



ųŲįņśI(y©©)Å─é„Įy(t©»ng)╔ŽĘų×ķā╔┤¾ŅÉŻ¼ę╗ŅÉ╩Ūęį┴„│╠ųŲįņĘĮ╩Į×ķų„Ą─╝»╝są═ųŲįņśI(y©©)Ż¼┴Ēę╗ŅÉät╩Ūęį┴ŃąŪ╔·«aĘĮ╩Į×ķų„Ą─ļx╔óą═ųŲįņśI(y©©)ĪŻļx╔óą═Ų¾śI(y©©)Ąõą═╠ž³c╩ŪŲĘĘNČÓĪó┼·┴┐ąĪĪó╔·«aų▄Ų┌Č╠Īó«aŲĘ┘|┴┐ę¬Ū¾Ė▀ĪŻ
ÖCąĄųŲįņŲ¾śI(y©©)ū„×ķīŹ¼F«aŲĘ╝»│╔Ą─Ū░Č╦Ż¼į┌īŹ¼F«aŲĘų▄Ų┌╔ŽŲų°øQČ©ū„ė├ĪŻÖCąĄ╝ė╣żŲ¾śI(y©©)╔µ╝░įOéõČÓĪó╚╦åTČÓĪó┴Ń╝■╝ė╣ż┴„│╠Å═ļsĪó╣żĢrĮY╦ŃÅ═ļsĄ╚╠ž³cŻ¼ą┼Žó╗»Į©įOę╗ų▒╩Ūę╗éĆļy³cŻ¼ę“┤╦ą┼Žó╗»╦«ŲĮŽÓī”▌^Ą═ĪŻMESū„×ķŲ¾śI(y©©)ėŗäØ║═▄ćķgū„śI(y©©)¼Fł÷┬ōŽĄĄ─╝~ĦŻ¼īŹ¼FŲ¾śI(y©©)▀B└m(x©┤)Ą─ą┼Žó┴„║═╠ßĖ▀Ų¾śI(y©©)Ą─├¶Į▌ąįĪŻ¼F┤·ųŲįņŲ¾śI(y©©)▓╗āHąĶę¬īŹė├Ą─ėŗäØŽĄĮy(t©»ng)Ż¼Č°ŪęĖ³ąĶę¬╩╣ėŗäØ┬õīŹĄĮīŹ╠ÄĄ─MESĪŻ
▒Š╬─ĮY║Ž╚A¢|ļŖūė╣ż│╠蹊┐╦∙į┌ÖCąĄ╝ė╣ż▄ćķgīŹ╩®MESĄ─▀^│╠Ż¼Ęų╬÷MESĮ©įOĄ─ļy³cå¢Ņ}╝░ĮŌøQ▐kĘ©Ż¼Į©įOā╚╚▌╝░▀_ĄĮĄ─ą¦╣¹Ż¼ī”ļx╔óą═ųŲįņŲ¾śI(y©©)MESĄ─Į©įO╠ß╣®ėą┴”ĮĶĶbŻ¼ī”╠ßĖ▀ŽÓĻPŲ¾śI(y©©)īŹ¼Fą┼Žó╗»╣▄└ĒĄ─ą┼ą─Š▀ėąųžę¬ęŌ┴xĪŻ
1 MESĮ©įOĄ─ŽĄĮy(t©»ng)╣”─▄
1.1 ļx╔óą═Ų¾śI(y©©)MES¼FĀŅ
MESĄ─ķ_░l(f©Ī)┼c╩╣ė├╩Ūā╔éƬÜ┴óĄ─éĆ¾wŻ¼ā╔š▀ų«ķgėąę╗Č©Ą─Ī░┤·£ŽĪ▒ĪŻ╝»╝są═Ų¾śI(y©©)Ą─MES┴„│╠ķ_░l(f©Ī)╠ž³cŽÓĮ³Ż¼į┌¤¤▓▌Īó╗»╣żĪó╩│ŲĘĄ╚ąąśI(y©©)MES╩╣ė├ŽÓī”│╔╩ņĪŻļx╔óųŲįņśI(y©©)Ų¾śI(y©©)ĮøĀI╣▄└Ē─Ż╩Į▓╗▒MŽÓ═¼Ż¼ęÄ(gu©®)─ŻŽÓī”▌^ąĪŻ¼MES▄ø╝■ķ_░l(f©Ī)ę¬ĮY║ŽŲ¾śI(y©©)╣▄└ĒĪŻ─┐Ū░ļx╔óą═Ų¾śI(y©©)╩╣ė├Ą─MES╣”─▄┤¾ČÓ╣”─▄å╬ę╗Ż¼ŽĄĮy(t©»ng)╝»│╔ąį▓ŅĪŻļx╔óą═Ų¾śI(y©©)Ą─MESę╗░ŃČ╝╩Ū░┤ššŲ¾śI(y©©)ūį╔ĒČ©ųŲĄ─ŽĄĮy(t©»ng)Ż¼ę“┤╦ļx╔óą═MESĄ─┐╔═ŲÅVąį▒╚╝»╝są═MESę¬▓ŅŻ¼╠žäe╩Ūį┌«aŲĘĄ─ųŲįņŁh(hu©ón)╣Ø(ji©”)Ż¼ļx╔óą═Ų¾śI(y©©)æ¬ė├MESį┌īŹ¼F╚╬äšĘųĮŌĪó┼┼«aĪóųŲŲĘūĘ█ÖĪóÖz“×Īó│╔▒Š║╦╦ŃĪó«a─▄Įy(t©»ng)ėŗĄ╚ĘĮ├µ▒╚╝»╝są═ųŲįņŲ¾śI(y©©)Å═ļsĄ─ČÓĪŻ
1.2 │╔×ķą┼Žó╣┬ŹuĄ─╝~Ħ
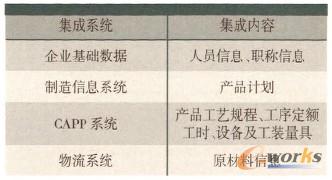
į┌čą░l(f©Ī)MESŪ░Ż¼╚A¢|ļŖūė╣ż│╠蹊┐╦∙ęč═Ļ│╔ČÓéĆą┼Žó╗»ŽĄĮy(t©»ng)Ą─Į©įOŻ¼ųŲįņą┼ŽóŽĄĮy(t©»ng)(Manufacturer Information SystemŻ¼MIS)īŹ¼F«aŲĘėŗäØ═Č«aŻ¼«aŲĘöĄō■╣▄└Ē(Product Date ManagementŻ¼PDM)ŽĄĮy(t©»ng)īŹ¼F«aŲĘĄ─öĄō■╣▄└ĒŻ¼╬’┴„ŽĄĮy(t©»ng)(Logistics SystemŻ¼LS)īŹ¼FįŁ▓─┴ŽĪó░ļ│╔ŲĘ╝░│╔ŲĘ╬’┴Ž╣▄└ĒŻ¼▄ćķgĘų▓╝╩ĮöĄūų┐žųŲ(Direct Numerical ControlŻ¼DNC)ŽĄĮy(t©»ng)īŹ¼FöĄ┐žÖC┤▓│╠ą“Ą─▀h│╠┐žųŲ╝░╣▄└ĒŻ¼╣ż╦ćöĄō■╣▄└ĒŽĄĮy(t©»ng)(Computer Aided Process PlanningŻ¼CAPP)īŹ¼F╣ż╦ćįOėŗĪóīÅ┼·Īó┤µ┘AĄ─ŠWĮj╗»Ą╚ą┼Žó╗»ŽĄĮy(t©»ng)ĪŻĄ½╩ŪļSų°ą┼Žó╗»Į©įOĄ─╔Ņ╚ļŻ¼▓┐ĘųŽĄĮy(t©»ng)ų«ķg┤µį┌ų°ą┼Žó▓╗─▄╣▓ŽĒĄ─å¢Ņ}Ż¼└²╚ńųŲįņą┼ŽóŽĄĮy(t©»ng)Ą─«aŲĘėŗäØ▓╗─▄ų▒ĮėĘ┤üĄĮ▄ćķg╝░«aŲĘ┴Ń▓┐╝■╔·«a▀^│╠ųąŻ¼CAPPŽĄĮy(t©»ng)Ą─ųŲįņBOM┼cPDMŽĄĮy(t©»ng)Ą─įOėŗBOMø]ėą╝»│╔Ż¼CAPPŽĄĮy(t©»ng)Ą─įOėŗįŁ▓─┴Žø]ėą┼c╬’┴„ŽĄĮy(t©»ng)╝»│╔Ą╚Ż¼ą┼Žó╣┬Źu¼FŽ¾įĮüĒįĮ├„’@ĪŻ×ķīŹ¼FŲ¾śI(y©©)ų┴╔ŽČ°Ž┬Ą─ą┼ŽóĢ│═©Ż¼═©▀^MESīŹ¼Fą┼Žó╗»ŽĄĮy(t©»ng)╔ŽŽ┬ė╬Ą─ŃĢĮėŻ¼░čŲ¾śI(y©©)ėŗäØ┼c▄ćķgū„śI(y©©)¼Fł÷┬ōŽĄŲüĒĪŻMES╩ŪĒöīėėŗäØĄ─čė╔ņ╝░╝~ĦŻ¼×ķ┴╦▀_ĄĮą┼Žó╣▓ŽĒŻ¼MES┼cČÓéĆŽĄĮy(t©»ng)Ą─╝»│╔ā╚╚▌ęŖ▒Ē1ĪŻ
▒Ē1 MES╝»│╔ą┼Žó▒Ē
1.3 ĮŌøQ╝ė╣ż¼Fł÷Ą─Ī░║┌ŽõĪ▒
─┐Ū░▄ćķg╔·«a╣▄└Ē╚╦åT¤oĘ©═©▀^ą┼Žó╗»ŲĮ┼_╝░ĢršŲ╬š╔·«a▀^│╠Ą─ŪķørŻ¼ī”▄ćķg╔·«a▀MČ╚¤oĘ©┴╦ĮŌŻ¼╚▒Ę”ėąą¦Ą─öĄō■ų¦ō╬Įy(t©»ng)ėŗ║═┐╝║╦╩ųČ╬Ż╗╔·«a╣▄└Ē╚╦åT║▄ļy£╩┤_Ė∙ō■ūį╔ĒĄ─«a─▄ī”─│ę╗éĆ«aŲĘĄ─╔·«aų▄Ų┌Įo│÷║Ž└ĒĄ─ŅA£yŻ¼▓óŪę▓╗─▄╠ßŪ░║╦╦Ń─┐Ū░Ą─═Č«a╚╬äš╩Ūʱ│¼│÷┴╦ūį╔Ē«a─▄╝░│¼│÷ČÓ╔┘ąĶę¬═ŌģfŻ╗ųŲįņįOéõ╚▒Ę”ą┼Žó╗»╣▄└ĒŻ¼╝ė╣żįOéõĄ─ėąą¦└¹ė├┬╩¤oĘ©Įy(t©»ng)ėŗŻ╗╔·«aīŹĢrĀŅør╩Ūę╗éĆĪ░║┌ŽõĪ▒Ż¼╚╦╣ż╣▄└ĒĄ─ėąą¦│╠Č╚╗∙▒Š’¢║═Ż¼▀z┬®╔·«a╚╬䚥─ŪķørĢrėą░l(f©Ī)╔·Ż¼▓┐╝■═∙═∙ę“╚▒╔┘čb┼õį¬╦žČ°Ąóš`š¹éĆ╔·«aėŗäØĪŻę“┤╦Ż¼╚ń║╬ā×(y©Łu)╗»╔·«a¼Fł÷Ą─╣▄└ĒĪó╠ßĖ▀╔·«aĄ─ą¦┬╩Īó▓ó▀_ĄĮ╔·«a¼Fł÷Ą─ėąą¦┐žųŲ│╔×ķųŲįņ▄ćķg╚šęµąĶę¬ĮŌøQĄ─å¢Ņ}ĪŻ
×ķĮŌøQ╔·«a¼Fł÷Ą─Ī░║┌ŽõĪ▒Ż¼ŽĄĮy(t©»ng)▀MąąęįŽ┬ÄūéĆĘĮ├µĄ─Į©įOŻ║┴Ń▓┐╝■ėŗäØ┼┼«aĪó╔·«a¼Fł÷╣▄└ĒĪó┴Ń▓┐╝■┘|┴┐Öz“×ĪóĄČ┴┐Š▀╣▄└ĒĪóÖC┤▓ĀŅæB(t©żi)▒O(ji©Īn)┐žĪó┴Ń▓┐╝■═Ōģf╣▄└ĒĪŻŽĄĮy(t©»ng)Į©│╔║¾ĮŌøQ╔·«aėŗäØ▓╗┐ŲīWĪó«aŲĘē█├³¤oūĘ█ÖĪó╣ż┴┐Š▀╩╣ė├¤oėøõøĪóÖC┤▓ĀŅæB(t©żi)▓╗├„┴╦Ą─Ī░║┌ŽõĪ▒ĀŅæB(t©żi)ĪŻ
2 MESŽĄĮy(t©»ng)▓┐╩╝░ų„ę¬Į©įOā╚╚▌
2.1 MESĄ─ŽĄĮy(t©»ng)▓┐╩
MESŽĄĮy(t©»ng)Ę■äšŲ„Ą─öĄō■Ę■äšŲ„╩Ū×ķīŹ¼Fš¹éĆŽĄĮy(t©»ng)Ą─öĄō■ÄņśŗĮ©Ą─Ż╗Č°æ¬ė├Ę■äšŲ„╩Ū×ķīŹ¼F═Ō▓┐ŽĄĮy(t©»ng)╝»│╔öĄō■═¼▓ĮĪóÖC┤▓ĀŅæB(t©żi)▒O(ji©Īn)┐žĄ─öĄō■╣▄└ĒĪóų¦ō╬ŽĄĮy(t©»ng)ųąB/Sśŗ╝▄Ą──ŻēK╣”─▄śŗĮ©Ą─ĪŻŽĄĮy(t©»ng)▓┐╩╚ńłD1╦∙╩ŠĪŻ
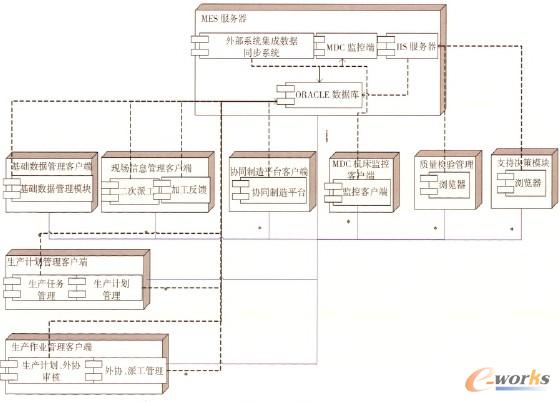
łD1 ŽĄĮy(t©»ng)▓┐╩
2.2 ŽĄĮy(t©»ng)Į©įOĄ─ų„ę¬ā╚╚▌
ėŗäØ┼┼«aŻ¼ęįųŲįņą┼ŽóŽĄĮy(t©»ng)Ą─«aŲĘėŗäØ╣Ø(ji©”)³c×ķę└ō■Ż¼ģóššČ©Ņ~╣żĢr╝░Ė„éĆ╣żĘNĄ─«a─▄Ż¼īŹ¼F╔·«a┴Ń╝■Ą─ūįäė┼┼«aŻ╗ī”ė┌┼·┤╬▌^ČÓĄ─┴Ń▓┐╝■┐╔ęįĘų┼·┤╬┼┼«aŻ¼▓óų¦│ųŠo╝▒▓Õå╬╣”─▄Ż╗═©▀^łDą╬╗»┼┼«ałD▒ĒļSĢr▓ķ┐┤╚╬䚥─═Ļ│╔ŪķørĪŻ
ėŗäØš{Č╚Ż¼ī”═Č«aėŗäØ▀MąąĘųĮŌ╔·│╔ū„śI(y©©)ėŗäØ├„╝ÜŻ¼═¼Ģr╔·│╔ū„śI(y©©)ėŗäØ╝░═Č«aŪ░Ą─£╩éõėŗäØŻ¼░³└©▓─┴ŽąĶŪ¾ŪÕå╬Īó╣żčb╝░ĄČŠ▀£╩éõŪÕå╬Ą╚ĪŻėŗäØĖ∙ō■«öŪ░▄ćķg┘Yį┤Ūķør▀MąąėŗäØŽ┬▀_╗“═ŌģfĘų┼╔ĪŻ
ÖC┤▓öĄō■▓╔╝»Ż¼═©▀^╠ß╚Ī├┐┼_ÖC┤▓Ą─▀\ąąĀŅæB(t©żi)Ż¼┐╔ęį£╩┤_£y│÷├┐┼_įOéõĄ─ķ_ÖCĢrķgĪóėąą¦╝ė╣żĢrķgĪó┐š▌dĢrķgĪó═ŻÖCĢrķgĪó╣╩šŽĢrķg║═ŠSą▐ĢrķgĄ╚Ż╗Į©┴óįOéõÖn░ĖŻ¼┐╔Į©┴óįOéõķ_äė┬╩║═įOéõ═Ļ║├┬╩ĪóįOéõ╩╣ė├ą¦┬╩Ą╚ą┼ŽóÖn░ĖĪŻ
┘|┴┐Öz“ׯ¼ėøõø┴Ń▓┐╝■Ą─┘|┴┐ą┼Žóęį╝░┘|┴┐å¢Ņ}ĮŌøQ┴„│╠Ż¼ęį╝░┘|┴┐ĮY╣¹ĘųŅÉĮy(t©»ng)ėŗĪŻ
ĄČ┴┐Š▀╣▄└ĒŻ¼īŹ¼F╠ßŪ░Ė∙ō■DNC│╠ą“ĄČŠ▀ŪÕå╬┼õéõĄČŠ▀╝░ŖAŠ▀Ż¼ęį╝░ĄČ┴┐Š▀Ą─ūĘųĪóŅAŠ»Ą╚╣”─▄ĪŻøQ▓▀Ęų╬÷╣”─▄Ż¼═©▀^ŽĄĮy(t©»ng)Į©┴ó┴Ń▓┐š¹╝■═Ļš¹Ą─┘|┴┐ą┼ŽóĪó«aŲĘėŗäØ═Ļ│╔ą┼ŽóĪó╔·«a▄ćķg╔·«a╚╬äšą┼ŽóŻ¼×ķ╣▄└Ēš▀øQ▓▀╠ß╣®ėą┴”Ą─Ė∙ō■ĪŻ
3 MESĻPµIå¢Ņ}ĮŌøQ
ŽĄĮy(t©»ng)Ą─▓┐╩╝░Į©įOā╚╚▌Å─┐é¾w╔ŽĮŌøQ┴╦ąĶŪ¾å¢Ņ}Ż¼Ą½─▄ʱĮŌøQŽĄĮy(t©»ng)Į©įOĄ─ĻPµIå¢Ņ}╩ŪĻPŽĄŽĄĮy(t©»ng)Į©įO│╔öĪĄ─ĻPµIĪŻĮø▀^Ęų╬÷ć°ā╚═ŌMESŽĄĮy(t©»ng)Ą─╩╣ė├ŪķørŻ¼▓óĮY║Ž╩╣ė├ī”Ž¾╠ž³cŻ¼┐éĮY│÷ŽĄĮy(t©»ng)Į©įOųąąĶĮŌøQĄ─ĻPµIå¢Ņ}ėą3éĆĘĮ├µĪŻ
3.1 MESĮ©įOĄ─▀xą═
─┐Ū░ć°ā╚MESŽĄĮy(t©»ng)║▄ČÓŻ¼│╔╩ņČ╚┴╝▌¼▓╗²RŻ¼MES░³║¼Ą─Į©įOā╚╚▌Ė„▓╗ŽÓ═¼ĪŻĮŌøQ▄ćķgå¢Ņ}Ą─é╚ųž³cę▓▓╗ŽÓ═¼Ż¼ę“┤╦╚ń║╬čą░l(f©Ī)▀m║Ž▒Šå╬╬╗Ą─MES│╔×ķĮŌøQå¢Ņ}Ą─ĻPµI╦∙į┌ĪŻ
ī”ė┌ļx╔óą═Ų¾śI(y©©)┤¾ČÓ╠Äį┌æ¬ė├MESĄ─▓┐Ęųå╬ę╗╣”─▄Ż¼ČÓ╣”─▄Ą─MES╩╣ė├│╔╣”┬╩║▄Ą═Ż¼▓óŪę┼cŲõ╦¹ŽĄĮy(t©»ng)Ą─╝»│╔ę▓ŽÓī”▌^▓ŅĪŻ╚A¢|ļŖūė╣ż│╠蹊┐╦∙ī┘Ąõą═Ą─ČÓŲĘĘNĪóąĪ┼·┴┐Ą─ļx╔óą═Ų¾śI(y©©)ĪŻ─┐Ū░╩ął÷╔Žø]ėąę╗┐ŅØMūŃąĶŪ¾Ą─MESŽĄĮy(t©»ng)ĪŻę“×ķ¬Üūįķ_░l(f©Ī)MESĄ─ų▄Ų┌╠½ķLŻ¼ūŅĮK▓╔ė├┬ō║Žķ_░l(f©Ī)Ą─Į©įOĘĮ╩ĮŻ¼ŽĄĮy(t©»ng)śŗ╝▄ļpĘĮ╣▓═¼═Ļ│╔Ż¼ŽĄĮy(t©»ng)╣”─▄ĻU╩÷ė╔▒╗īŹ╩®ĘĮ═Ļ│╔Ż¼ŽĄĮy(t©»ng)╣”─▄Ą─īŹ¼Fė╔īŹ╩®ĘĮžōž¤Ż¼×ķ▒Ńė┌ŽĄĮy(t©»ng)ęį║¾Įė┐┌Ą─ūāĖ³╝░öUš╣Ż¼ŽĄĮy(t©»ng)╝»│╔ė╔ļpĘĮ╣▓═¼═Ļ│╔ĪŻ═©▀^▓╔ė├┬ō║Žķ_░l(f©Ī)Ą─ĘĮ╩ĮŻ¼ĮŌøQ┴╦MESĪ░╦«═┴▓╗Ę■Ī▒å¢Ņ}ĪŻ
3.2 ¼Fł÷ą┼ŽóĄ─▓╔╝»
╔·«a¼Fł÷ą┼Žó▓╔╝»ĘĮ╩Į╩Ū▄ćå¢ą┼Žó╗»Į©įOĄ─Ī░Ų┐ŅiĪ▒Ż¼─┐Ū░ĮŌøQ╔·«a¼Fł÷ą┼Žó▓╔╝»Ą─ĘĮ╩Įų„ę¬ėąŚl┤aÆ▀├Ķ║═╔õŅlūRäe(Radio Frequency IdentificationŻ¼RFID)ĪŻė╔ė┌ÖCąĄ╝ė╣ż╔·«a▄ćķg¼Fł÷Ą─Łh(hu©ón)Š│╦∙Ž▐Ż¼ī¦ų┬╔·«a¼Fł÷Ą─īŹ╬’(┴Ń╝■ĪółD╝ł╝░╣ż╦ćĄ╚)║▄ļy▒ŻūCØŹā¶Ż¼į┌▓╔ė├Įėė|╩Įūx╚Ī╝╝ągĢrŠ═Ģ■ī¦ų┬ą┼Žóūx╚Ī▓╗│÷Ż¼ę“┤╦ę¬╩╣ė├Ą─╝╝ąg▒žĒÜĘ└ų╣ūx╚Ī╬█╚ŠĪŻ
╚ń╩╣ė├Śl┤aÆ▀├Ķūx╚Ī╝╝ągŻ¼▒žĒÜĮŌøQ¼Fł÷Śl┤a╬█╚Šå¢Ņ}ĪŻį┌īŹļH╩╣ė├ĢrŻ¼╚ń╣¹å╬¬Ü┤“ėĪĘ└╬█╚ŠŚl┤aŻ¼╚╗║¾š│┘Nį┌łD╝ł╗“╔·«a╣ż╦ć╔ŽŻ¼ė╔ė┌├┐╠ņ═Č«ałD╝ł▌^ČÓŻ¼╣żū„┴┐┤¾į÷Ż¼▓╗Ę¹║Žą┼Žó╗»░l(f©Ī)š╣Ą─│§ųįŻ╗╚ń╣¹ų▒Įė┤“ėĪį┌łD╝ł╗“╣ż╦ć╔ŽŻ¼╚╗║¾ī”łD╝ł╗“╣ż╦ć▀Mąą▀^╦▄Ę└╬█Ż¼═¼śėĦüĒ╣żū„┴┐┤¾į÷▓óįņ│╔Ī░░ū╔½╬█╚ŠĪ▒å¢Ņ}ĪŻ
╚ń╩╣ė├RFID╝╝ągŻ¼ļm╚╗┐╔ęįĮŌøQŚl┤a╬█╚Šå¢Ņ}Ż¼Ą½ė▓╝■═Č╚ļ╝░ą┼ŽóĄ─ī”æ¬ę▓įņ│╔═Č╚ļ┤¾į÷Ż¼├┐┤╬╔·«a╚╬䚥─╬©ę╗ąįī¦ų┬╔õŅlŠÄ┤a▓╗─▄ųžÅ═╩╣ė├ę▓įņ│╔│╔▒Šį÷╝ėĪŻ
×ķĮŌøQęį╔Žå¢Ņ}Ż¼▓ó─▄░l(f©Ī)ō]Śl┤aÆ▀├ĶĄ─ā×(y©Łu)ä▌Ż¼▓╔ė├į┌┴Ń▓┐╝■Įø▀^ėŗäØ┼┼«a║¾Ż¼Ė∙ō■CAPPįOėŗĄ─╣ż╦ć┴„│╠ūįäė┴„▐DĄĮŽ┬Ą└╣żą“Ż¼╚╗║¾ė╔░ÓĮMķLĄŪĻæŽĄĮy(t©»ng)║¾ī”╚╬äš▀MąąĘų┼õ(Ęų┼õĄĮŠ▀¾wįOéõ╝░╚╦åT)ĪŻåT╣ż▓╔ė├Śl┤aÆ▀├Ķ▒Š╚╦╣żū„ūCĘĮ╩ĮīŹ¼FŽĄĮy(t©»ng)ĄŪĻæŻ¼═©▀^į┌ŽĄĮy(t©»ng)ųą³cō¶╚╬äšķ_╩╝Īó╚╬äšĮY╩°Ą─ĘĮ╩ĮüĒīŹ¼FųŲįņ▀^│╠ą┼ŽóĄ─½@╚ĪŻ¼▒▄├Ō╝ł┘|Ślą╬┤a╩▄╬█╚Š║¾ą┼Žó½@╚Ī└¦ļyå¢Ņ}ĪŻ
3.3 ╔·«a┼┼«aīŹ¼FĘĮĘ©
╔·«aMESĄ─ėŗäØ┼┼«aŻ¼Å─ERP(EntERPrise Resources PlanningŻ¼Ų¾śI(y©©)┘Yį┤╣▄└Ē)╗“Ųõ╦¹ėŗäØŽĄĮy(t©»ng)ūx╚Ī«aŲĘėŗäØŻ¼ČÓöĄŲ¾śI(y©©)├µ┼Rė╔ė┌ķLŲ┌Ą─ėŗäØĘe└█Ż¼ėŗäØŽĄĮy(t©»ng)ā╚┤µį┌║Ż┴┐«aŲĘöĄō■Ż¼ŽĄĮy(t©»ng)╝»│╔║¾ąĶķ_░l(f©Ī)īŹė├Ą─║Y▀xĘĮĘ©Ż¼öĄō■┐╔Ė∙ō■ĢrķgĪó«aŲĘą═╠¢ĪóųŲįņĘĮ╩ĮĄ╚ī”ŽĄĮy(t©»ng)ą┼Žó▀Mąą║Y▀xŻ╗═©▀^┼c╬’┴„ŽĄĮy(t©»ng)Ą─öĄō■╝»│╔Ż¼į┌┼┼«aŪ░ī”ÄņĘ┐╩ŪʱėąįŁ▓─┴Ž▀Mąą┼ąöÓŻ╗ØMūŃŚl╝■║¾▀\ė├┼┼«aęÄ(gu©®)ätī”Ę¹║Žę¬Ū¾Ą─┴Ń▓┐╝■▀Mąą┼┼«aĪŻėŗäØ┼┼«aīŹ¼FĄ─įö╝Ü┴„│╠ęŖłD2ĪŻ
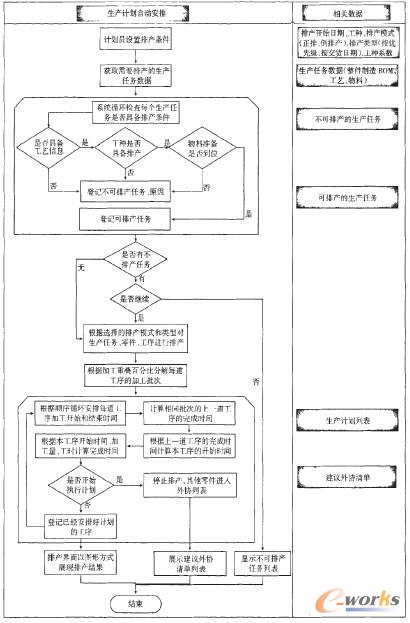
łD2 ėŗäØ┼┼«aīŹ¼F┴„│╠łD
4 Į©įOMESĄ─│╔ą¦
Įø▀^MESŽĄĮy(t©»ng)Ą─īŹ╩®Ż¼īŹ¼F┴╦«aŲĘ┴Ń▓┐╝■Ą─ėŗäØ┼┼«aĪó╚½┴„│╠ūĘųŻ╗«aŲĘ┘|┴┐ĪóÖC┤▓ĀŅæB(t©żi)ĪóĄČ┴┐Š▀╣▄└ĒīŹ¼F┴╦ą┼Žó╗»╣▄└ĒĪŻ┴Ń▓┐╝■Ą─╚½┴„│╠ūĘ╦▌Ą─īŹ¼FŻ¼╠ßĖ▀┴╦«aŲĘ┴Ń▓┐╝■░┤ėŗäØ═Ļ│╔Ą─▒╚┬╩Ż╗ÖC┤▓ĀŅæB(t©żi)▒O(ji©Īn)┐ž╝░┘|┴┐ą┼Žó╗»╣▄└ĒŻ¼į÷╝ė┴╦åT╣ż╣żū„Ą─ž¤╚╬ą─Ż¼«aŲĘ║ŽĖ±┬╩Ą├ĄĮ┴╦╠ß╔²ĪŻøQ▓▀ų¦│ų╣”─▄Ż¼╠ßĖ▀┴╦▄ćķg╣▄└Ēš▀ī”▄ćķg┘Yį┤╩╣ė├ŪķørĪó╚╬äš’¢║═Č╚ĪóĒŚ─┐ėŗäØĄ─šŲ┐žŻ¼×ķøQ▓▀Ą─┐ŲīWąį║═┐╔ąąąį╠ß╣®┴╦łįīŹĄ─╗∙ĄAĪŻ
Ą½ŽĄĮy(t©»ng)į┌╩╣ė├▀^│╠ųąę▓▒®┬Č┴╦║▄ČÓå¢Ņ}ĪŻė╔ė┌ŽĄĮy(t©»ng)╣”─▄Ą─īŹ¼Fā╚╚▌▌^ČÓŻ¼Į©įOų„┤╬īė┤╬▓╗ŪÕ╬·Ż¼ī¦ų┬MESŽĄĮy(t©»ng)į┌īŹļH╩╣ė├Ģr│÷¼F┴╦▓╗╔┘å¢Ņ}ĪŻ╚ńŻ║į┌┴Ń▓┐╝■▌^ČÓĢrėŗäØ┼┼«a╦┘Č╚Ė·▓╗╔Ž▄ćķg╣żū„╣Ø(ji©”)ūÓŻ¼─┐Ū░ų╗─▄ū÷ĄĮųž³c«aŲĘĄ─ėŗäØ┼┼«aŻ╗ė╔ė┌▄ćķg╝ė╝▒╚╬äšČÓŻ¼▓Õå╬║¾ī”įŁėąėŗäØ┼┼«aįņ│╔Ą─ø_ō¶║▄ļyįu╣└Ż╗ė╔ė┌ŽĄĮy(t©»ng)Ė▓╔w├µÅVŻ¼╩╣ė├įōŽĄĮy(t©»ng)Ą─╚╦åTą┼Žó╗»╦«ŲĮģó▓Ņ▓╗²RŻ¼ę“┤╦į┌ŽĄĮy(t©»ng)Ą─ĘĮ░ĖļAČ╬Š═▒M┴┐║å╗»╚╦åTī”ŽĄĮy(t©»ng)Ą─▓┘ū„Ż¼ķ_░l(f©Ī)Ą─ŽĄĮy(t©»ng)┴„│╠æ¬║åå╬ęūė├ĪŻ▀@ą®å¢Ņ}×ķ║¾└m(x©┤)ŽĄĮy(t©»ng)Ą─ā×(y©Łu)╗»ųĖ├„┴╦ĘĮŽ“ĪŻ
5 ┐éĮY
═©▀^š{čą«öŪ░MESīŹļH╩╣ė├ŪķørŻ¼┴óūŃÖCąĄ╝ė╣ż▄ćķgĄ─īŹļHąĶ꬯¼═©▀^╠ß│÷Į©įO─┐ś╦ĪóĮ©įOā╚╚▌Ż¼ūŅ║¾ī”Į©įO▀^│╠ųąĄ─ĻPµIå¢Ņ}▀MąąĘų╬÷ĮŌøQĪŻĮ©įO┴╦ę╗╠ū┐╔ąąĄ─MESŽĄĮy(t©»ng)Ż¼ŲĮå¢╗∙▒ŠīŹ¼Fą┼Žó╗»ĪŻ═©▀^MES┼┼«aųž³c«aŲĘėŗäØĄ├ĄĮ▒ŻšŽŻ¼┴Ń▓┐╝■╝ė╣żĀŅæB(t©żi)Īó═Ļ│╔ĢrķgĪó▓┘ū„š▀╝░įOéõą┼ŽóĪó┘|┴┐ĀŅørą┼Žó┐╔ļSĢr▓ķ┐┤Ż¼═Ōģf╚╬äšīÅ┼·ŠWĮj╗»Ż¼▄ćķgīŹ¼F╚╬ęŌĢrķgā╚«a─▄Įy(t©»ng)ėŗĪó╚╦åT╣żĢrĮY╦ŃĄ╚ą┼Žó╗»╣▄└ĒĪŻ
Įø▀^ŽĄĮy(t©»ng)īŹ╩®Ż¼įOéõ└¹ė├┬╩Īó▄ćķgĄ─╔·«a─▄┴”Īó«aŲĘĄ─┘|┴┐Ą├ĄĮ╠ßĖ▀Ż¼▓ó×ķ╠ßĖ▀║¾└m(x©┤)«aŲĘėŗäØ░▓┼┼Ą─┐ŲīWąį║═┐╔ąąąį╝░║¾└m(x©┤)▄ćķgĮ©┴ó¤ołD╗»┤“Ž┬łįīŹĄ─╗∙ĄAĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.guhuozai8.cn/
▒Š╬─ś╦Ņ}Ż║ļx╔óą═ųŲįņ▄ćķgMESĄ─蹊┐╝░īŹ¼F
▒Š╬─ŠWųĘŻ║http://www.guhuozai8.cn/html/solutions/1401863211.html



▀xą═ųąą─")
¾w“×ųąą─")
«aŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")















