



ĪĪĪĪį┌¤¤▓▌╣żśI(y©©)ųąŻ¼ę╗░Ѥ¤╚~Č╝▒╚▌^╦╔╔ó┼c▌p▒ŃŻ¼Ą½╩Ū▀\▌öĢrĢ■┤¾┴┐š╝ō■(j©┤)┐šķgŻ¼╩╣Ą├▀\▌ö│╔▒Š╔Ž╔²ĪŻė┌╩ŪŻ¼ĮŌøQ┤╦ŅÉå¢Ņ}Ą─ų„ę¬┤ļ╩®Ż¼╩ŪįO(sh©©)Ę©┐ŲīW║Ž└ĒĄž£p╔┘¤¤▓▌Ą─╦╔╔ó¾wĘeĪóį÷┤¾╚▌Ęe├▄Č╚Ż¼ęį▒Ń╝ė╦┘¤¤▓▌Ą─╔╠ŲĘ╗»▀M│╠ĪŻ
ĪĪĪĪ│ŻęÄ(gu©®)Ą─ĘĮĘ©Ż¼╩Ū▀MąąŅA(y©┤)ē║┐sĪŻę╗░ŃŪķørŽ┬¤¤╚~ē║┐sŪ░║═ē║┐s║¾Ą─¾wĘe▒╚×ķ1: 8Ż¼Č°▀@éĆē║┐s▒╚Ż¼╩╣Ą├╠ß╔²ĖūĄ─Ė▀Č╚Ųš▒ķ║▄Ė▀Ż¼▀@Š═╩╣Ą├ŅA(y©┤)ē║ÖC▒Š╔Ē║▄Ė▀Ż¼ę╗░ŃĄ─ÅSĘ┐Ė▀Č╚¤oĘ©ØMūŃę¬Ū¾Ż¼ąĶę¬ī”ÅSĘ┐▀MąąĖ─įņŻ¼į÷╝ė┴╦│╔▒Š═Č╚╦ĪŻ
ĪĪĪĪ═©▀^▒Š╬─Ą─įO(sh©©)ėŗĖ─▀MŻ¼┐╔ęįėąą¦ĄžĮĄĄ═š¹ÖCĖ▀Č╚Ż¼╩╣ŽĄĮy(t©»ng)į┌ę╗░ŃĄ─ÅSĘ┐└’Š═┐╔ęįĮM┐Ś╔·«a(ch©Żn)Ż¼╠ßĖ▀┴╦ŽĄĮy(t©»ng)Ą─▀mæ¬(y©®ng)ąįŻ¼ĮĄĄ═┴╦Ų¾śI(y©©)│╔▒ŠŻ¼╠ßĖ▀ĖéĀÄ┴”ĪŻ▀Ćėąę╗ą®Ų¾śI(y©©)▓╔ė├ļp┴Ž═▓å╬ē║Ņ^─Ż╩ĮŻ¼═©▀^┴Ž═▓Ą─ÖMŽ“ęŲäėīŹ¼F(xi©żn)čb┴Ž┼c▒Żē║═¼Ģr▀MąąĪŻĶbė┌┴Ž═▓į┌ÖMŽ“╬╗ęŲĢrŻ¼▒ž╚╗Ģ■«a(ch©Żn)╔·╗╬äėŻ¼įņ│╔Č©╬╗Š½Č╚▓╗Ė▀Ż¼Š═▒ž╚╗Ģ■ĮĄĄ═ŽĄĮy(t©»ng)ĘĆ(w©¦n)Č©ąįĪŻČ°Ūę┴Ž═▓ÖMŽ“╬╗ęŲĢrŽĄĮy(t©»ng)▓╗─▄╣żū„Ż¼£p╔┘┴╦ų„ē║Ņ^▒Żē║ĢrķgŻ¼ĮĄĄ═┴╦ŽĄĮy(t©»ng)Ą─╣żū„ą¦┬╩ĪŻļpų„ē║Ņ^ŽĄĮy(t©»ng)ļm╚╗į÷╝ė┴╦ę╗éĆē║Ņ^Ż¼į÷╝ė┴╦ę╗ą®│╔▒ŠŻ¼Ą½ŽĄĮy(t©»ng)Ą─╩╣ė├ē█├³┤¾┤¾╠ßĖ▀Ż¼▓óŪę┤¾┤¾ĮĄĄ═┴╦ŽĄĮy(t©»ng)Ą─ŠSūo┘Mė├Ż¼▀Ć─▄▒Ż│ų╔·«a(ch©Żn)Ą─▀B└m(x©┤)ąįŻ¼╠ßĖ▀ą¦┬╩Ż¼╠ßĖ▀«a(ch©Żn)─▄ĪŻPLC╩Ūę╗ĘNīŻ×ķ╣żśI(y©©)Łh(hu©ón)Š│Ž┬æ¬(y©®ng)ė├Č°įO(sh©©)ėŗĄ─öĄ(sh©┤)ūų▀\╦Ń▓┘ū„ļŖūėŽĄĮy(t©»ng)Ż¼Ųõų„ę¬╣”─▄ėą▀ē▌ŗ┐žųŲĪóČ©Ģr┐žųŲĪóėŗöĄ(sh©┤)┐žųŲĪóöĄ(sh©┤)ō■(j©┤)╠Ä└ĒĪó═©ą┼┬ō(li©ón)ŠW(w©Żng)Ą╚Ż¼Š▀ėąČÓĘNā×(y©Łu)³cĪŻę“┤╦į┌▌ö╦═ÖC┐žųŲŽĄĮy(t©»ng)ųąĄ─æ¬(y©®ng)ė├ÅVĘ║ĪŻ▒Š╬─×ķ┤╦Š▀¾w╠Įėæ┴╦╗∙ė┌PLCĄ─¤¤▓▌▀\▌öŽĄĮy(t©»ng)Ą─Į©┴óĪŻ
1 ▀\▌öŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗ╦╝Žļ
ĪĪĪĪ▒Š┐žųŲŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗ╦╝ŽļŻ¼╩ŪĖ·█Öć°ļHūįäė┐žųŲŅI(l©½ng)ė“Ą─ą┬╝╝ąg(sh©┤)Ż¼╩╣ŲõŠ▀ėąŽ╚▀MąįĪóĖ▀┐╔┐┐ąįĪóīŹė├ąį║═┐╔ŠSūoąįĪŻīŹ¼F(xi©żn)┤“╚~Å═(f©┤)┐ŠŠĆĄ─╔·«a(ch©Żn)▀^│╠ųŪ─▄╗»Ż¼║═╣▄┐žę╗¾w╗»ĪŻįōŠĆ▓╔ė├¼F(xi©żn)ł÷┐éŠĆ║═Ęų▓╝╩ĮI/O┐žųŲ╝╝ąg(sh©┤)Ż¼│õĘų░l(f©Ī)ō]ŠW(w©Żng)Įj(lu©░)ą┼Žó╝╝ąg(sh©┤)ā×(y©Łu)ä▌Ż¼═©▀^3īėŠW(w©Żng)Įj(lu©░)(╣▄└ĒŠW(w©Żng)Ż¼┐žųŲŠW(w©Żng)Ż¼įO(sh©©)éõŠW(w©Żng))īŹ¼F(xi©żn)ī”╔·«a(ch©Żn)ŠĆĄ─ūįäė╗»┐žųŲ║═╣▄└ĒĪŻ
2 ŽĄĮy(t©»ng)Ą─ė▓╝■ĮM│╔
ĪĪĪĪ▒ŠŽĄĮy(t©»ng)╚½ŠĆ▓╔ė├Ą┬ć°╬„ķTūė╣½╦ŠĄ─ūŅą┬┐žųŲ╝╝ąg(sh©┤)Ż¼PLC×ķ╬„ķTūėPLC57-200«a(ch©Żn)ŲĘ;įO(sh©©)éõ┐éŠĆ▓╔ė├PROF╣żBUS¼F(xi©żn)ł÷ķ_Ę┼ŠW(w©Żng)Įj(lu©░)Ż¼▒O(ji©Īn)┐žŽĄĮy(t©»ng)▓╔ė├Ą┬ć°╣½╦Šą┬Į³═Ų│÷Ą─Ė▀ą┬┐Ų╝╝«a(ch©Żn)ŲĘ;ūāŅlŲ„Ą╚ų„ę¬į¬Ų„╝■ę▓Č╝▓╔ė├įō╣½╦Š«a(ch©Żn)ŲĘŻ¼Å─Č°╩╣╚½ŠĆ▀_ĄĮ┴╦║═ųCĮy(t©»ng)ę╗Ż¼Ųõ╦¹Ą═ē║ļŖÜŌį¬╝■Š∙▓╔ė├SMC║═╬„ķTūė╣½╦Š«a(ch©Żn)ŲĘŻ¼╠ßĖ▀┴╦įōĒŚ─┐Ą─┐ŲīW╝╝ąg(sh©┤)║¼┴┐Ż¼į÷╝ė┴╦ŽĄĮy(t©»ng)Ą─ĘĆ(w©¦n)Č©ąįŻ¼Å─Č°▒Ńė┌▓┘ū„┼cŠSą▐ĪŻ
ĪĪĪĪ╚½ŠĆė╔ę╗ĮMPLCū„×ķų„šŠ┐žųŲīėŻ¼įO(sh©©)éõīėė╔▀h│╠I/O─ŻēKĪó▀h│╠ŠÄ│╠─ŻēKĪó─ŻöM┴┐▀h│╠▌ö╚╦Īó▌ö│÷─ŻēKĄ╚ĮM│╔ĪŻ┐╝æ]ĄĮ¼F(xi©żn)ł÷▓╝ŠĆĄ─ĘĮ▒ŃŻ¼£p╔┘ļŖ└|õüįO(sh©©)Ą─╣żū„┴┐Ż¼īó▒ŠĄž┐žųŲ▓┐ĘųŠ∙ė╔▀h│╠╝ė─ŻēKīŹ¼F(xi©żn)ĪŻ×ķ┴╦▀_ĄĮ─ŻöM┴┐┐žųŲŠ½Č╚Ą─ę¬Ū¾Ż¼▒▄├ŌļŖ└|▀^ķLĦüĒĄ─ą┼╠¢╦ź£på¢Ņ}Ż¼ę▓īó─ŻöM┴┐▌ö╚╦Īó▌ö│÷─ŻēKÆņĮėį┌įO(sh©©)éõŠW(w©Żng)╔ŽŻ¼▀@śė╝╚╣Ø(ji©”)╝s┴╦ļŖ└|Ż¼ėų║▄║├Ąž┐╦Ę■┴╦ą┼╠¢╦ź£p╝░▓╗ĘĆ(w©¦n)Č©ę“╦žĪŻ┴Ē═ŌŻ¼×ķ┴╦▒Ńė┌▓┘ū„Ż¼īóė|├■Ų┴ų├ė┌¼F(xi©żn)ł÷Ż¼ę▓īóŲõū„×ķūėšŠÆņį┌įO(sh©©)éõŠW(w©Żng)╔ŽĪŻ▀@śėŻ¼š¹éĆŽĄĮy(t©»ng)Ą─┐žųŲ╦╝┬ĘĘŪ│ŻŪÕ╬·├„┴╦Ż¼╔Žīėė╔PLCū„×ķ┐žųŲīė;▀h│╠I/O─ŻēKĪóė|├■Ų┴Ą╚Š∙ū„×ķūėšŠįO(sh©©)éõīėŻ¼═©▀^PROFIBUS┼cPLC║═ėŗ╦ŃÖC▀Mąą═©ėŹĪŻŽĄĮy(t©»ng)Ą─åóäėĪó═Żų╣╝░öĄ(sh©┤)ō■(j©┤)š{(di©żo)š¹Ż¼Š∙┐╔ęį═©▀^ī”¼F(xi©żn)ł÷ė|├■Ų┴Ą─▓┘ū„īŹ¼F(xi©żn)ĪŻ▀@ĘNįO(sh©©)ėŗ╦╝┬Ę×ķ▓┘ū„╣żĄ─╣żū„ĦüĒ┴╦ĘĮ▒ŃŻ¼ė╔ė┌Ė„▓┐ĘųŠ∙ų╗ė╔ę╗Ė∙ŠW(w©Żng)ŠĆ(Ų┴▒╬ļpĮgŠĆ)▀BĮėŻ¼ę“┤╦×ķŽĄĮy(t©»ng)░▓čb║═ŠSą▐ę▓ĦüĒ┴╦║▄┤¾Ą─ĘĮ▒ŃŻ¼═¼Ģrę▓ĮĄĄ═┴╦│╔▒ŠĪŻ
3 ŽĄĮy(t©»ng)Ą─▄ø╝■╣”─▄
ĪĪĪĪPLC57-200┐╔ŠÄ│╠ą“┐žųŲŲ„Ż¼╩Ū─ŻēK╗»ąĪą═PLCŽĄĮy(t©»ng)Ż¼─▄ØMūŃųąĄ╚ąį─▄ę¬Ū¾Ą─æ¬(y©®ng)ė├ĪŻė╔ė┌║åå╬īŹė├Ą─Ęų╔ó╩ĮĮY(ji©”)śŗ(g©░u)║═ČÓĮń├µŠW(w©Żng)Įj(lu©░)─▄┴”Ż¼╩╣Ą├æ¬(y©®ng)ė├╩«Ęųņ`╗ŅŻ¼ĘĮ▒Ńė├æ¶║═║åęūĄ─¤o’L╔╚įO(sh©©)ėŗ;ė╔ė┌┤¾ĘČć·Ą─╝»│╔╣”─▄╩╣Ą├╦³╣”─▄ĘŪ│ŻÅŖä┼ĪŻPLC57-200ŽĄ┴ąPLC▀mė├ė┌Ė„ąąĖ„śI(y©©)Ż¼Ė„ĘNł÷║ŽųąĄ─Öz£yĪó▒O(ji©Īn)£y╝░┐žųŲĄ─ūįäė╗»ĪŻĖ∙ō■(j©┤)┤╦┤╬įO(sh©©)ėŗųą╦∙ąĶĄ─▌ö╚╦/▌ö│÷ĪóI/O³cęį╝░╦∙ąĶĄ─PLCŠÄ│╠║═ė|├■Ų┴┐žųŲĪŻ
3.1 PLC╣”─▄
╣Pš▀▀xō±T╬„ķTūė 57-200CNŽĄ┴ąųąCPU226CNą═ĪŻįōą═╠¢ÖC╝»│╔24▌ö╚╦/16▌ö│÷╣▓40éĆöĄ(sh©┤)ūų┴┐I/O³cŻ¼┐╔▀BĮė7éĆöUš╣─ŻēKŻ¼ūŅ┤¾öUš╣ų┴248┬ĘöĄ(sh©┤)ūų┴┐I/O³c╗“35┬Ę─ŻöM┴┐I/O³cŻ¼26kūų╣Ø(ji©”)│╠ą“║═öĄ(sh©┤)ō■(j©┤)┤µā”┐šķgĪŻ6éƬÜ┴óĄ─30kHzĖ▀
ĪĪĪĪ╦┘ėŗöĄ(sh©┤)Ų„,2┬ʬÜ┴óĄ─20kHzĖ▀╦┘├}ø_▌ö│÷Ż¼Š▀ėąPID┐žųŲ╣”─▄,2éĆRS485═©ėŹ1ŠÄ│╠┐┌Ż¼Š▀ėą╝┤╔Ž═©ėŹģf(xi©”)ūhĪóMPI═©ėŹģf(xi©”)ūh║═ūįė╔ĘĮ╩Į═©ėŹ─▄┴”ĪŻI/0Č╦ūė┼┼┐╔║▄╚▌ęūĄžš¹¾w▓ąČŻ¼ė├ė┌▌^Ė▀ę¬Ū¾Ą─┐žųŲŽĄĮy(t©»ng).Š▀ėąĖ³ČÓĄ─▌ö╚ļ/▌ö│÷³cŻ¼Ė³ÅŖĄ──ŻēKöUš╣─▄┴”Ż¼Ė³┐ņĄ─▀\ąą╦┘Č╚║═╣”─▄Ė³ÅŖĄ─ā╚(n©©i)▓┐╝»│╔╠ž╩Ō╣”─▄┐╔═Ļ╚½▀mæ¬(y©®ng)ė┌ę╗ą®Å═(f©┤)ļsĄ─ųąąĪą═┐žųŲŽĄĮy(t©»ng)ĪŻ╔Įė┌▒ŠŽĄĮy(t©»ng)ėąČÓéĆÖCśŗ(g©░u)Ą─Ēśą“┐žųŲŻ¼╦∙ęį┐╔─▄ę╗éĆ─ŻēK╦∙Š▀ėąĄ─UO³c▓╗ē“═Ļ│╔š¹éĆŽĄĮy(t©»ng)Ą─äėū„┐žųŲŻ¼─Ū├┤ätąĶę¬▀\ė├öUš╣─ŻēKŻ¼öU┤¾öĄ(sh©┤)ūų┴┐I/O³cĪŻ╩╣ė├SIMATICė|├■Ų┴├µ░ÕŻ¼ų╗ąĶė|─Ż’@╩ŠŲ┴╔ŽĄ─“░┤Ōo”Ż¼é„Įy(t©»ng)░┤Ōoęč▓╗į┘ąĶ꬯¼┐╔ęįūįČ©┴x’@╩ŠŲ┴╔ŽĄ─łDą╬╩Į░┤ŌoŻ¼Ė³ų▒ė^Ąž▒Ē▀_└ŁĮ³┴╦ė├涊ÓļxĪŻSIMATICė|─Ż├µ░Õ╩╣ė├ĘŪ│ŻĘĮ▒ŃŻ¼Ę└ūoĄ╚╝ēIP65Ą─Ū░├µ░Õ┐╔─═¤ßŻ¼─═║«Ż¼Ę└ė═╬█Ż¼Ę└│▒Ż¼═¼śė╠ß╣®┴╦ĘŪ│ŻÅŖ┤¾Ą─łDą╬╣”─▄ĪŻ
ĪĪĪĪ3.2 I/O▀xō±
ĪĪĪĪ×ķ┴╦ī”PLC▀xą═Ż¼╩ūŽ╚┤_Č©PLCĄ─▌ö╚╦▌ö│÷³cöĄ(sh©┤)ĪŻPLCąĶꬥ─UO³cöĄ(sh©┤)Ż¼ļS╣żū„ĘĮ╩ĮĄ─▓╗═¼Č°▓╗═¼ĪŻ░┤ŅA(y©┤)ē║ÖCĖ„éĆĮM│╔▓┐ĘųüĒĘųŅÉĮy(t©»ng)ėŗŻ¼PLCĄ─▌ö╚╦³cėą:
ĪĪĪĪ╩ųäėųĖ┴Ņ░┤Ōo—╩ųäė─ŻēKųą╣▓ėąnéĆÖCśŗ(g©░u)▀Mąąäėū„Ż¼╣▓ėą23éĆ▌ö╚ļ/▌ö│÷³cĪŻ
ĪĪĪĪå╬äėųĖ┴Ņ░┤Ōo—å╬äė─ŻēKųąėųĘų×ķ4éĆ┤¾å╬äėēKŻ¼ų„ē║å╬äėēKųąėą6éĆ▌ö│÷³cŻ¼ŅA(y©┤)ē║ųąėą4éĆ▌ö│÷³cŻ¼▓╝┴ŽĘQųžå╬äėēKųąėą8éĆ▌ö│÷³cŻ¼Žõ┐┌╗ŅäėŲżÄ¦å╬äėēKėą5éĆ▌ö│÷³cĪŻ
ĪĪĪĪūįäėųĖ┴Ņ░┤╝~—ūįäė─ŻēKųąŅA(y©┤)ē║ÖC░┤Ēśą“äėū„Ż¼╣▓ėą10╣żū„ÖCśŗ(g©░u)Ż¼Č°▌ö╚╦³c╣▓ėą23éĆŻ¼▌ö│÷³c╣▓ėą26éĆĪŻ
ĪĪĪĪ3.3 PLCŠÄ│╠
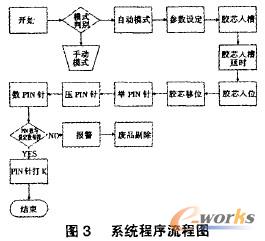
ĪĪĪĪė╔Ū░ę╗▓Į╣żū„Ż¼╬ęéā«ŗ│÷┴╦ŅA(y©┤)ē║ÖCĄ─š¹éĆĒśą“╣”─▄łDŻ¼╚╗║¾Ė∙ō■(j©┤)Ēśą“╣”─▄łDīæ│÷ŲõPL│╠ą“(┬į)ĪŻ╗∙ė┌PLCĄ─¤¤▓▌▀\▌öŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)╚ńłD1╦∙╩ŠĪŻ
4 ╗∙ė┌PLCĄ─¤¤▓▌▀\▌öŽĄĮy(t©»ng)Ą─īŹ¼F(xi©żn)
ĪĪĪĪ4.1īŹ¼F(xi©żn)▀^│╠
ĪĪĪĪ×ķ┴╦īŹ¼F(xi©żn)¤¤╚~Å═(f©┤)┐Š╔·«a(ch©Żn)ŠĆĄ─╚½ŠĆūįäė╗»Ż¼Š═▒žĒÜīŹ¼F(xi©żn)ČÓÖC═©ą┼Ż¼Č°ČÓÖC═©ą┼Ą─ŠW(w©Żng)Įj(lu©░)ą╬╩ĮėąąŪą═Īóśõą═Īó┐éŠĆą═ĪóĘų╔óą═Ą╚ĪŻė╔ė┌┐éŠĆą═ĮY(ji©”)śŗ(g©░u)Š▀ėą┐╔┐┐ąįĖ▀ĪóĮė┐┌║åå╬ĪóārĖ±Ą═Īó┐žųŲ╚▌ęūĪóĮM│╔ņ`╗ŅĪóæ¬(y©®ng)ė├ĘĮ▒ŃĄ╚ųTČÓā×(y©Łu)³cŻ¼╦∙ęįī”ė┌▀@╠ūŽĄĮy(t©»ng)Ą─┐žųŲŽĄĮy(t©»ng)Ż¼╬ęéāš¹ŠĆ▓╔ė├┴╦Ęų▓╝╩Į£y┐žŽĄĮy(t©»ng)Ż¼Å─Č°īŹ¼F(xi©żn)▒ŠŽĄĮy(t©»ng)ų„ÖC║═Å─ÖCų«ķgĄ─┐éŠĆą═ųąöÓ┐žųŲ┤«ąąé„▌öĘĮ╩ĮĪŻ═©ą┼ŠĆ┬ĘĄ─▀BŠĆŻ¼▓╔ė├RS5-232ś╦£╩Įė┐┌:ų„ÖCĄ─4éĆ┐žųŲČ╦Ż¼Ęųäe┼cĖ„éĆÅ─ÖCĄ─═Ō▓┐ųąöÓINTIŽÓ▀BĪŻ▀@śėŻ¼Ė„Å─ÖC▓╗▒žļSĢr╠Äė┌▒O(ji©Īn)┬ĀĀŅæB(t©żi)Ż¼ų╗ąĶ┤“ķ_═Ō▓┐ųąöÓINTI║¾▀Mąąūį╝║Ą─š²│Ż╣żū„ĪŻ«öų„ÖC░l(f©Ī)╦═─│ę╗ųąöÓ┐žųŲą┼╠¢ĢrŻ¼ŽÓæ¬(y©®ng)Å─ÖCųąöÓš²į┌▀MąąĄ─╣żū„Ż¼▐D(zhu©Żn)╚źł╠(zh©¬)ąąųąöÓĘ■äš(w©┤)│╠ą“ĪŻ▀M╚╦ųąöÓ║¾Ż¼Å─ÖCĻP(gu©Īn)Ą¶═Ō▓┐ųąöÓŻ¼▒Ż│ų¼F(xi©żn)ł÷Ż¼ī”ų„ÖC░l(f©Ī)üĒĄ─ą┼╠¢▒O(ji©Īn)┬ĀūRäeŻ¼▓ó▀M╚╦š²│Ż═©ą┼ĀŅæB(t©żi)ĪŻ═©ą┼═Ļ«ģ║¾Ż¼╗ųÅ═(f©┤)¼F(xi©żn)ł÷Ż¼ųąöÓķ_Ę┼Ż¼└^└m(x©┤)š²│ŻĄ─╣żū„ĪŻ
ĪĪĪĪ▓╔ė├Ęų▓╝╩Į┐žųŲŽĄĮy(t©»ng)ų„ę¬ėą╚ńŽ┬ā×(y©Łu)ä▌:┐╔ęįĘĮ▒ŃĄž╣▓ŽĒįO(sh©©)éõŻ¼╚ńÅŖ┤¾Ą─ų„ÖCŻ¼░║┘FĄ─I/OįO(sh©©)éõĄ╚ĪŻöĄ(sh©┤)ō■(j©┤)┘Yį┤╣▓ŽĒŻ¼Å─ę╗éĆĮKČ╦┐╔ęįįLķgš¹éĆŽĄĮy(t©»ng)Ą─┘Yį┤Ż¼ė├æ¶ų«ķg┐╔ęįĮ╗ōQ╬─╝■║═öĄ(sh©┤)ō■(j©┤)ĪŻ
ĪĪĪĪ4.2 ¼F(xi©żn)ł÷┐éŠĆĄ─▀BĮė
ĪĪĪĪ¼F(xi©żn)ł÷┐éŠĆĄ─▀BĮėŻ¼ų▓ĮĖ³║├Ąž▀M╚╦┐žųŲŅI(l©½ng)ė“Ż¼ęč▒╗śI(y©©)Įńų▓ĮšJūR┼cšŲ╬šĪŻ╣Pš▀▀@┤╬įO(sh©©)ėŗĄ─¤¤╚~Å═(f©┤)┐Š┤“╚~╔·«a(ch©Żn)ŠĆųąĄ─ŅA(y©┤)ē║«ö╚╗ę▓▓╗└²═ŌĪŻ▒ŠŽĄĮy(t©»ng)Ą─╬„ķTūė57-200ę¬┼c¼F(xi©żn)ł÷┐éŠĆ─▄ē“▀Mąą═©ėŹŻ¼▒žĒÜ═©▀^EM277PRDF-DPöUš╣Å─šŠ─ŻēKŻ¼īó57-200CPU▀BĮėĄĮPROFIBUS-DPŠW(w©Żng)Įj(lu©░)ĪŻEM277PROFĮø(j©®ng)▀^┤«ąąI/O┐éŠĆ▀BĮėĄĮ57-200CPUo PROFIRUSŠW(w©Żng)Įj(lu©░)Įø(j©®ng)▀^ŲõDP═©ą┼Č╦┐┌Ż¼▀BĮėĄĮPROFIBUS-DP─ŻēKŻ¼╚╗║¾Ž“ų„šŠ░l(f©Ī)╦═║═Įė╩š▓╗═¼öĄ(sh©┤)┴┐Ą─öĄ(sh©┤)ō■(j©┤)ĪŻ▀@ĘN╠žąįŻ¼╩╣ė├æ¶─▄ą▐Ė─╦∙é„▌ö?sh©┤)─ö?sh©┤)ō■(j©┤)┴┐Ż¼ęįØMūŃīŹļHæ¬(y©®ng)ė├Ą─ąĶę¬ĪŻŽ┬├µ╩ŪEM277Ą─ĄžųĘķ_ĻP(gu©Īn)║═ųĖ╩Š¤¶ĪóĄžųĘķ_ĻP(gu©Īn)║═ĀŅæB(t©żi)ųĖ╩Š¤¶╬╗ė┌─ŻēKĄ─Ū░├µĪŻ
ĪĪĪĪ4.3ŽĄĮy(t©»ng)æ¬(y©®ng)ė├Ū░Š░
ĪĪĪĪ¤¤▓▌ąąśI(y©©)╩Ūę╗éĆūįäė╗»│╠Č╚ĘŪ│ŻĖ▀Ą─ąąśI(y©©)Ż¼╚ńų„ÖCDCSŽĄĮy(t©»ng)Īó┤“╚~Å═(f©┤)┐ŠŽĄĮy(t©»ng)ęį╝░ų„ę¬▌oÖC│╠┐žŽĄĮy(t©»ng)Ż¼▀@ą®ŽĄĮy(t©»ng)Č╝┤µį┌┐╔┐┐ąįę¬Ū¾Ė▀Īó▒O(ji©Īn)┐žįO(sh©©)éõ║═ī”Ž¾ČÓČ°Å═(f©┤)ļsĪóīŹĢrąįę¬Ū¾Ė▀Ą╚╠ž³cĪŻ╠žäe╩Ūų„ÖCDCSŽĄĮy(t©»ng)Ż¼╔µ╝░öĄ(sh©┤)░┘┼_ē║┴”║═▓Ņē║ūā╦═Ų„Ż¼öĄ(sh©┤)░┘┼_ļŖäė╗“åóäėł╠(zh©¬)ąąÖCśŗ(g©░u)Ż¼öĄ(sh©┤)░┘éĆ£žČ╚£y³cŻ¼ŽĄĮy(t©»ng)ę¬▀MąąÅ═(f©┤)ļsĄ─ķ]Łh(hu©ón)┐žųŲĪó┤«╝ē┐žųŲĪóę¬▀MąąįO(sh©©)éõ▀Bµi┐žųŲĄ╚ĪŻ╦∙ėą▀@ą®Ż¼Č╝ąĶę¬ėąĖ▀┐╔┐┐ąįĄ─┐žųŲŽĄĮy(t©»ng)Ż¼üĒ▒ŻūCš¹éĆ╔·«a(ch©Żn)▀^│╠Ą─░▓╚½ĪóĘĆ(w©¦n)Č©Īó┐╔┐┐▀\ąąĪŻļSų°¼F(xi©żn)ł÷┐éŠĆ╝╝ąg(sh©┤)Ą─│÷¼F(xi©żn)║═╚ššķ│╔╩ņŻ¼ęį╝░¤¤ÅSą┼Žó╗»ę¬Ū¾Ą─╠ßĖ▀Ż¼╗∙ė┌¼F(xi©żn)ł÷┐éŠĆĄ─┐žųŲŽĄĮy(t©»ng)īó×ķ¤¤▓▌ąąśI(y©©)ūįäė╗»ŽĄĮy(t©»ng)╠ß╣®Ė³║├Ą─▀xō±ĪŻ
5 ĮY(ji©”)╩°šZ
ĪĪĪĪ┐éų«Ż¼į┌╗∙ė┌PLCĄ─¤¤▓▌▀\▌öŽĄĮy(t©»ng)ųąŻ¼ĮķĮB┴╦š¹ÖCĄ─┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)Ż¼┤_Č©┴╦š¹ÖC┐žųŲŽĄĮy(t©»ng)Ą─ė▓╝■▀xō±:╬„ķTūėPLC57-200+SIMATICė|├■Ų┴├µ░ÕŻ¼ĮķĮB┴╦ŅA(y©┤)ē║ÖCĒśą“╣”─▄łD╝░Ųõ╠ž³cŻ¼Č©┴x┴╦PLCĄ─I/OČ╦ūėŻ¼ĮķĮB┴╦Ęų▓╝╩Į£y┐žŽĄĮy(t©»ng)Ą─╠ž³c╝░ā×(y©Łu)ä▌.ėą║▄║├Ą─æ¬(y©®ng)ė├Ū░Š░ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌PLCĄ─¤¤▓▌▀\▌öŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗ┼cīŹ¼F(xi©żn)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/1401938795.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















