



0 ę²čį
«aŲĘčb┼õą“┴ąęÄäØū„×ķ«aŲĘ╔·├³ų▄Ų┌Ą─ųžę¬ę╗ŁhŻ¼į┌«aŲĘįOėŗķ_░l▀^│╠ųąš╝ėą║▄ųžę¬Ą─Ąž╬╗Ż¼ę“×ķ«aŲĘįOėŗ┐é┘Mė├40%Ī½60%▒╗╗©┘Mį┌čb┼õä┌äėųąŻ¼╚ń║╬į┌ĮoČ©«aŲĘį┌įOėŗĘĮ░ĖĄ─Śl╝■Ž┬Ż¼īżšęØMūŃÄū║╬╝s╩°ęį╝░Ųõ╦³╝s╩°Śl╝■Ż©╣ż╦ćĪóčb┼õ│╔▒ŠĄ╚Ż®Ą─║Ž└Ē┐╔ąąĄ─čb┼õą“┴ąę╗ų▒╩Ūčb┼õ╣ż╦ćĤ╦∙├µ┼RĄ─Ė╗ėą╠¶æąįĄ─╣żū„ĪŻ║├Ą─čb┼õą“┴ąęÄäØęčĮø▒╗ęĢ×ķ£pąĪčb┼õļyČ╚Īó£p╔┘čb┼õ╣żŠ▀ęį╝░┐sČ╠čb┼õĢrķgĄ─īŹė├ĘĮĘ©ĪŻčb┼õą“┴ąęÄäØå¢Ņ}Ą─▒Š┘|╩Ūę╗éĆNPĮM║Žā×╗»ļyŅ}Ż¼é„ĮyĄ─čb┼õą“┴ąęÄäØĄ─ĘĮ╩Įėąā╔ĘNŻ║ę╗╩Ū╗∙ė┌čb┼õ╣ż│╠ĤĄ─ų¬ūRęį╝░Įø“ׯ¼Č■╩ŪłD╦č╦„╦ŃĘ©ĪŻĘĮĘ©ę╗╩▄įOėŗš▀Ą─ų¬ūRŠųŽ▐ąį║═ų„ė^ąįė░Ēæ▌^┤¾Ż¼ė╚Ųõ╩Ūī”ė┌Å═ļs┴Ń╝■Ą─čb┼õ╣ż╦ćŻ¼įOėŗ│÷Ą─čb┼õą“┴ą│Ż│Ż▓╗╩ŪūŅāץ─Ż¼╔§ų┴╩Ū▓╗┐╔ąąĄ─ĪŻĘĮĘ©Č■Ą─ŠųŽ▐ąįį┌ė┌«ö«aŲĘ┴Ń╝■öĄ─┐▌^ČÓĢrŻ¼īóĢ■│÷¼Fčb┼õą“┴ąĮM║Ž▒¼š©Ą─å¢Ņ}ĪŻ20╩└╝o90─Ļ┤·ęįüĒŻ¼╚╦╣żųŪ─▄▒╗▀\ė├ĄĮĮM║Žā×╗»Ū¾ĮŌå¢Ņ}ųąŻ¼▓ó╚ĪĄ├┴╦ę╗ą®│╔Š═ĪŻ░³└©─ŻöM═╦╗╦ŃĘ©Īó╚╦╣ż╔±ĮøŠWĮjĪóŽü╚║╦ŃĘ©Īó▀zé„╦ŃĘ©╝░ŲõŽÓĻP╗ņ║Ž╦ŃĘ©ĪŻę“▀zé„╦ŃĘ©Š▀ėą╦č╦„╦┘Č╚┐ņĪó╦ŃĘ©║åå╬Ż¼¤oąĶ▒ķÜvš¹éĆĮŌ┐šķgŠ═─▄šęĄĮę╗éĆūŅā×╗“┤╬ūŅā×ĮŌŻ¼─▄ėąą¦ĮŌøQĮM║Žā×╗»ųąĄ├ĮM║Ž▒¼š©å¢Ņ}Ż¼ą▐Ė─╚Š╔½¾wĄ─ŠÄ┤aĘĮ╩Į║═▀mæ¬Č╚║»öĄ┐╔ĮŌøQ▓╗═¼Ą─ā×╗»å¢Ņ}Ą╚╠ž³cŻ¼▀zé„╦ŃĘ©▒╗ÅVĘ║Ą─▀\ė├ĄĮčb┼õą“┴ąęÄäØå¢Ņ}Ą─Ū¾ĮŌĪŻ
1 ┴Ń╝■┐╔ąąčb┼õĘĮŽ“═Ų└Ē╝░čb┼õ╗∙£╩╝■▀xō±
1.1 ▀zé„╦ŃĘ©Ą─ŽÓĻP蹊┐╝░Ė─▀M
BonnevilĄ╚╩ūŽ╚īó▀zé„╦ŃĘ©ę²╚ļčb┼õęÄäØįOėŗųąŻ¼Ą½╦¹éāĄ─╦ŃĘ©ą¦╣¹╩▄│§╩╝Ą³┤·ųĄĄ─ė░ĒæŻ¼Č°Ūęę¬Ū¾│§╩╝ą“┴ąČ╝╩Ūėąą¦Ą─Ż╗Romeo M MarianĄ╚į┌Į©┴óĻP┬ōŠžĻć║═ā׎╚ĻPŽĄŠžĻćĄ─╗∙ĄA╔ŽŻ¼═©▀^Ž“ī¦╦č╦„╦ŃĘ©╔·│╔┐╔ąąĄ─čb┼õą“┴ą║¾Ż¼į┘ė├▀zé„╦ŃĘ©ī”┐╔ąąĄ─čb┼õą“┴ą▀Mąąā×╗»Ż¼įōĘĮĘ©ę▓ę¬Ū¾│§╩╝ą“┴ąČ╝╩Ūėąą¦Ą─Ż╗ŚŅ∙iĄ╚Ė─▀M┴╦é„ĮyĄ─╗∙ę“╦ŃĘ©Ż¼═©▀^Į╗▓µ║═ČÓīė┤╬ūā«ÉüĒīŹ¼F╗∙ė┌╗∙ę“ĮMŠÄ┤a▒Ē╩ŠĄ─ČÓą┼Žóčb┼õą“┴ąĄ─▓óąąā×╗»Ż╗ų▄ķ_┐ĪĄ╚į┌ŚŅ∙iĄ─蹊┐╗∙ĄA╔Ž┐╝æ]ūėčb┼õ¾wĘĆČ©ąįĄ──┐ś╦║»öĄŻ¼▓╔ė├ĦėøæøĄ─▀zé„╦ŃĘ©▀Mąąčb┼õą“┴ąęÄäØŻ╗äóš\Ą╚īó▀zé„īWįŁ└ĒĄ─╗∙ę“ą▐Å═╝╝ągę²╚ļė├ė┌Ū¾ĮŌčb┼õą“┴ąęÄäØå¢Ņ}Ą─▀zé„╦ŃĘ©Ż¼└¹ė├╗∙ę““ą▐Å═”▓┘ū„Ż¼īóūė┤·éĆ¾wųą▀`Ę┤Ž╚ą“╝s╩°Ą─╗∙ę““ą▐Å═”×ķėąą¦╗∙ę“Ż¼Å─Č°▒ŻūC┴╦š¹éĆĘN╚║Ą─╗∙ę“ČÓśėąįŻ¼▒▄├Ō┴╦▀M╗»▀^įńĄž╩šö┐ė┌Šų▓┐ūŅā×ĮŌĪŻ╗∙ė┌Äū║╬Ė╔╔µŠžĻćĄ─╗∙ĄA═Ųī¦▓óā×╗»čb┼õą“┴ąŻ¼Ą½╩Ū║÷ęĢ┴╦čb┼õ▀^│╠ųąčb┼õ╗∙£╩║═┴Ń╝■čb┼õā׎╚ĻPŽĄĪŻ
ėąĶbė┌┤╦Ż¼▓╔ė├Ė─▀MĄ─▀zé„╦ŃĘ©Ż¼┐╝æ]čb┼õ╗∙ĄA╝■ī”«aŲĘĄ─čb┼õą“┴ą▀MąąęÄäØ蹊┐ĪŻ═©▀^įō╦ŃĘ©Ż¼½@Ą├ę╗ŚlØMūŃÄū║╬╝s╩°ĪóĘ¹║ŽīŹļHčb┼õ▀^│╠Ą─Ė▀ą¦┬╩«aŲĘčb┼õą“┴ąŻ¼ė├ęįųĖī¦«aŲĘĄ─īŹļHčb┼õĪŻ
1.2 ┴Ń╝■čb┼õĘĮŽ“═Ų└Ē║═┐╔ąąąį┼ąöÓ
į┌Ąč┐©ā║ų▒ĮŪū°ŽĄŽ┬Ż¼┴Ń▓┐╝■Ą─čb┼õĘĮŽ“▓╔ė├įōū°ś╦ŽĄĄ─ū°ś╦▌SĘĮŽ“Ż¼ę╗éĆčb┼õą“┴ąĄ─Äū║╬┐╔ąąąį╩ŪųĖŻ║ų┴╔┘┤µį┌ę╗éĆū°ś╦▌SĘĮŽ“╩╣Ą├īó─│ę╗┴Ń▓┐╝■čb┼õĄĮ╬╗ĢrŻ¼Č°▓╗┼cŲõ╦¹ęččb┼õ║├Ą─┴Ń▓┐╝■░l╔·Ė╔╔µĪŻ×ķįuārčb┼õą“┴ąĄ─Äū║╬┐╔ąąąįŻ¼▓╔ė├Ė╔╔µŠžĻćI├Ķ╩÷čb┼õ▀^│╠ųą┴Ń▓┐╝■ķgĄ─Äū║╬ā׎╚ĻPŽĄĪŻ
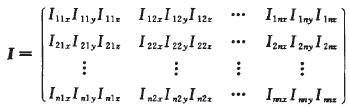
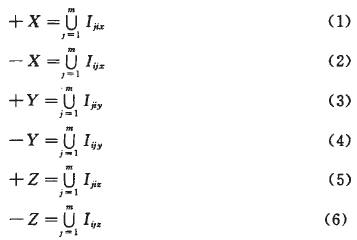
╝┘Č©ėąnéĆ┴Ń╝■ģó┼cčb┼õŻ¼─Ū├┤Ė╔╔µŠžĻć╩Ūę╗éĆnąąĪó3×n┴ąĄ─ŠžĻćŻ¼3┤·▒Ē┴Ń╝■į┌+XĪó+YĪó+ZĄ─3éĆčb┼õĘĮŽ“ĪŻŲõį¬╦žIijx▒Ē╩Š┴╦┴Ń╝■jčž+XĘĮŽ“čb┼õĢr┼c┴Ń╝■iĄ─Ė╔╔µŪķørŻ¼┼ąČ©ęÄät╚ńŽ┬Ż║╚ń╣¹┴Ń╝■jčž+XĘĮŽ“čb┼õĄĮ╬╗┼c┴Ń╝■i░l╔·Ė╔╔µŻ¼ätIijx=1Ż╗Ę┤ų«ätIijx=0ĪŻ┴Ń╝■jčž-XĘĮŽ“čb┼õ┼c┴Ń╝■iĖ╔╔µĄ─Ūķør╝┤Iij-xŻ¼┼c┴Ń╝■ičž+XĘĮŽ“čb┼õ┼c┴Ń╝■jĖ╔╔µĄ─ŪķørŽÓ═¼Ż¼ė╔į¬╦žIijx▒Ē╩ŠŻ¼ęÄČ©Ii=0ĪŻ═¼└ĒŻ¼┐╔ęį┤_Č©Iijy║═IijzĄ─ųĄĪŻ
¼FįO{P1Ż¼P2Ż¼…Pm}×ķ┴Ń╝■Pičb┼õŪ░ęčĮøčb┼õ═ĻĄ─┴Ń╝■ą“┴ąŻ¼ät┴Ń╝■PiĄ─┐╔ąąčb┼õĘĮŽ“┐╔ė╔╩Į(1)Ī½╩Į(6)┼ąČ©ĪŻ
ŲõųąŻ¼I[i][j]ī”æ¬Ė╔╔µŠžĻćųąĄ─į¬╦žŻ¼U▒Ē╩ŠŠžĻćį¬╦žŪ¾╗“▀\╦ŃŻ¼IĄ─ŠSöĄ╚ĪøQė┌čb┼õĄ─ŠSöĄŻ¼Č■ŠSĄ─Ūķør╚Ī2Ż¼╚²ŠSĄ─Ūķør╚Ī3ĪŻī”ė┌ą“┴ą{P1Ż¼P2Ż¼…Ż¼PmŻ¼Pi}╩Ūʱ×ķÄū║╬┐╔ąąčb┼õą“┴ą╚ĪøQė┌╩Į(1)Ī½╩Į(6)Ą─ĮY╣¹Ż¼«ö╩Į(1)Ī½╩Į(6)ųąų┴╔┘┤µį┌ę╗éĆ×ķ┴ŃĢrŻ¼└²╚ń╩Į(1)Ą─ĮY╣¹×ķ0Ż¼ätšf├„Pi┐╔Å─+XĘĮŽ“čb┼õĄĮ╬╗Č°▓╗┼cP1Ż¼P2Ż¼…Ż¼Pm░l╔·Ė╔╔µŻ¼Ę┤ų«Ż¼╚¶╩Į(1)Ī½╩Į(6)Ą─ĮY╣¹╚½▓╗×ķ┴ŃŻ¼ätP1Ż¼P2Ż¼…Ż¼PmŻ¼Pi╩Ū▓╗┐╔čb┼õĄ─ĪŻ
1.3 čb┼õ╗∙£╩╝■Ą─▀xō±
1.1╣ØÅ─Äū║╬ĮŪČ╚╔Ž═Ų└Ē┴╦┴Ń╝■Ą─čb┼õĘĮŽ“Ż¼Ųõ▓ó▓╗╔µ╝░čb┼õ│§╩╝┴Ń▓┐╝■ĪŻ¼FīŹ«aŲĘčb┼õ▀^│╠ųąŻ¼═©│ŻĢ■čb┼õę╗éĆ┴Ń╝■╣╠Č©▓╗äėŻ¼ŲõėÓ┴Ń▓┐╝■Š∙ęįįō┴Ń╝■×ķčb┼õ╗∙£╩▀Mąąčb┼õĪŻę╗éĆčb┼õ¾w░³║¼néĆ┴Ń╝■Ż¼╦∙ėą┐╔─▄Ą─čb┼õą“┴ą×ķŻ¼n!éĆŻ¼«öųĖČ©┴╦╗∙£╩╝■║¾┐╔─▄Ą─čb┼õą“┴ą×ķ(n-1)!Ż¼╦č╦„┐šķgūā×ķęįŪ░Ą─1Ż»nĪŻ┐╔ęŖ╗∙£╩╝■ūŅŽ╚čb┼õū„×ķę╗Ślåó░l╩ĮęÄät┐╔ęįį┌║▄┤¾│╠Č╚╔Ž£pąĪ╦č╦„┐šķgŻ¼╠ßĖ▀čb┼õą“┴ą╔·│╔Ą─ą¦┬╩ĪŻ╗∙£╩╝■Ą─▀x╚Īī”čb┼õ▓┘ū„Ą─ļyČ╚Īóčb┼õŖAŠ▀Ą─įOėŗĄ╚«a╔·ųž┤¾Ą─ė░ĒæŻ¼╗∙£╩╝■Ą─▀xō±ę╗░Ńū±čŁęįŽ┬ÄūéĆįŁätŻ║┼cŲõ╦³┴Ń╝■▀BĮėöĄČÓŻ╗ųž┴┐┤¾Īóųžą─Ą═Ż╗¾wĘe┤¾Ż╗äéąį┤¾Ż╗ę╗░Ń▒▄├Ō▀xė├ęū╦ķĄ─Īó┘FųžĄ─┴Ń╝■ū÷╗∙£╩╝■Ż¼└²╚ńé„äė▌SĪó²X▌åĄ╚ĪŻ
2 ╗∙ė┌▀zé„╦ŃĘ©Ą─čb┼õą“┴ąęÄäØĘĮĘ©
į┌┐╝æ]╗∙ĄA╝■Ą─ŪķørŽ┬Ż¼įOėŗ┴╦ŽÓæ¬Ą─Į╗▓µ╦ŃūėĪóūā«É╦Ńūė║═▀mæ¬Č╚║»öĄŻ¼ī”«aŲĘĄ─čb┼õą“┴ą▀MąąęÄäØŻ¼ė├ęį½@Ą├ØMūŃŽÓĻP╝s╩°Śl╝■Ą─čb┼õą“┴ąĪŻ
2.1 ŠÄ┤a
▓╔ė├īŹöĄą“┴ąĄ─▀zé„╦ŃĘ©ŠÄ┤aŪ¾ĮŌ«aŲĘčb┼õą“┴ąęÄäØå¢Ņ}Ż¼╚Š╔½¾wĄ─ę╗éĆ╗∙ę“ė├ęįŠÄ┤aę╗éĆ┤²čb┼õ┴Ń▓┐╝■Ż¼├┐éĆ╗∙ę“╦∙į┌╚Š╔½¾wĄ─╬╗ų├┤·▒Ē┴╦ŽÓæ¬┤²čb┼õ┴Ń▓┐╝■Ą─į┌įōčb┼õĒśą“ųąĄ─╬╗ų├ĪŻ╚║¾wĄ─│§╩╝╗»ĪóĮ╗▓µ▓┘ū„╝░ūā«É▓┘ū„ųąĖ„┴Ń╝■Ą─ą“╠¢āH│÷¼FŻ«ę╗┤╬ĪŻ└²╚ń╚Š╔½¾w3-1-4-2-6-5-9-8-7Ż¼įō╚Š╔½¾w╩ūŽ╚čb┼õĄ─┴Ń▓┐╝■×ķ3Ż¼Ųõ║¾Ż¼čb┼õ┴Ń▓┐╝■1Ż¼ę└┤╦ŅÉ═ŲĪŻ
2.2 Į╗▓µ╦Ńūė
▓╔ė├╚ńŽ┬Ą─▓┐ĘųĮ╗▓µųžĮMĘĮĘ©Ż¼Š▀¾wĘĮ╩Į╚ńŽ┬ĪŻ
a.ļSÖCį┌ĘN╚║ųą▀xō±2Śl╚Š╔½¾wAŻ¼BŻ¼ļSÖCį┌╚Š╔½¾wųą▀xō±ę╗éĆĮ╗┼õģ^ė“ĪŻ2ĖĖ╚Š╔½¾w╝░Į╗┼õģ^ė“▀xČ©×ķŻ║
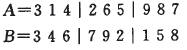
b.īóBĄ─Į╗┼õģ^ė“╝ėĄĮAĄ─Į╗▓µ³c║¾Ż¼īóAĄ─Į╗┼õģ^ė“╝ėĄĮBĄ─Į╗▓µ³c║¾Ą├ĄĮŻ║

c.į┌AŻ¦Ż¼BŻ¦ųąę└┤╬äh│²┼cĮ╗┼õģ^ŽÓ═¼Ą─┴Ń▓┐╝■ŠÄ┤aĄ├ĄĮūŅĮKĄ─2ūė╚Š╔½¾w×ķŻ║
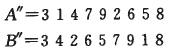
▀@ĘNĮ╗▓µĘĮĘ©į┌─▄ē“┤_▒Ż╗∙£╩╝■Ą─╬╗ų├į┌╚Š╔½¾wĄ─ūŅŪ░Č╦ĪŻ
2.3 ūā«É╦Ńūė
├┐ę╗┤·ĘN╚║ęįÖC┬╩Pm▀Mąąūā«ÉŻ¼ę╗Ą®ūā«É▓┘ū„░l╔·Ż¼ļSÖC╠¶▀xKŚl╚Š╔½¾w▀Mąąūā«ÉŻ¼Ūę«ö╚Š╔½¾wĄ─╗∙ę“éĆöĄ×ķŲµöĄĢrŻ¼Å─įō╚Š╔½¾wĄ─Ą┌Č■╬╗╗∙ę“ķ_╩╝Ż«├┐ŽÓÓÅ2éĆ╗∙ę“Ū░║¾Į╗ōQŻ╗«ö╚Š╔½¾wĄ─╗∙ę“éĆöĄ×ķ┼╝öĄĢrŻ¼Å─įō╚Š╔½¾wĄ─Ą┌╚²╬╗╗∙ę“ķ_╩╝Ż¼├┐ŽÓÓÅ2éĆ╗∙ę“Ū░║¾Į╗ōQĪŻ═©▀^▀@śėĄ─ūā«É▓┘ū„▓╗āHūŅ┤¾Ž▐Č╚Ąž┤“ŲŲ┴╦čb┼õą“┴ąĄ─┼┼┴ąĒśą“Ż¼═¼Ģr─▄ē“┤_▒Ż╗∙£╩╝■Ą─╬╗ų├į┌╚Š╔½¾wĄ─ūŅŪ░Č╦ĪŻ
2.4 ▀mæ¬Č╚║»öĄįOėŗ
▀zé„╦ŃĘ©ųą▀mæ¬Č╚║»öĄĄ─įOėŗīó┤²Ū¾ĮŌå¢Ņ}Ą──┐ś╦║»öĄ┼cĘN╚║Ą─├┐éĆéĆ¾w┬ōŽĄŲüĒŻ¼═©▀^īó┤²Ū¾ĮŌå¢Ņ}Ą──┐ś╦║»öĄ▐D╗»×ķ▀mæ¬Č╚║»öĄŻ¼į┘═©▀^▀mæ¬Č╚║»öĄŪ¾Ą├éĆ¾wĄ─▀mæ¬Č╚Ż¼▀mæ¬Č╚ųĄĖ▀Ą─éĆ¾w▀zé„ĄĮŽ┬ę╗┤·Ą─Äū┬╩▌^┤¾Ż¼Ę┤ų«Ż¼▀mæ¬Č╚ųĄĄ═Ą─éĆ¾w▀zé„ĄĮŽ┬ę╗┤·Ą─Äū┬╩▌^ąĪĪŻė░Ēæčb┼õą¦┬╩Ą─ę“╦ž║▄ČÓŻ¼āHÅ─čb┼õĘĮŽ“Ą─Ė─ūā┤╬öĄĪóčb┼õ╣żŠ▀Ą─Ė³Ė─┤╬öĄĪóūėčb┼õĄ─ĘĆČ©ąįĪó╗∙£╩╝■Ą─╬╗ų├╦─éĆĘĮ├µ┐╝æ]įOėŗ▀mæ¬Č╚║»öĄĪŻ
a.čb┼õōQŽ“┤╬öĄCĪŻī”─│ę╗ĮoČ©čb┼õą“┴ąŻ¼ė╔1.1╣Ø┐╔ęį═Ų└Ē┴Ń▓┐╝■Ą─čb┼õĘĮŽ“ĪŻ«öŽÓÓÅĄ─2éĆ┴Ń▓┐╝■čb┼õĘĮŽ“Ė─ūāĢrŻ¼ą“┴ąĄ─čb┼õōQŽ“┤╬öĄ╝ė1ĪŻįōųĖś╦Ę┤ė│┴╦čb┼õ▓┘ū„Ą─Å═ļsąįą┼ŽóĪŻ
b.čb┼õ╣żŠ▀Ą─Ė³ōQ┤╬öĄTo═©▀^┼ąöÓŽÓÓÅ2éĆ┴Ń▓┐╝■čb┼õĢr╦∙╩╣ė├Ą─čb┼õ╣żŠ▀╩ŪʱŽÓ═¼Ż¼└█╝ėėŗ╦Ń│÷ĮoČ©čb┼õą“┴ąĄ─čb┼õ╣żŠ▀Ė─ūā┤╬öĄŻ¼įōųĖś╦┴┐╗»▒Ē╩Š┴╦čb┼õą“┴ąĄ─Š█║ŽąįĪŻTįĮąĪŻ¼čb┼õ╣żŠ▀Ė³ōQĄ─┤╬öĄįĮąĪŻ¼čb┼õą¦┬╩įĮĖ▀ĪŻ
c.čb┼õ¾wĄ─ĘĆČ©ąįĪŻ╦³╩ŪųĖ─│ę╗čb┼õ▓┘ū„╦∙╔µ╝░Ą─2éĆūėčb┼õ¾wį┌ųž┴”║═Į©┴óčb┼õ╦∙ąĶ┴”Ą─ū„ė├Ž┬Ż¼▒Ż│ųĖ„ūįā╚▓┐čb┼õĻPŽĄĄ──▄┴”ĪŻČ©┴xĘĆČ©┬ōĮėŠžĻćSN×NŻ¼ŲõųąŠžĻćį¬╦žSij▒Ē╩Š┴Ń▓┐╝■i┼c┴Ń▓┐╝■jų«ķgĄ─┬ōĮėĻPŽĄŻ¼«öi┼cj┤µį┌ĘĆČ©┬ōĮėĻPŽĄĢrSij=2Ż¼«öi┼cj┤µį┌Įėė|┬ōĮėĻPŽĄĢrSij=1Ż¼«öi┼cj▓╗┤µį┌┬ōĮėĻPŽĄĢrSij=0ĪŻĘĆČ©┬ōĮėųĖėąÅŖųŲ╝s╩°┴Ń╝■ų«ķgŽÓ╗źęŲäėĄ─┬ōĮėŻ¼░³└©┬▌╝y┬ōĮėĪó▌S┼c┐ūĄ─▀^ė»┬ōĮėĪóOą═╚”┬ōĮė║═┐©╗╔┬ōĮėĪŻätę╗éĆčb┼õą“┴ąĄ─čb┼õĘĆČ©ąįŠ═┐╔ęįė├1ׯ©N-1Ż®Ą─Ž“┴┐K={k2Ż¼k3Ż¼…Ż¼kn}Ż¼ŲõųĄS╚ń╩Į(7)╦∙╩ŠĪŻčb┼õ¾wĄ─ĘĆČ©ąįų▒Įėė░ĒæĄĮčb┼õ▓┘ū„Ą─┐╔┐┐ąįĪóŖAŠ▀║═╣żŠ▀Ą─Å═ļsąįĪŻ
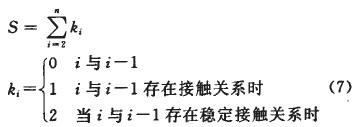
╩ĮųąŻ¼n×ķčb┼õ┴Ń╝■┐éöĄŻ╗SųĄįĮ┤¾čb┼õą“┴ąĄ─ĘĆČ©ąįįĮ║├Ż¼0≤S≤2n-2ĪŻ
d.╗∙£╩╝■Ą─╬╗ų├ĪŻ╚ń1.3╣Ø╦∙╩÷Ż¼╗∙£╩╝■Ą─čb┼õæ¬įōį┌Ą┌ę╗╬╗Ż¼į┌│§╩╝ĘN╚║ųą┤µį┌ØMūŃÄū║╬╝s╩°Ą─čb┼õą“┴ąŻ¼Ą½╩ŪŠė╩ūĄ─┴Ń╝■▓óĘŪčb┼õ╗∙£╩╝■Ż¼ätąĶę¬ī”čb┼õ╗∙£╩╝■Šė╩ūĄ─┐╔ąąčb┼õą“┴ą┼cčb┼õ╗∙£╩╝■ĘŪŠė╩ūĄ─┐╔ąąčb┼õą“┴ąėĶęįģ^ĘųĪŻ═©▀^ģ^ĘųŻ¼ę╗ĘĮ├µ─▄▒Ż│ųĘN╚║Ą─ČÓśėąįŻ╗┴Ēę╗ĘĮ├µī”čb┼õ╗∙£╩╝■Šė╩ūĄ─┐╔ąąčb┼õą“┴ąĄ─▀mæ¬Č╚ųĄėĶęį╝ėÖÓŻ¼╠ßĖ▀įōą“┴ąĄ─▀mæ¬Č╚ųĄŻ¼▒ŻūCŲõį┌ĘN╚║ųąĄ─ĖéĀÄąįĪŻ
ŠC╔Ž╦∙╩÷Ż¼▀mæ¬Č╚║»öĄįOėŗ╚ńŽ┬Ż║
╩ĮųąŻ¼S×ķĘN╚║Ą─Ė„čb┼õą“┴ąŻ¼«öčb┼õą“┴ąØMūŃÄū║╬╝s╩°Ūę╗∙ĄA╝■╬╗ų├╬╗ė┌ą“┴ąĘŪ╩ū╬╗Ģr╚Ī╩Į(8)Ą┌1╩ĮŻ¼«öčb┼õą“┴ąØMūŃÄū║╬╝s╩°Ūę╗∙ĄA╝■╬╗ų├╬╗ė┌ą“┴ą╩ū╬╗Ģr╚Ī╩Į(8)Ą┌2╩ĮŻ¼«öčb┼õą“┴ą▓╗ØMūŃÄū║╬╝s╩°╩Į(8)Ą┌3╩ĮŻ╗F(S)×ķčb┼õą“┴ąĄ─▀mæ¬Č╚║»ųĄŻ╗ω1Ż¼ω2Ż¼ω3Ż¼ω4×ķÖÓųžŽĄöĄŻ╗P×ķæ═┴PŽĄöĄŻ¼Ė∙ō■Įø“ׯ¼╚Īω4=0.8Ż¼ω1+ω2+ω3=1Ż¼╚ĪP=2ĪŻ
3 ▀zé„╦ŃĘ©ł╠ąą▓Į¾E
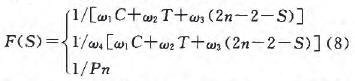
░┤šš▀zé„╦ŃĘ©Ą─ę╗░Ń╦╝┬ĘŻ¼ĮY║Žčb┼õą“┴ąęÄäØæ¬ė├Ą─īŹļHŪķørŻ¼į┌┐╝æ]╗∙£╩╝■Ą─╗∙ĄA╔ŽŻ¼įō╦ŃĘ©▓Į¾E╚ńŽ┬Ż║
▓Į¾E1ĪŻįOČ©│§╩╝ĘN╚║┤¾ąĪpopĪóĮ╗▓µĖ┼┬╩PcĪó╗∙ę“ĮMūā«ÉĖ┼┬╩PmĪŻ
▓Į¾E2ĪŻ┤_Č©│§╩╝ĘN╚║▓óīóŲõū„×ķūŅ│§Ą─ĖĖ┤·ĘN╚║Ż╗Ž╚ļSÖC╔·│╔│§╩╝ĘN╚║Ż¼╚╗║¾Ż¼į┌DELMIA▄ø╝■ųą═©▀^╠ōöM▓ąČĄ─ĘĮ╩Į½@Ą├ę╗ą®čb┼õą“┴ąŻ¼ūŅ║¾Ż¼īó═©▀^╠ōöM▓ąČĄ─ĘĮ╩Į½@Ą├Ą─▀@ą®čb┼õą“┴ąļSÖC╠µōQ│§╩╝ĘN╚║Ą─čb┼õą“┴ąŻ¼īó╠µōQ║¾Ą─ĘN╚║ū„×ķūŅ│§Ą─ĖĖ┤·ĘN╚║ĪŻ
▓Į¾E3ĪŻĖ∙ō■╩┬Ž╚Į©┴óĄ─čb┼õ¾wĖ╔╔µŠžĻćŻ¼Ž╚Å─Äū║╬╝s╩°ĮŪČ╚┼ąöÓ│§╩╝ĘN╚║ųąéĆ¾wĄ─┐╔ąąąįŻ¼į┘ī”Äū║╬╝s╩°┐╔ąąĄ─éĆ¾w┼ąöÓŠė╩ū╬╗ų├Ą─┴Ń╝■┼ąöÓ╩Ūʱ×ķ╗∙£╩╝■Ż¼ūŅ║¾Ė∙ō■╩Į(8)Ęųäeėŗ╦Ń│§╩╝ĘN╚║éĆ¾wĄ─▀mæ¬Č╚ųĄĪŻ
▓Į¾E4ĪŻ┤_Č©éĆ¾w▀xō±╦ŃĘ©Ż¼▀xō±▌å┘Ć▒P▀xō±ĘĮĘ©ĪŻ
▓Į¾E5ĪŻ«öā×╗»ĮY╣¹▓╗ØMūŃĮKų╣Śl╝■ĢrĪŻ
a.Å─╚║¾wųąļSÖCā╔ā╔▀xō±│÷▓╗═¼éĆ¾wū„×ķėH▒ŠŻ¼ė├Į╗▓µĖ┼┬╩üĒ┤_Č©╚Š╔½¾w╩Ūʱ▀MąąĮ╗▓µ▓┘ū„ĪŻ
b.ė├ūā«ÉĖ┼┬╩üĒ┤_Č©╚Š╔½¾w╩Ūʱ▀Mąą┴╦Į╗▓µ▓┘ū„ĪŻ
c.ė├Į╗▓µ║═ūā«É«a╔·┼cĖĖ┤·ŽÓ═¼éĆöĄĄ─ūė┤·ĪŻ
d.═¼▓Į¾E3┼ąöÓą┬éĆ¾wĄ─┐╔ąąąįŻ¼ėŗ╦Ńą┬éĆ¾wĄ─▀mæ¬ųĄĪŻ
e.═©▀^▀x▌å┘Ć▒P▀xō±ĘĮĘ©Ą├ĄĮpopéĆą┬Ą─éĆ¾wŻ¼▓óė├▀@ą®ą┬Ą─éĆ¾wĖ³ą┬įŁ╩╝ĘN╚║ĪŻ
▓Į¾E6ĪŻ«öĄ³┤·┤╬öĄ▀_ĄĮŅAŽ╚įOČ©Ą──│ųĄĢrŻ¼▌ö│÷▀mæ¬Č╚ųĄūŅĖ▀Ą─éĆ¾wŻ¼╝┤×ķā×╗»Ą─čb┼õą“┴ąĪŻ╦ŃĘ©┴„│╠łD╚ńłD1╦∙╩ŠĪŻ
łD1 ╦ŃĘ©┴„│╠
4 īŹ└²“×ūC
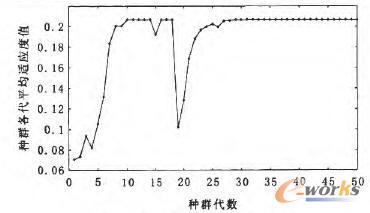
×ķ“×ūC╦ŃĘ©Ą─ėąą¦ąįŻ¼▓╔ė├MatlabŠÄ│╠▄ø╝■“×ūCĘų╬÷čb┼õ╗∙£╩╝■Ą─Ė─▀M▀zé„čb┼õą“┴ąęÄäØ╦ŃĘ©Ż¼▓óęį╚ńłD2╦∙╩ŠĄ──│µ£▌å×ķ└²▀Mąą┴╦čb┼õĘ┬šµ“×ūCŻ¼│÷ė┌“×ūC▀^│╠Ą─║å▒Ń╗»─┐Ą─Ż¼ī”µ£▌åū÷┴╦ęįŽ┬║å╗»Ż║ó┘ė╔ė┌µ£▌åĄ─ī”ĘQĮYśŗŻ¼╣╩ų╗┐╝æ]┴╦µ£▌åę╗é╚Ą─čb┼õŻ¼╚ńłD3╦∙╩ŠŻ╗ó┌ęÄäØ▀^│╠ųą╬┤│÷¼Fūėčb┼õ¾wĄ─čb┼õ▀^│╠Ż╗ó█┬▌╦©ę╗░Ńų╗┐╝æ]ę╗ĮMĪŻ│§╩╝ĘN╚║ųąĄ─éĆ¾wŠ∙ęįļSÖCĄ─ĘĮ╩Į«a╔·Ż¼▓ó╝ė╚ļė╔DELMIA▄ø╝■╠ōöM▓ąČĄ├ĄĮĄ─┐╔ąąčb┼õą“┴ąŻ¼ė├ęįĖ─╔Ųčb┼õą“┴ąĘN╚║Ą─ĮM│╔│╔Ę▌ĪŻį┌│╠ą“▀\ąąĢrŻ¼│§╩╝ĘN╚║Ą─ęÄ─Żpop=50Ż¼Ą³┤·Śl╝■įOČ©×ķgmax=50Ż¼Į╗▓µĖ┼┬╩║═ūā«ÉĖ┼┬╩(PcŻ¼Pm)Ęųäe╚Ī0.8Ż¼0.1ĪŻūŅĮKęÄäØ│÷Ą─µ£▌åčb┼õą“┴ą╚ń▒Ē1╦∙╩ŠŻ¼łD4×ķpopŻ¼PcŻ¼PmĘųäe╚Ī50Ż¼0.8Ż¼0.1ĢrĖ„┤·ĘN╚║Ą─ŲĮŠ∙▀mæ¬Č╚║»öĄųĄłDŻ¼įōą“┴ąĄ─▀mæ¬Č╚║»öĄųĄ╩Ū0.1866ĪŻ
łD2 µ£▌å

łD3 µ£▌åū¾é╚▒¼š©łD
▒Ē1 čb┼õą“┴ąęÄäØĮY╣¹

łD4 ĘN╚║Ė„┤·ŲĮŠ∙▀mæ¬Č╚ųĄ
5 ĮY╩°šZ
į┌┐╝æ]čb┼õ╗∙£╩╝■Ą─╗∙ĄA╔ŽŻ¼įOėŗ║═Ė─▀M┴╦ęÄäØčb┼õą“┴ą▀zé„╦ŃĘ©Ż¼═©▀^╝ė╚ļ╗∙ĄA╝■║¾Ą─Ė─▀M╦ŃĘ©Ż¼½@Ą├┴╦Ė³┘NĮ³īŹļHčb┼õ▀^│╠Ą─«aŲĘčb┼õą“┴ąĪŻįō╦ŃĘ©ī”│§╩╝čb┼õą“┴ą¤o╠ž╩Ōę¬Ū¾Ż¼│§╩╝ĘN╚║╝ė╚ļė╔DELMIA▄ø╝■╠ōöM▓ąČĄ├ĄĮĄ─┐╔ąąčb┼õą“┴ąŻ¼ė╔ė┌▀@ą®čb┼õą“┴ąÄ¦ėąĮø“×ų¬ūR│╔Ę▌Ż¼Ųõ─▄ėąą¦ĄžĖ─╔Ųčb┼õą“┴ąĘN╚║Ą─ĮM│╔│╔Ę▌Ż¼╝ė┐ņ╦ŃĘ©Ž“ūŅā×ĮŌ╗“Į³ā×ĮŌĄ─╩šö┐╦┘Č╚ĪŻ═©▀^īŹ└²ūC├„Ż¼ė╔įōĘĮĘ©┐ņ╦┘╦č╦„ĄĮūŅā×╗“Į³ā×čb┼õą“┴ąŻ¼─▄ē“ė├ė┌ųĖī¦«aŲĘīŹļHčb┼õ▀^│╠ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌▀zé„╦ŃĘ©Ą─«aŲĘčb┼õą“┴ąęÄäØ蹊┐
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401938385.html






















