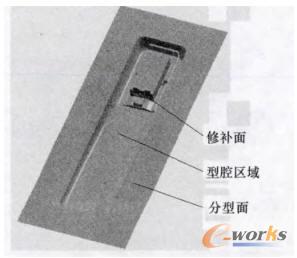
łD4 ą═Ū╗Ęųą═├µė“╩ŠęŌłD
ė╔ė┌ą═Ū╗ā╚(n©©i)▓┐░▓čbļŖ│žĮY(ji©”)śŗ(g©░u)Ą─╬╗ų├┤µį┌ČÓ╠Ä▓Õ┤®Īó┼÷┤®Ż¼Č°ŪęĮŅŚl▌^╔ŅŻ¼ļyė┌╝ė╣żŻ¼įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)┐╝æ]▒Ńė┌║¾└m(x©┤)─ŻŠ▀Ą─ųŲįņ║═╝ė╣żŻ¼į┌ą═Ū╗ā╚(n©©i)▓┐įō╬╗ų├įO(sh©©)ėŗ(j©¼)Ķé╝■Ż╗ė╔ė┌▀b┐žŲ„Ą─čb┼õ║══Ōė^Ą─Š½Č╚ę¬Ū¾▌^Ė▀Ż¼Č°Ūę«a(ch©Żn)ŲĘĘųą═├µ╠ÄįO(sh©©)ėŗ(j©¼)łA╗Ī▀^Č╔Ż¼╝Ü(x©¼)╬óĄ─Õe(cu©░)╬╗Š═Ģ■(hu©¼)ę²Ų▀b┐žŲ„║¾ÜżĘųą═├µų▄▀ģĄ─öÓ▓ŅŻ¼ę“┤╦Ż¼į┌ą═Ū╗║═ą═ąŠ┼õ║Ž╠Äį÷╝ėŠ½┤_Č©╬╗ĘĮ╩ĮŻ¼╝┤į┌ą═Ū╗Ą─╦─éĆ(g©©)ĮŪ┬õ▓┐╬╗įO(sh©©)ėŗ(j©¼)ÕF├µČ©╬╗Ż¼ė├ė┌Š½┤_Č©╬╗─ŻŠ▀Ż╗Ø▓ūóŽĄĮy(t©»ng)Īó└õģsŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)░┤šš─ŻŠ▀┐é¾wĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)ĘĮ░ĖŻ¼└õģs╦«Ą└čžą═Ū╗├µĘų▓╝╩ŠęŌłD╚ńłD5╦∙╩ŠŻ¼ą═Ū╗┼c─Ż░ÕĄ─▀BĮė╣╠Č©ĘĮ╩Į▓╔ė├┬▌╝y▀BĮėĘĮ╩ĮŻ¼ūŅĮK═Ļ│╔š¹éĆ(g©©)ą═Ū╗Ą─╝Ü(x©¼)╣Ø(ji©”)įO(sh©©)ėŗ(j©¼)Ż¼Ą├ĄĮŽÓæ¬(y©®ng)Ą─ą═Ū╗ĮY(ji©”)śŗ(g©░u)╩ŠęŌłDŻ¼╚ńłD6╦∙╩ŠĪŻ

łD5 └õģs╦«Ą└čžą═Ū╗├µĘų▓╝╩ŠęŌłD

łD6 ą═Ū╗ĮY(ji©”)śŗ(g©░u)╩ŠęŌłD
4 NXŲĮ┼_(t©ói)Ž┬─ŻŠ▀ą═Ū╗╝ė╣ż
ūó╔õ─ŻŠ▀ą═Ū╗Ą─╝ė╣ż▀^│╠ųąŻ¼┤¾ČÓöĄ(sh©┤)ą╬ĀŅ╝░╠žš„Š∙┐╔▓╔ė├öĄ(sh©┤)┐žŃŖ▀M(j©¼n)ąą╝ė╣żĪŻų╗ꬊC║Ž▀\(y©┤n)ė├NX▄ø╝■CAM─ŻēKųąĄ─³c(di©Żn)╬╗╝ė╣żĪóŲĮ├µŃŖĪóą═Ū╗ŃŖĪóĄ╚Ė▀▌å└¬ŃŖ║═╣╠Č©▌SŪ·├µ▌å└¬ŃŖ╣”─▄Ż¼Ė∙ō■(j©┤)╝ė╣ż▒Ē├µ▀M(j©¼n)ąą║Ž▀mĄ─čbŖAŻ¼ę╗░Ń┐╔ęį═Ļ│╔ą═Ū╗┴Ń╝■Ą─öĄ(sh©┤)┐žŃŖŽ„ę¬Ū¾ĪŻī”(du©¼)ė┌─ŻŠ▀Ą─┬▌ßöĪó╦«Ą└║═ĒößśĄ╚▌^╔ŅĄ─łA┐ūŻ¼▓╔ė├Ń@┐ū╗“╔Ņ┐ūŃ@▀M(j©¼n)ąąŃ@Ž„╝ė╣żŻ╗ī”(du©¼)ė┌ø]ėąą▒Č╚╗“š▀Š▀ėąę╗Č©ąĪą▒Č╚Ą─═©┐ū╝░═©▓█Ż¼Ė∙ō■(j©┤)Š½Č╚Ą─ę¬Ū¾Ż¼┐╔ęį▓╔ė├┬²ū▀Įz╗“┐ņū▀ĮzŠĆŪąĖŅ╝ė╣żŻ╗ī”(du©¼)ė┌ė├öĄ(sh©┤)┐žŃŖ═Ļ│╔║¾╚į╚╗ėą╬┤ŪąŽ„▓─┴ŽĄ─┴Ń╝■Ż¼▓╔ė├ļŖ╗╗©│╔ą═ĘĮĘ©▀M(j©¼n)ąą╝ė╣żŻ¼═Ļ│╔ī”(du©¼)╩ŻėÓ▓─┴ŽĄ─ŪÕ│²ĪŻĖ∙ō■(j©┤)▀b┐žŲ„─ŻŠ▀ą═Ū╗┴Ń╝■Ą─ą╬ĀŅ╠ž³c(di©Żn)║═╝ė╣żę¬Ū¾Ż¼ųŲČ©┴╦▀b┐žŲ„║¾Üżą═Ū╗╝ė╣ż╣ż╦ć▀^│╠▒Ē╚ń▒Ē1╦∙╩ŠŻ¼Ųõųąų„ę¬╝ė╣żĘĮ╩Į╚ńöĄ(sh©┤)┐ž╝ė╣żĪóŠĆŪąĖŅ╝ė╣ż║═ļŖ╗╗©╝ė╣ż▀^│╠ęŖ║¾└m(x©┤)Ęų╬÷ĪŻ
▒Ē1 ▀b┐žŲ„║¾Üżą═Ū╗╝ė╣ż╣ż╦ć▀^│╠▒Ē

4.1 öĄ(sh©┤)┐ž╝ė╣ż
į┌NXŲĮ┼_(t©ói)Ž┬▀M(j©¼n)ąąöĄ(sh©┤)┐ž╝ė╣żŠÄ│╠Ģr(sh©¬)Ż¼×ķ╩╣│╠ą“Ą─ū▀ĄČŠĆ┬Ę║å(ji©Żn)ØŹęÄ(gu©®)š¹Ż¼╠ßĖ▀╝ė╣żą¦┬╩Ż¼ąĶę¬ī”(du©¼)įO(sh©©)ėŗ(j©¼)─Żą═▀M(j©¼n)ąą║å(ji©Żn)╗»╠Ä└ĒŻ¼╔·│╔ā×(y©Łu)╗»Ą─ą═Ū╗╝ė╣ż─Żą═ĪŻę└ō■(j©┤)łD7╦∙╩ŠNXöĄ(sh©┤)┐žŠÄ│╠ĘĮĘ©Ż¼īóą═Ū╗Ą─öĄ(sh©┤)┐ž╝ė╣żĘų×ķ┤ų╝ė╣ż║═Š½╝ė╣żŻ¼īŹ(sh©¬)¼F(xi©żn)ą═Ū╗┴Ń╝■│▀┤ńĄ─Š½┤_╝ė╣żĪŻ┤ų╝ė╣żį┌┤Ń╗Ū░▀M(j©¼n)ąąŻ¼┴¶ėÓ┴┐0.5mmŻ¼┤ų╝ė╣żĮY(ji©”)╩°║¾Ż¼ą═Ū╗▀M(j©¼n)ąą┤Ń╗╠Ä└ĒŻ¼ė▓Č╚▀_(d©ó)50Ī½52HRCŻ¼╚╗║¾▓╔ė├ŲĮ├µ─ź┤▓─źŽ„╣ż╝■═Ōą╬┴∙├µĄĮųĖČ©Ą─│▀┤ń║═Š½Č╚ĪŻ═©▀^ī”(du©¼)ą═Ū╗┴Ń╝■öĄ(sh©┤)┐ž╝ė╣ż╣ż╦ćĄ─Ęų╬÷Ż¼║Ž└ĒĄž▀xō±ĄČŠ▀ĪóČ©╬╗ĘĮ╩ĮĪóčbŖAĘĮ╩ĮĪó┤_Č©ū▀ĄČ┬ĘŠĆ║═ŪąŽ„ė├┴┐ĪŻ╝ė╣żĢr(sh©¬)▀xė├š¹¾wė▓┘|(zh©¼)║ŽĮ═┐īėĄČŠ▀Ż¼└¹ė├ŲĮ┐┌╗óŃQčbŖA╣ż╝■Ż¼īó╝ė╣żģ^(q©▒)ė“äØĘų×ķŲĮ├µģ^(q©▒)ė“ĪóČĖŪ═Ū·├µģ^(q©▒)ė“║═ŲĮŠÅŪ·├µģ^(q©▒)ė“Ż¼▓╗═¼ģ^(q©▒)ė“▓╔ė├ŽÓæ¬(y©®ng)Ą─╝ė╣żĘĮ╩ĮŻ¼╩╣ė├▓╗═¼ŅÉą═║═ų▒ÅĮĄ─ĄČŠ▀Ż¼ČÓ╣ż▓Į═Ļ│╔╝ė╣żŻ¼Å─Č°╝ė╣ż│÷ī”(du©¼)æ¬(y©®ng)Ą─ą═Ū╗ą╬ĀŅĪó┴„Ą└ą╬ĀŅĪóØ▓┐┌╠ūłA┐ūĪóČ©╬╗▓█╝░Ķé╝■Ą─Æņ┼_(t©ói)Ą╚▓┐╬╗Ż¼▓ó╔·│╔ŽÓæ¬(y©®ng)Ą─╝ė╣żĄČ┬ĘŻ¼ą═Ū╗öĄ(sh©┤)┐ž╝ė╣żĄČ┬Ę╩ŠęŌłD╚ńłD8╦∙╩ŠŻ¼▀b┐žŲ„║¾Üżą═Ū╗öĄ(sh©┤)┐ž╝ė╣ż╣ż╦ćĘĮ░Ė╚ń▒Ē2╦∙╩ŠĪŻ

łD7 NXöĄ(sh©┤)┐žŠÄ│╠ĘĮĘ©

łD8 ą═Ū╗öĄ(sh©┤)┐ž╝ė╣żĄČ┬Ę╩ŠęŌłD
▒Ē2 ▀b┐žŲ„║¾Üżą═Ū╗öĄ(sh©┤)┐ž╝ė╣ż╣ż╦ćĘĮ░Ė

4.2 ŠĆŪąĖŅ╝ė╣ż
▀b┐žŲ„║¾Üżą═Ū╗Ą─Ķé╝■▓█╣šĮŪ╠Ä▓╔ė├ų▒ĮŪ▀^Č╔Ż¼öĄ(sh©┤)┐žŃŖ¤o(w©▓)Ę©╝ė╣żĄĮ╬╗Ż¼×ķ┴╦īŹ(sh©¬)¼F(xi©żn)Ķé╝■▓█Ą─╝ė╣żŻ¼┤╦╠Ä▓╔ė├ŠĆŪąĖŅ╝ė╣żĪŻ┐╝æ]ĄĮą═Ū╗┤Ń╗╠Ä└Ē║¾ė▓Č╚▀_(d©ó)50Ī½52HRCŻ¼ļyęį╝ė╣ż┤®Įz┐ūŻ¼ę“┤╦Ż¼į┌¤ß╠Ä└ĒŪ░Ž╚Ń@┤¾ąĪ×ķφ10mmĄ─┤®Įz┐ūĪŻŠĆŪąĖŅ╝ė╣ż▀^│╠ųąŻ¼×ķ▒ŻūC╝ė╣żŠ½Č╚Ż¼▓╔ė├ų▒ÅĮ×ķφ0.15mmĄ─³SŃ~Įzū„×ķļŖśOĮzĪŻė╔ė┌ą═Ū╗┴Ń╝■═Ōą╬ė├─ź┤▓▀M(j©¼n)ąą╝ė╣żĢr(sh©¬)Š½Č╚Ė▀Ż¼ę“┤╦Ż¼ęįą═Ū╗ųąą─╬╗ų├ū„×ķ╗∙£╩(zh©│n)Ż¼└¹ė├═Ōą╬Ęųųąī”(du©¼)ĄČŻ¼▒ŻūCŠĆŪąĖŅ╝ė╣żĄ─╬╗ų├Š½Č╚ĪŻ╝ė╣ż▀^│╠ųą▓╔ė├Ž╚ŠĆŪąĖŅ1┤╬į┘Š½ą▐1┤╬Ą─ĘĮ╩ĮŻ¼ęį£p╔┘æ¬(y©®ng)┴”║═ūāą╬Ą╚įŁę“įņ│╔Ą─╝ė╣żš`▓ŅŻ¼▒ŻūCŠĆŪąĖŅ╝ė╣żĄ─│▀┤ńŠ½Č╚║═▒Ē├µ┘|(zh©¼)┴┐ĪŻ
4.3 ļŖ╗╗©╝ė╣ż
Įø(j©®ng)▀^Ųš═©╝ė╣żĪóöĄ(sh©┤)┐ž╝ė╣ż║═ŠĆŪąĖŅ╝ė╣ż║¾Ż¼▀b┐žŲ„║¾Üżą═Ū╗Ą─ĮŅŚlĪó─z╬╗Ą─ĮŪ┬õ║══Ōė^─z╬╗Ą╚╬╗ų├▀Ćėą╬┤╝ė╣ż═Ļ│╔Ą─ģ^(q©▒)ė“Ż¼▀@ą®ģ^(q©▒)ė“ąĶę¬įO(sh©©)ėŗ(j©¼)ļŖśO▀M(j©¼n)ąąļŖ╗╗©Ę┼ļŖ╝ė╣żĪŻ└¹ė├NX MoldwizardĄ─ļŖśO┐ņ╦┘įO(sh©©)ėŗ(j©¼)ŽĄĮy(t©»ng)Ż¼NXļŖśOįO(sh©©)ėŗ(j©¼)┴„│╠łD╚ńłD9╦∙╩ŠŻ¼ī”(du©¼)ą═Ū╗ļŖśO╝ė╣żģ^(q©▒)ė“▀M(j©¼n)ąąĘų╬÷Ż¼Ą├ĄĮą═Ū╗ļŖśO╝ė╣żģ^(q©▒)ė“Ęų╬÷łDŻ¼╚ńłD10╦∙╩ŠŻ¼4╠Ä×ķą═Ū╗ąĪ░╝Ž▌▓┐ĘųŻ¼B╠ÄĪóC╠Ä×ķą═Ū╗ąĶę¬ŪÕĮŪĄ─▓┐ĘųŻ¼D╠Ä×ķų▒ĮŪĶé╝■▓█▓┐ĘųŻ¼E╠Ä×ķą═Ū╗ąĶę¬ļŖśO╝ė╣żĄ─▓┐ĘųĪŻ╚╗║¾ō■(j©┤)┤╦═Ļ│╔Ė„ēKļŖśOĄ─įO(sh©©)ėŗ(j©¼)ĪŻą═Ū╗ļŖśO╩ŠęŌłD╚ńłD11╦∙╩ŠŻ¼ŲõųąŻ¼łD11a╦∙╩Š×ķą═Ū╗─z╬╗ą╬ĀŅļŖśOŻ¼ė├ė┌│╔ą═łD10ųąA╠ÄŻ╗łD11bĪółD11c║═łD11d╦∙╩ŠĘųäe×ķ▓╗═¼ŅÉą═Ą─ą═Ū╗ŪÕĮŪļŖśOŻ¼Ęųäe│╔ą═łD10ųąī”(du©¼)æ¬(y©®ng)Ą─BĪóCĪóD╠ÄŻ╗łD11e╦∙╩Š×ķą═Ū╗Šų▓┐═Ōą╬ļŖśOŻ¼ė├ė┌│╔ą═łD10ųąĄ─E╠ÄŻ╗łD11f╦∙╩Š×ķą═Ū╗š¹¾w═Ōą╬ļŖśOŻ¼ė├ė┌│╔ą═ą═Ū╗Ą─š¹¾w═Ōą╬ĪŻ└¹ė├▀@ą®ļŖśOŻ¼▀xė├³SŃ~×ķļŖśO▓─┴ŽŻ¼╚Ī┤ų╝ė╣żļŖśOĄ─╗╗©ķgŽČ×ķ0.2mmŻ¼Š½╝ė╣żļŖśOĄ─╗╗©ķgŽČ×ķ0.1mmŻ¼ųŲįņŽÓæ¬(y©®ng)Ą─┤ųĪóŠ½╝ė╣żļŖśOŻ¼▓óįO(sh©©)Č©║Ž└ĒĄ─ļŖ╗╗©╝ė╣żģóöĄ(sh©┤)Ż¼į┌ļŖ╗╗©ÖC(j©®)┤▓╔Ž═Ļ│╔ą═Ū╗Ą─Ę┼ļŖ╝ė╣żĪŻ

łD9 NXļŖśOįO(sh©©)ėŗ(j©¼)┴„│╠łD

łD10 ą═Ū╗ļŖśO╝ė╣żģ^(q©▒)ė“Ęų╬÷łD

łD11 ą═Ū╗ļŖśO╩ŠęŌłD
5 ĮY(ji©”)šZ(y©│)
1)NXŲĮ┼_(t©ói)╝░▄ø╝■╝╝ąg(sh©┤)Ą─┐ņ╦┘░l(f©Ī)š╣×ķ«a(ch©Żn)ŲĘ╣ż│╠öĄ(sh©┤)ō■(j©┤)Ą─¤o(w©▓)┐pī”(du©¼)Įėęį╝░CAD/CAM/CAEĄ─ę╗¾w╗»╠ß╣®▒ŻūCŻ¼į┌NXŲĮ┼_(t©ói)Ž┬ī”(du©¼)▀b┐žŲ„║¾Üż─ŻŠ▀▀M(j©¼n)ąąą═Ū╗įO(sh©©)ėŗ(j©¼)ĪóöĄ(sh©┤)┐ž╝ė╣ż╝░Ę┬šµĪóŠĆŪąĖŅ╝ė╣ż║═ļŖśOįO(sh©©)ėŗ(j©¼)Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦ą═Ū╗įO(sh©©)ėŗ(j©¼)Īó╝ė╣ż║═Ę┬šµĄ─ę╗¾w╗»ĪŻ
2)╗∙ė┌NXŲĮ┼_(t©ói)Moldwizard─ŻēKĄ─ūó╔õ─ŻŠ▀ą═Ū╗╝░ļŖśOĄ─įO(sh©©)ėŗ(j©¼)ĘĮĘ©Ż¼śO┤¾Ąž╠ßĖ▀┴╦įO(sh©©)ėŗ(j©¼)ą¦┬╩Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦ą═Ū╗║═ļŖśOĄ─┐ņ╦┘įO(sh©©)ėŗ(j©¼)ĪŻ
3)┴Ń╝■Ą─╝ė╣ż╣ż╦ć▀^│╠Ęų╬÷║═öĄ(sh©┤)┐žŃŖŽ„╝ė╣ż╣ż╦ćĘĮ░ĖĘų╬÷╩ŪīŹ(sh©¬)¼F(xi©żn)─ŻŠ▀ą═Ū╗┴Ń╝■╝ė╣żĄ─ųžę¬Łh(hu©ón)╣Ø(ji©”)Ż¼ė╔ė┌─ŻŠ▀ą═Ū╗┴Ń╝■Ą─╝ė╣ż╣ż╦ćŽÓ╦ŲŻ¼ę“┤╦Ż¼ī”(du©¼)ė┌▓╗═¼Ą──ŻŠ▀ą═Ū╗┴Ń╝■┐╔ęįĮĶĶb▀b┐žŲ„║¾Üżą═Ū╗Ą─╝ė╣żĘų╬÷ĘĮĘ©Ż¼ųŲČ©║Ž└ĒĄ─╣ż╦ćĘĮ░ĖĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║NXŲĮ┼_(t©ói)Ž┬─ŻŠ▀ą═Ū╗Ą─┐ņ╦┘įO(sh©©)ėŗ(j©¼)┼c╝ė╣ż
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/support/11121518999.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















