



1 ę²čį
─ŻŠ▀╩ŪųŲįņśIĄ─╗∙▒Š╣ż╦ćčbéõŻ¼─ŻŠ▀įOėŗųŲįņĄ─ą¦┬╩ī”«aŲĘĄ─ķ_░lą¦┬╩Š▀ėąøQČ©ąįĄ─ė░ĒæĪŻ─┐Ū░─ŻŠ▀ųŲįņŲ¾śI╗∙▒Š╔Ž╩Ū│ąĮė╩Į╔·«aĪŻųŲŲĘįOėŗš▀╠ß╣®Įo─ŻŠ▀ųŲįņš▀ųŲŲĘīŹ╬’╗“ųŲŲĘłD╝łŻ¼ą©Š▀ųŲįņš▀į┘▀Mąą─ŻŠ▀Ą─įOėŗųŲįņĪŻ╚¶╠ß╣®Ą─╩ŪųŲŲĘīŹ╬’Ż¼▓╔ė├─µŽ“╣ż│╠╝╝ągŻ¼═©▀^£y┴┐│÷ųŲŲĘöĄō■Ż¼▓óĘ┤Ū¾│÷ŲõCAD─Żą═Ż¼Š═┐╔ęįį┌─ŻŠ▀Ą─įOėŗųŲįņ▀^│╠ųąŻ¼▀\ė├▀@ę╗öĄūų─Żą═Ż¼įOėŗ─ŻŠ▀Ż╗▓ó╗∙ė┌įō─Żą═▀MąąöĄ┐žūįäėŠÄ│╠Ż¼Å─Č°┤¾┤¾╠ßĖ▀┴╦─ŻŠ▀Ą─╔·«aą¦┬╩Ż¼ĮĄĄ═┴╦─ŻŠ▀Ą─ųŲįņ│╔▒ŠĪŻę“┤╦Ż¼─µŽ“╣ż│╠╝╝ągį┌╬ęć°Ż¼╠žäe╩Ūį┌ūó╦▄─ŻŠ▀ąąśIėąų°╩«ĘųÅVķ¤Ą─æ¬ė├Ū░Š░ĪŻīóęį─│═µŠ▀╦▄┴Ž╝■×ķ└²Ż¼ĻU╩÷╗∙ė┌─µŽ“╣ż│╠Ą─ūó╦▄─ŻŠ▀┐ņ╦┘įOėŗĪŻ
2 ųŲŲĘCAD─Żą═ųžśŗ
ę└ō■Æ▀├ĶöĄō■³cüĒśŗĮ©CAD─Żą═Ż¼Įø│ŻĢ■ė÷ĄĮ▀@śėĄ─å¢Ņ}Ż║æ¬ė├╝ż╣ŌÆ▀├Ķāx½@Ą├Ą─£y┴┐öĄō■┴┐ĘŪ│Ż┤¾Ż¼▒╗ĘQų«×ķ“³cįŲ”öĄō■Ż¼Š═─┐Ū░Ą─╝╝ąg╦«ŲĮŻ¼▀@śėĄ─öĄō■▀Ć▓╗─▄▒╗¼FėąĄ─CAD/CAMŽĄĮyų▒Įėė├üĒśŗĮ©īŹ¾w─Żą═ĪŻČ°▓╔ė├öĄō■Š½║åĘĮĘ©Ż¼▓╗āH┘MĢrŻ¼Č°Ūęęūė┌ī¦ų┬╠žš„öĄō■³cĄ─üG╩¦ĪŻę└ō■ųŲŲĘ▒Ē├µĄ─╠žąįŻ¼īóįōųŲŲĘ▒Ē├µĘų×ķ╔Ž▒Ē├µĪóŽ┬▒Ē├µĪóé╚├µ║═▀^Č╔├µÄūéĆŪ·├µŲ¼Ż¼ŲõųąŻ¼╔Ž▒Ē├µĄ─śŗą═▌^×ķÅ═ļsĪŻĮø▀^Ęų╬÷Ż¼į┌¼Fėą╝╝ągĄ─╗∙ĄA╔ŽŻ¼▓╔ė├┴╦╚ńŽ┬Ą─ųžśŗ▓▀┬įŻ║╔Ž▒Ē├µ╩Ūę╗éĆų▒╝y├µŻ¼▓╔╚Ī“³c—ŠĆ—├µ”Ą─ųžśŗĘĮĘ©Ż¼╝┤ę└ō■Æ▀├ĶöĄō■³c╠ß╚Ī▓┐ĘųĮž├µŠĆŻ¼╚╗║¾▓╔ė├Įž├µŠĆüĒśŗĮ©Ū·├µĪŻé╚├µĄ─śŗĮ©┐╔ęį▓╔ė├═¼śėĄ─ĘĮĘ©ĪŻČ°Ž┬▒Ē├µ╩Ū—éĆŲĮ├µŻ¼śŗĮ©Š═║åå╬Ą├ČÓĪŻ▀^Č╔├µ╩Ū—éĆūāŪ·┬╩░ļÅĮĄ─łA╗Ī├µŻ¼┐╔ęįų▒Įė└¹ė├▄ø╝■ųą╦∙╠ß╣®Ą─ūāŪ·┬╩▀^Č╔├µ╔·│╔╣”─▄üĒśŗĮ©ĪŻīó╦∙śŗĮ©Ą─Ū·├µŲ¼▀Mąą┐p║ŽŻ¼ą╬│╔—éĆ═Ļš¹Ą─Ū·├µĪŻ╚╗║¾ęįIGESĖ±╩Įī¦│÷Ż¼▌ö╚ļĄĮ¼FėąĄ─CAD/CAM▄ø╝■ųąĪŻį┌įōŪ·├µĄ─╗∙ĄA╔ŽŻ¼▀Mąą╝ė║±Ż¼▓óśŗĮ©ųŲŲĘ╔ŽĄ─łAų∙¾wĄ╚ĮYśŗŻ¼ą╬│╔ę╗éĆ═Ļš¹Ą─CAD─Żą═ĪŻīŹ└²ūC├„Ż¼▓╔ė├įōĘĮĘ©Ż¼╦∙śŗĮ©─Żą═Ą─Š½Č╚▌^Ė▀Ż¼┐╔ęįØMūŃ─ŻŠ▀įOėŗĄ─ąĶę¬ĪŻįō╦▄┴ŽųŲŲĘ─Żą═ųžśŗĄ─ĻPµI▓Į¾E║═ųžę¬ĮY╣¹Ż¼╚ńłD1╦∙╩ŠĪŻ

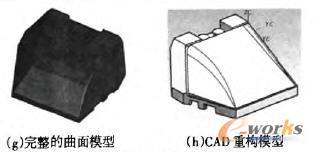
łD1 ųžśŗųŲŲĘCAD─Żą═
3 ųŲŲĘūó╦▄─ŻŠ▀Ą─įOėŗ
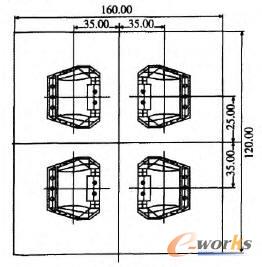
ūó╔õ─ŻĮYśŗįOėŗų„ę¬░³└©Ż║Ęųą═├µĄ─▀xō±Īóą═Ū╗öĄ─┐╝░┼┼┴ąĘĮ╩ĮĄ─┤_Č©ĪóĘų┴„Ą└Ą─įOėŗĪó└õģs╦«Ą└▓╝ŠųĪóØ▓┐┌Ą─╬╗ų├Īó─ŻŠ▀╣żū„┴Ń╝■Ą─ĮYśŗįOėŗĪŻĘųą═├µ╩ŪøQČ©─ŻŠ▀ĮYśŗą╬╩ĮĄ─ę╗éĆųžę¬ę“╦žŻ¼╦³┼c─ŻŠ▀Ą─š¹¾wĮYśŗĪóØ▓ūóŽĄĮyįOėŗĪó╦▄╝■Ą─├ō─Ż║═─ŻŠ▀ųŲįņ╣ż╦ćėąĻPĪŻę└ō■įōCAD─Żą═Ż¼į┌ī”Ū·├µĄ─Ū·┬╩▀Mąą┴╦Ęų╬÷Ż¼▓╔ė├┴╦ļA╠▌ą╬╩ĮĄ─Ęųą═├µŻ¼╚ńłD2╦∙╩ŠĪŻ

łD2 Ęųą═├µĄ─┤_Č©
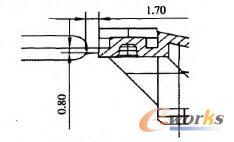
▒Š└²ųąŻ¼ųŲŲĘĄ─│▀┤ń▌^ąĪŻ¼ŪęĮYśŗ▌^×ķ║åå╬Ż¼ę“┤╦ą═ąŠĪóą═Ū╗ĮYśŗ▓╔ė├┴╦š¹¾w╩ĮĮYśŗĪŻį┌┤_Č©ą═Ū╗öĄ─┐ĢrŻ¼ė╔ė┌├┐į÷╝ėę╗éĆą═Ū╗Ż¼╦▄╝■Ą─│▀┤ńŠ½Č╚Ģ■ĮĄĄ═4%ĪŻČ°▒ŠųŲŲĘĄ─╦▄╝■ėąŠ½Č╚ę¬Ū¾Ż¼ę“┤╦ą═Ū╗öĄ─┐▓╗ę╦▀^ČÓŻ¼ę¬▒M┴┐▒ŻūC│╔ą═Śl╝■ę╗ų┬ĪŻŠC║Ž┐╝æ]Ø▓ūóŽĄĮyĪó─ŻŠ▀ĮYśŗĄ─Å═ļs│╠Č╚Ą╚ę“╦žŻ¼öM▓╔ė├ę╗─Ż╦─Ū╗ĪóHą╬┼┼┴ąĄ─ĘĮ╩ĮĪŻ╚ńłD3╦∙╩ŠĪŻ
łD3 ą═Ū╗┼┼┴ąĘĮ╩Į
▒ŠųŲŲĘ─ŻŠ▀Ęų┴„Ą└▓╔ė├ų▒Ą─ĪóĮž├µą╬ĀŅ×ķłAą╬Ą─ĮYśŗĪŻØ▓┐┌╩ŪØ▓ūóŽĄĮyųąĮž├µūŅąĪĄ─▓┐ĘųŻ¼Ą½ģs╩ŪØ▓ūóŽĄĮyĄ─ĻPµI▓┐ĘųĪŻØ▓┐┌Ą─╬╗ų├Īóą╬ĀŅ╝░│▀┤ńī”╦▄╝■ąį─▄║═┘|┴┐Ą─ė░Ēæ║▄┤¾ĪŻØ▓┐┌┐╔Ęų×ķŽ▐ųŲąį║═ĘŪŽ▐ųŲąįØ▓┐┌ā╔ĘNŻ¼┐╝æ]ĄĮ▒ŠųŲŲĘĄ─ĮYśŗŻ¼īó▓╔ė├Ž▐ųŲąįØ▓┐┌ĪŻŽ▐ųŲąįØ▓┐┌ę╗ĘĮ├µ═©▀^Įž├µĘeĄ─═╗╚╗ūā╗»Ż¼╩╣Ęų┴„Ą└▌ö╦═üĒĄ─╦▄┴Ž╚█¾wĄ─┴„╦┘«a╔·╝ė╦┘Č╚Ż¼╠ßĖ▀╝¶Ūą╦┘┬╩Ż¼╩╣Ųõ│╔×ķ└ĒŽļĄ─┴„äėĀŅæBŻ¼čĖ╦┘Č°Š∙║ŌĄž│õØMą═Ū╗Ż¼┴Ēę╗ĘĮ├µĖ─╔Ų╦▄┴Ž╚█¾w▀M╚ļą═Ū╗ĢrĄ─┴„äė╠žąįŻ¼š{╣ØØ▓┐┌│▀┤ńŻ¼┐╔╩╣ČÓą═Ū╗═¼Ģr│õØMŻ¼┐╔┐žųŲ╠Ņ│õĢrķgĪó└õģsĢrķg╝░╦▄╝■▒Ē├µ┘|┴┐Ż¼═¼Ģr▀ĆŲų°ĘŌķ]ą═Ū╗Ę└ų╣╦▄┴Ž╚█¾wĄ╣┴„Ż¼▓ó▒Ńė┌Ø▓┐┌─²┴Ž┼c╦▄╝■ĘųļxĄ─ū„ė├ĪŻŠ▀¾wĄĮ▀@╠ū─ŻŠ▀Ż¼ŲõØ▓┐┌ą╬╩Į×ķé╚Ø▓┐┌Ż¼╚ńłD4╦∙╩ŠĪŻ
łD4 Ø▓┐┌ą╬ĀŅ╝░╬╗ų├
ą═ąŠ║═ą═Ū╗Ģr─ŻŠ▀ĮYśŗųąĄ─ĻPµIąį╣żū„▓┐╝■ĪŻ▒Š─ŻŠ▀ĮYśŗųąŻ¼ą═ąŠ║═ą═Ū╗Ą──Ż╚╩▓╔ė├š¹¾wĶéŲ┤╩ĮŻ¼═©▀^┬▌ßö╣╠Č©į┌░Õ╔ŽŻ¼╚ńłD5╦∙╩ŠĪŻ╗∙ė┌╔Ž╩÷Ą─ėæšō║═įOėŗŻ¼═Ļ│╔║¾Ą──ŻŠ▀ĮYśŗŻ¼╚ńłD6╦∙╩ŠĪŻ
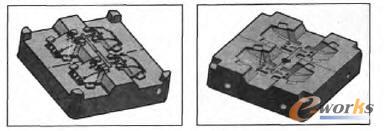
łD5 ą═ąŠ╝░ą═Ū╗─Ż╚╩
łD6 ─ŻŠ▀CADĮYśŗłD
4 ĮY╩°šZ
į┌«öĮ±«aŲĘĖ³ą┬╦┘Č╚▓╗öÓ╝ė┐ņĄ─Ģr┤·Ż¼─µŽ“╣ż│╠╝╝ągį┌─ŻŠ▀Ą─┐ņ╦┘įOėŗ┼cųŲįņųąŠ▀ėąÅVķ¤Ą─æ¬ė├Ū░Š░ĪŻ└¹ė├─µŽ“╣ż│╠╝╝ągŻ¼į┌═Ļ│╔ųŲŲĘCAD─Żą═ųžśŗĄ─╗∙ĄA╔ŽŻ¼┐ņ╦┘įOėŗ│÷ųŲŲĘĄ─ūó╦▄─ŻŠ▀ĪŻīŹ█`ūC├„Ż¼ŪĪ«öĄ─ųžśŗĘĮĘ©Ż¼┐╔ęį½@Ą├║▄Ė▀Ą─ųžśŗ─Żą═Š½Č╚Ż¼ØMūŃĖ▀Š½Č╚─ŻŠ▀įOėŗĄ─ąĶę¬ĪŻ▓╔ė├─µŽ“╣ż│╠╝╝ągŻ¼┐╔ęįėąą¦Ąž┐sČ╠─ŻŠ▀Ą─įOėŗ┼cųŲįņų▄Ų┌Ż¼╠ßĖ▀«aŲĘĄ─ĖéĀÄ─▄┴”ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌─µŽ“╣ż│╠Ą─ūó╦▄─ŻŠ▀┐ņ╦┘įOėŗ
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/support/11121513015.html






















