



ÜgėŁģó╝ėĄ┌╩«Č■ī├«a(ch©Żn)ŲĘäō(chu©żng)ą┬öĄ(sh©┤)ūų╗»ć°(gu©«)ļHĘÕĢ■(hu©¼) 12į┬1-2╚š ķL(zh©Żng)╔│
ą┬Į©╣ż╦ć┐©Ų¼
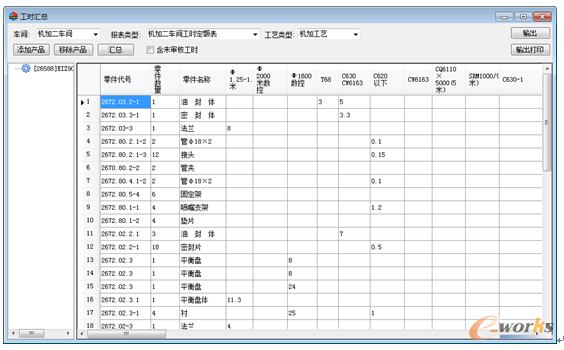
╣ż╦ćåTį┌«a(ch©Żn)ŲĘBOMī”(du©¼)æ¬(y©®ng)Ą─┴Ń▓┐╝■Ž┬Ż¼ą┬Į©╣ż╦ć┐©Ų¼Ż¼┐©Ų¼ŠÄųŲ║├║¾▀xō±“Öz╚ļ”▓ó╠ßĮ╗╣ż╦ć┴„│╠(╚ń╣¹╩Ūų«Ū░ŠÄųŲ═Ļ│╔▓óÖz╚ļĄ─┐©Ų¼Ż¼▒Š┤╬Ž┬▌d║¾ąĶꬎ╚“Öz│÷”║¾▓┼─▄ī”(du©¼)įō┐©Ų¼▀M(j©¼n)ąąą▐Ė─Ż¼ą▐Ė─═Ļ│╔║¾▀ĆąĶ“Öz╚ļ”)Ż¼╚ńłDŽ┬łD╦∙╩ŠŻ║

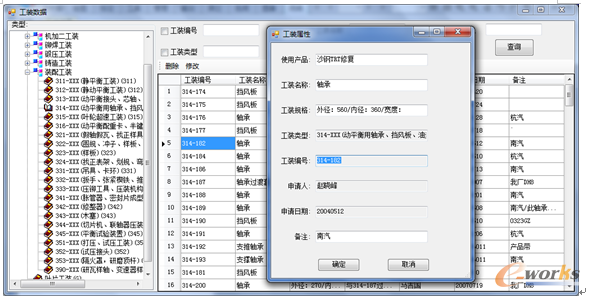
łD19 ą┬Į©╣ż╦ć┐©Ų¼

łD20 ╣ż╦ć┐©Ų¼ŠÄųŲ
Ųõųą╬─ūųī┘ąįŠÄ▌ŗģ^(q©▒)Ą─▓╦å╬╣”─▄Ż¼ų╗ėą«ö(d©Īng)ė├æ¶▀M(j©¼n)╚ļ┐©Ų¼ŠÄ▌ŗĄ─╬─ūų▌ö╚ļĀŅæB(t©żi)Ž┬Ż¼▓┼Ģ■(hu©¼)╝ż╗ŅĪŻ╣”─▄ŅÉ╦ŲofficeųąĄ─╬─ūųŠÄ▌ŗģ^(q©▒)╣”─▄Ż╗
┐©Ų¼ā╚(n©©i)╚▌Ė±╩Įš{(di©żo)š¹ģ^(q©▒)░³└©Ż║▒ĒĖ±ŠÄ▌ŗĪóČ■ŠS▒ĒĖ±ŠÄ▌ŗĄ─ŪąōQ╣”─▄Ż¼į÷╝ėĪóäh│²«ö(d©Īng)Ū░ĒōŻ¼▓Õ╚ļ╠ž╩ŌĘ¹╠¢(h©żo)Ż©│▀┤ń╣½▓ŅĪó▒Ē├µ┤ų▓┌Č╚Īóą╬╬╗╣½▓ŅĪó╔ŽŽ┬╬─ūųĪóś╦(bi©Īo)ėøĘ¹╠¢(h©żo)Īó╠ž╩ŌūųĘ¹ĪóŠžą╬╬─ūųĄ╚Ż®Ż¼▓Õ╚ļ╣ż╦ćĖĮłDŻ¼š¹└Ē╣żą“╠¢(h©żo)Īó’@╩Šļ[▓žś╦(bi©Īo)ėøŻ¼▓ķšę╠µōQĪóūįäė(d©░ng)į÷╝ė┐šąąĄ╚╣”─▄▓╦å╬ĪŻ
Įń├µ╣”─▄▓╦å╬š{(di©żo)š¹ģ^(q©▒)░³└©Ż║įO(sh©©)ų├«a(ch©Żn)ŲĘą┼ŽóŻ¼ļ[▓žĪó’@╩Š╣żū„ģ^(q©▒)Ą╚╣”─▄ĪŻ
į┌╣ż╦ć║å(ji©Żn)łDģ^(q©▒)ęĢłDŽ┬Ż¼▀xō±“└LłD”▓╦å╬Ż¼┐╔į┌║å(ji©Żn)łDģ^(q©▒)Ž┬╩╣ė├└LłD▓╦å╬Ž┬Ą─Ė„ŅÉ├³┴Ņ└LųŲłDą╬Ż©║═CADųąĄ─└LłD╣”─▄▓╦å╬ŅÉ╦ŲŻ®ĪŻ
╣żčbą┼Žó
╣ż╦ćåT▀M(j©¼n)ąą╣żčböĄ(sh©┤)ō■(j©┤)Ą─▓ķįāĪó╣żčb╔Ļšł(q©½ng)Īó╣żčbŠSūo(h©┤)Ą╚╣”─▄▓┘ū„Ż©╚ńŽ┬łD╦∙╩ŠŻ®Ż¼╣żčb╔Ļšł(q©½ng)Ģr(sh©¬)┐╔ūįäė(d©░ng)ŠÄ╠¢(h©żo)Ż¼╣żčbĄ─╔Ļšł(q©½ng)║═ŠSūo(h©┤)═©▀^▓╗═¼Ą─ÖÓ(qu©ón)Ž▐▀M(j©¼n)ąą┐žųŲĪŻ
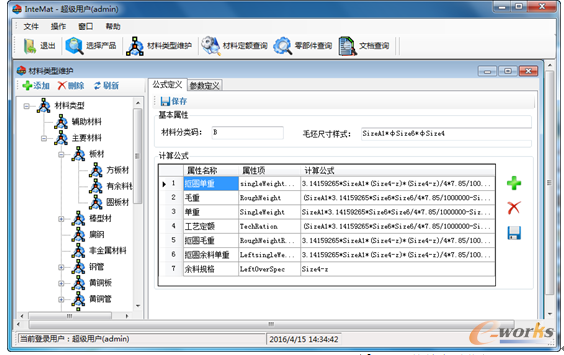
łD21 ╣żčböĄ(sh©┤)ō■(j©┤)ŠSūo(h©┤)
5.5 ▓─┴ŽČ©Ņ~╣▄└Ē
▓─┴ŽŅÉą═ŠSūo(h©┤)
▓─┴ŽŅÉą═ŠSūo(h©┤)ė├ė┌Č©┴x║═įO(sh©©)ų├Ė„ŅÉ▓─┴ŽĄ─ĘųŅÉ┤aĪó├½┼„│▀┤ńĖ±╩ĮĪóČ©┴xėŗ(j©¼)╦Ń╣½╩Į╝░╣½╩Į╔µ╝░Ą─Ė„éĆ(g©©)ģóöĄ(sh©┤)Č©┴xŻ¼╚ńŽ┬łD╦∙╩ŠŻ║
łD22 ▓─┴ŽŅÉą═ŠSūo(h©┤)
▓─┴ŽČ©Ņ~┼·┴┐ŠÄųŲ
Č©Ņ~åT╗∙ė┌╣ż╦ćBOM┼·┴┐ŠÄųŲŲõŽ┬╝ē(j©¬)┴Ń▓┐╝■Ż©īŻė├╝■ĪóÕæ╝■ĪóĶT╝■Ż®Ą─▓─┴ŽČ©Ņ~ą┼ŽóĪŻ╚ńŽ┬łD╦∙╩ŠŻ║
łD23 ┴Ń▓┐╝■▓─┴ŽČ©Ņ~┼·┴┐ŠÄųŲ
Č©Ņ~åT▀xō±▓─┴ŽŅÉäe▓ó▌ö╚ļŽÓæ¬(y©®ng)Ą─Ž┬┴Ž│▀┤ńĪóéõ╝■/┼„┴Ž╝■öĄ(sh©┤)║¾Ż¼ŽĄĮy(t©»ng)Ģ■(hu©¼)ūįäė(d©░ng)ĘųĮŌŽ┬┴Ž│▀┤ńųąĄ─ģóöĄ(sh©┤)ųĄŻ¼Ä¦╚ļūįČ©┴xĄ─ėŗ(j©¼)╦Ń╣½╩Įųąėŗ(j©¼)╦Ń│÷├½ųžĪóČ©Ņ~ųžĪóėÓ┴ŽųžĄ╚ą┼ŽóĪŻ
▓─┴ŽČ©Ņ~ģR┐é▌ö│÷
ŽĄĮy(t©»ng)ų¦│ų░┤ššŲ¾śI(y©©)╠ß╣®Ą──Ż░ÕĖ±╩ĮŻ¼īó«a(ch©Żn)ŲĘĄ─▓─┴ŽČ©Ņ~ą┼Žó░┤Įy(t©»ng)ėŗ(j©¼)ęÄ(gu©®)ät▀M(j©¼n)ąąūįäė(d©░ng)ģR┐é▓ó▌ö│÷ĪŻ
łD24 Č©Ņ~ģR┐é▌ö│÷
5.6 ╣żĢr(sh©¬)Č©Ņ~╣▄└Ē
Ąõą═╣żĢr(sh©¬)ŠSūo(h©┤)
╣żĢr(sh©¬)Č©Ņ~åT┐╔īó│Żė├Ą─Ąõą═┴Ń▓┐╝■║═Ąõą═╣ż╦ć▀M(j©¼n)ąą╝»ųą┤µĘ┼Ż¼ŠÄųŲ«a(ch©Żn)ŲĘĄ─╣żĢr(sh©¬)Č©Ņ~Ģr(sh©¬)┐╔ĘĮ▒Ńš{(di©żo)ė├Ąõą═╣ż╦ć╝░╣żĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)Ż¼╚ńŽ┬łD╦∙╩ŠŻ║

łD25 Ąõą═╣żĢr(sh©¬)ŠSūo(h©┤)
╣żĢr(sh©¬)ŠÄųŲ
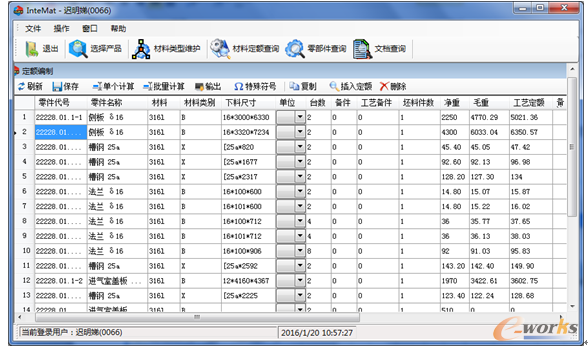
╣żĢr(sh©¬)Č©Ņ~åT░┤▄ćķg║═īŻśI(y©©)▓ó╗∙ė┌«a(ch©Żn)ŲĘ╣ż╦ćBOMŠÄųŲ╣żĢr(sh©¬)Č©Ņ~ą┼ŽóŻ¼Ųõųą┴Ń▓┐╝■Ą─╣żą“ą┼ŽóüĒį┤ė┌╣ż╦ć┐©Ż¼┐╔ūįäė(d©░ng)╠ß╚ĪĪŻ╣żĢr(sh©¬)ę▓┐╔Å═(f©┤)ė├Ąõą═╣ż╦ć║═Ųõ╦¹«a(ch©Żn)ŲĘŽ┬┴Ń▓┐╝■Ą─╣żĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)ĪŻ╚ńŽ┬łD╦∙╩ŠŻ║

łD26 ╣żĢr(sh©¬)Č©Ņ~ŠÄųŲ
╣żĢr(sh©¬)ģR┐é
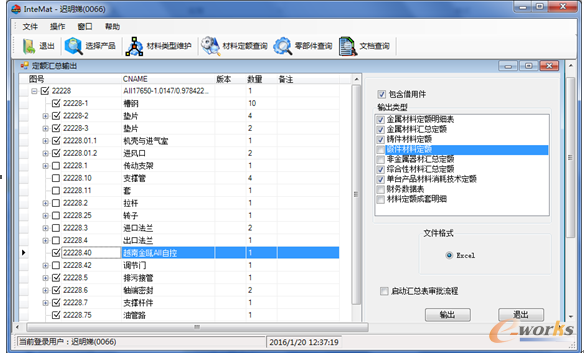
╣żĢr(sh©¬)Č©Ņ~åT═Ļ│╔«a(ch©Żn)ŲĘĄ─╣żĢr(sh©¬)ŠÄųŲ║¾Ż¼╗∙ė┌«a(ch©Żn)ŲĘBOMŻ¼▀M(j©¼n)ąą╣żĢr(sh©¬)öĄ(sh©┤)ō■(j©┤)Ą─ģR┐é║═Ė±╩Į╗»▌ö│÷ExcelĖ±╩ĮĪŻęį╝ė╣żįO(sh©©)éõ×ķųąą─Ż¼üĒĮy(t©»ng)ėŗ(j©¼)«a(ch©Żn)ŲĘ┴Ń▓┐╝■į┌Ė„éĆ(g©©)įO(sh©©)éõ╔ŽĘų┼õĄ─Ņ~Č©╣żĢr(sh©¬)ĪŻ
łD27 ╣żĢr(sh©¬)ģR┐é▌ö│÷
5.7 ╣ż╦ć╚²╗»╣▄└Ē
īŹ(sh©¬)¼F(xi©żn)┴╦Ļā╣─╚²╗»«a(ch©Żn)ŲĘ╣ż╦ćįO(sh©©)ėŗ(j©¼)┼c╣▄└ĒŻ¼╚²╗»«a(ch©Żn)ŲĘĄ─╣ż╦ćöĄ(sh©┤)ō■(j©┤)░³└©╣ż╦ć┬ĘŠĆĪóĖ„īŻśI(y©©)╣ż╦ć╬─╝■ĪóĄõą═╣ż╦ćĪó▓─┴ŽČ©Ņ~Īó╣żĢr(sh©¬)Č©Ņ~Ą╚Ż╗īŹ(sh©¬)¼F(xi©żn)╚²╗»«a(ch©Żn)ŲĘųąĖ„┴Ń▓┐╝■Ż©╬’┴Ž/┘Y┴Ž┤aŻ®┼c╚²╗»╣ż╦ćöĄ(sh©┤)ō■(j©┤)Ą─ė│╔õŻ╗īŹ(sh©¬)¼F(xi©żn)įO(sh©©)ėŗ(j©¼)BOMé„▀fĄĮ╣ż╦接Įy(t©»ng)║¾Ż¼Ė∙ō■(j©┤)ė│╔õĻP(gu©Īn)ŽĄŻ¼Š▀éõ─Ż║²▓ķįā╣”─▄Ż¼─▄═©▀^┴Ń▓┐╝■Ż©╬’┴Ž/┘Y┴Ž┤aŻ®┐ņ╦┘šęĄĮŽÓī”(du©¼)æ¬(y©®ng)Ą─╣ż╦ć╬─╝■┼c╣ż╦ćöĄ(sh©┤)ō■(j©┤)Ż╗īŹ(sh©¬)¼F(xi©żn)īó╚²╗»«a(ch©Żn)ŲĘĄ─╣ż╦ćĪó╣żčböĄ(sh©┤)ō■(j©┤)▌ö│÷│╔Ė„ĘNŅÉą═Ą─╣ż╦ćģR┐é▒ĒĪŻī”(du©¼)ęčėąĄ─å╬ÖC(j©®)╣ż╦ć╚²╗»╣ż╦ćöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąą▀węŲĪŻ
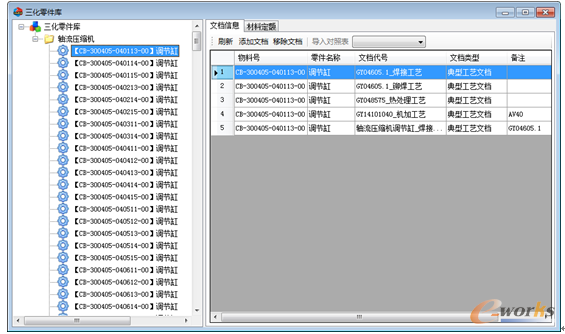
łD28 ╚²╗»┴Ń╝■Äņ(k©┤)
5.8 ╝»│╔╣▄└Ē
PLM╝»│╔
«ö(d©Īng)įO(sh©©)ėŗ(j©¼)╚╦åTį┌TeamCenter PLMŽĄĮy(t©»ng)ųą═Ļ│╔«a(ch©Żn)ŲĘłD╝ł?ji©Īn)O(sh©©)ėŗ(j©¼)īÅ┼·░l(f©Ī)▓╝║¾Ż¼═©▀^CAPPŽĄĮy(t©»ng)║═TCĄ─╝»│╔Įė┐┌ī¦(d©Żo)╚ļįO(sh©©)ėŗ(j©¼)BOMą╬│╔│§╩╝Ą─╣ż╦ćBOMĪŻ
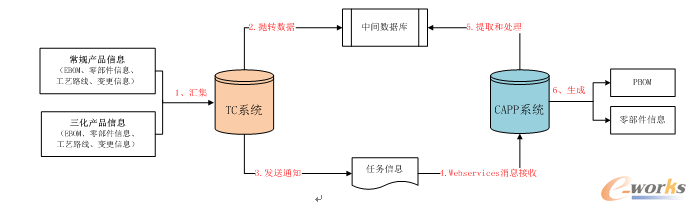
łD29 CAPP║═TC╝»│╔įŁ└ĒłD
(1)įO(sh©©)ėŗ(j©¼)åTį┌TCųą═Ļ│╔«a(ch©Żn)ŲĘ/┴Ń▓┐╝■Ą─EBOMĄ─░l(f©Ī)▓╝Ż¼╣ż╦ć┬ĘŠĆåTį┌TCųą═Ļ│╔EBOMŽ┬┴Ń▓┐╝■Ą─╣ż╦ć┬ĘŠĆą┼ŽóŠÄųŲ║═░l(f©Ī)▓╝ĪŻ
(2)ė╔TCīó░l(f©Ī)▓╝║¾Ą─įO(sh©©)ėŗ(j©¼)ĮY(ji©”)śŗ(g©░u)EBOMĪó┴Ń▓┐╝■ITEMĪó╣ż╦ć┬ĘŠĆą┼Žóīæ╚ļĄĮ╣▓═¼┤ŅĮ©Ą─ųąķgöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)ī”(du©¼)æ¬(y©®ng)Ą─öĄ(sh©┤)ō■(j©┤)▒ĒųąĪŻ
(3)TCŽ“ųąķg▒Ēé„▌ööĄ(sh©┤)ō■(j©┤)═Ļ«ģ║¾Ż¼╔·│╔╚╬äš(w©┤)Ą─═©ų¬ą┼ŽóŻ¼▓óš{(di©żo)ė├CAPPŽĄĮy(t©»ng)╠ß╣®Ą─webserviceĘ■äš(w©┤)Ż¼═©ų¬CAPP▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)Ą─╠ß╚ĪĪŻ
(4)CAPPŽĄĮy(t©»ng)ĮėĄĮwebserviceŽ¹Žó║¾Ż¼ūx╚Ī╚╬äš(w©┤)ą┼ŽóŻ¼ĮŌ╬÷│÷“╚╬äš(w©┤)ŠÄ╠¢(h©żo)”ĪŻ
(5)CAPPŽĄĮy(t©»ng)Ė∙ō■(j©┤)╚╬äš(w©┤)┼·┤╬╠¢(h©żo)ĄĮųąķg▒Ēūź╚Ī▒Š┤╬Æü▐D(zhu©Żn)Ą─įO(sh©©)ėŗ(j©¼)ĮY(ji©”)śŗ(g©░u)EBOMĪó┴Ń▓┐╝■ITEMĪó╣ż╦ć┬ĘŠĆą┼ŽóŻ¼Ęų╬÷╠Ä└Ē║¾īæ╚ļCAPP║¾┼_(t©ói)š²╩ĮöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)ĪŻ
łD30 CAPP║═TC╝»│╔╚╬äš(w©┤)ŪÕå╬
RTX╝»│╔
Ļā╣─ā╚(n©©i)▓┐▓╔ė├“vėŹ═©RTXīŹ(sh©¬)Ģr(sh©¬)═©ą┼ŲĮ┼_(t©ói)▀M(j©¼n)ąą╝╝ąg(sh©┤)Į╗┴„Ż¼╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)═©▀^š{(di©żo)ė├RTX╠ß╣®Ą─SDKČ■┤╬ķ_░l(f©Ī)Įė┐┌Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦╣ż╦ć╚╬äš(w©┤)ą┼Žó║═┴„│╠ą┼ŽóīŹ(sh©¬)Ģr(sh©¬)Ž“RTXĄ─═Ų╦═’@╩ŠĪŻ
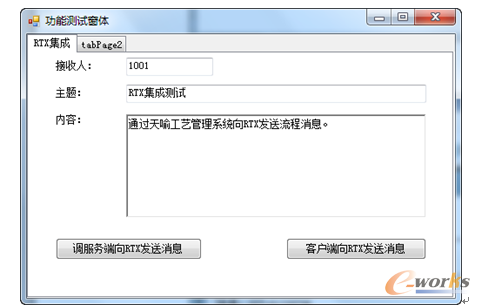
łD31 Ž“RTX═Ų╦═Ž¹Žó
ERP╝»│╔
SGRPŽĄĮy(t©»ng)Ż©Ļā╣─┘Yį┤ėŗ(j©¼)äØą┼ŽóŽĄĮy(t©»ng)Ż®ė├ė┌╣▄└ĒŲ¾śI(y©©)║Ž═¼ą┼ŽóĪóĮø(j©®ng)ĀI(y©¬ng)ėŗ(j©¼)äØĪó╣®æ¬(y©®ng)╔╠ą┼ŽóĪó┐ā(j©®)ą¦╣▄└ĒĪó╬’┴„śI(y©©)äš(w©┤)Ą╚ĪŻCAPPŽĄĮy(t©»ng)ų„ꬎ“SGRPŽĄĮy(t©»ng)╠ß╣®«a(ch©Żn)ŲĘ╣ż╦ćBOM╝░▓─┴ŽČ©Ņ~Ą╚ą┼ŽóŻ¼▓ó▌ö│÷ųąķg▒Ē╣®SGRPš{(di©żo)ė├ĪŻ
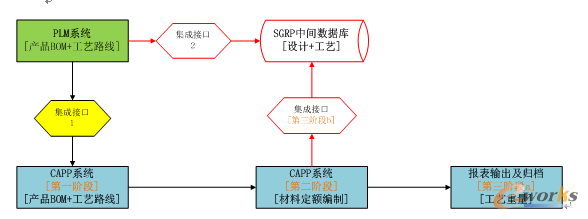
łD32 SGRP╝»│╔┬ĘŠĆ
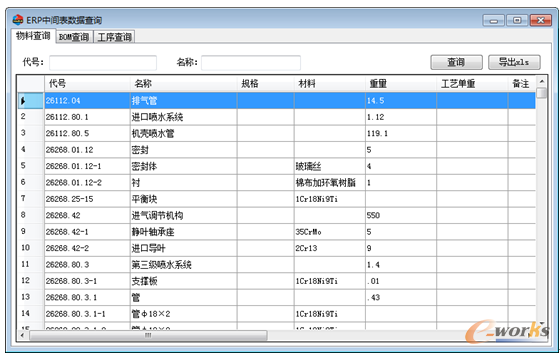
łD33 SGRP╝»│╔ųąķgöĄ(sh©┤)ō■(j©┤)
MDM╝»│╔
Ļā╣─┤ŅĮ©┴╦¬Ü(d©▓)┴óĄ─MDMų„öĄ(sh©┤)ō■(j©┤)ŽĄĮy(t©»ng)Ż¼╣żčbĪó▓─┴ŽĄ╚╣ż╦ć┘Yį┤║═ŠÄ┤aīóų▓Į╝{╚ļMDM▀M(j©¼n)ąąĮy(t©»ng)ę╗╣▄└ĒĪŻę“┤╦CAPPŽĄĮy(t©»ng)Ą─▓┐Ęų╣ż╦ć┘Yį┤ąĶę¬Å─MDMųą½@╚ĪĪŻ
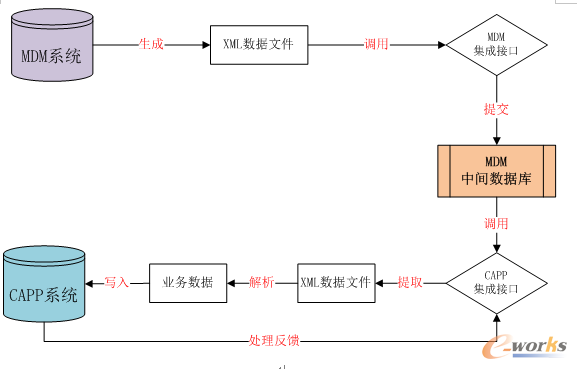
łD34 MDM╝»│╔╝╝ąg(sh©┤)┬ĘŠĆ
5.9 Üv╩ĘöĄ(sh©┤)ō■(j©┤)▀węŲ
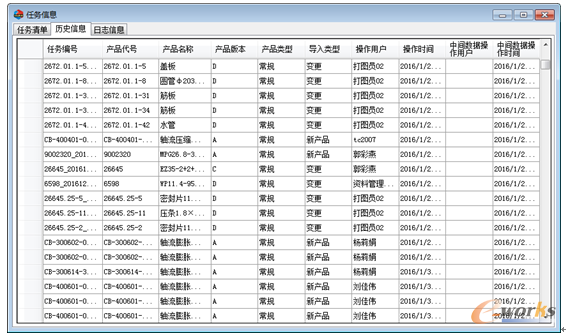
Ļā╣─įńį┌2008─ĻīŹ(sh©¬)╩®┴╦CAXA╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)Ż¼Į³─ĻüĒŽĄĮy(t©»ng)│÷¼F(xi©żn)┴╦▌^ČÓ▓╗ĘĆ(w©¦n)Č©║═▀\(y©┤n)ąą╦┘Č╚┬²ŽÓĻP(gu©Īn)Ą─å¢Ņ}Ż¼ČÓ─ĻüĒ└ŽŽĄĮy(t©»ng)ųąĘe└█┴╦Ų¾śI(y©©)┤¾┴┐Ą─╣ż╦ćÜv╩ĘöĄ(sh©┤)ō■(j©┤)║═┘Yį┤Ż¼ą┬ŽĄĮy(t©»ng)Ą─┤ŅĮ©▒žĒÜé„│ą║═▒Ż┴¶▀@ą®Üv╩ĘöĄ(sh©┤)ō■(j©┤)Ż¼īóüĒį┌ą┬Ą─╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ųąąĶę¬ī”(du©¼)Üv╩ĘöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąą▓ķįā║═ĮĶė├ĪŻ
═©▀^ī”(du©¼)CAXAŽĄĮy(t©»ng)Ą─╔Ņ╚ļĘų╬÷ęį╝░ī”(du©¼)Ų¾śI(y©©)śI(y©©)äš(w©┤)Ą─Üw╝{š¹└ĒŻ¼īóąĶę¬▀węŲĄ─╣ż╦ćÜv╩ĘöĄ(sh©┤)ō■(j©┤)Ęų×ķ“ė├æ¶╣ż╠¢(h©żo)”“«a(ch©Żn)ŲĘą┼Žó”“┴Ń╝■ą┼Žó”“«a(ch©Żn)ŲĘBOM”“╬─Öną┼Žó”“╣ż╦ć╬─╝■”Īó“▓─┴ŽČ©Ņ~”Īó“╣żĢr(sh©¬)Č©Ņ~”▀@ÄūéĆ(g©©)▓┐ĘųĪŻŲõųą╣ż╦ć╬─╝■═©▀^FTPĘĮ╩Įé„▌ö┤µį┌Ę■äš(w©┤)Ų„Ą─öĄ(sh©┤)ō■(j©┤)é}(c©Īng)ųąŻ¼Ųõ╦¹öĄ(sh©┤)ō■(j©┤)Š∙▒Ż┤µį┌oracleöĄ(sh©┤)ō■(j©┤)Äņ(k©┤)ųąĪŻ
öĄ(sh©┤)ō■(j©┤)Äņ(k©┤)öĄ(sh©┤)ō■(j©┤)▀węŲ

łD35 Üv╩ĘöĄ(sh©┤)ō■(j©┤)▀węŲ╝╝ąg(sh©┤)┬ĘŠĆ
╣ż╦ć┐©Ų¼Ą─▀węŲ
CXP╣ż╦ć┐©▐D(zhu©Żn)ōQ│╔TYC╣ż╦ć┐©Ą─▀^│╠Ęų×ķā╔▓┐ĘųŻ║a.╣ż╦ć┐©Ų¼ųą╬─ūųą┼ŽóĄ─▐D(zhu©Żn)ōQŻ╗b.╣ż╦ć┐©Ų¼ųą╣ż╦ć║å(ji©Żn)łDĄ─▐D(zhu©Żn)ōQĪŻ
6 īŹ(sh©¬)╩®ą¦╣¹
Ļā╣─CAPP╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)ĒŚ(xi©żng)─┐į┌ļpĘĮŅI(l©½ng)ī¦(d©Żo)Ą─┤¾┴”ų¦│ų║═ĒŚ(xi©żng)─┐ĮMĄ─╣▓═¼┼¼┴”Ž┬Ż¼═©▀^“┐é¾węÄ(gu©®)äØŻ¼Ęų▓ĮīŹ(sh©¬)╩®”Ą─▓▀┬įŻ¼Ž╚║¾═Ļ│╔┴╦ąĶŪ¾Ęų╬÷ĪóöĄ(sh©┤)ō■(j©┤)ęÄ(gu©®)ĘČĪó║╦ą─śI(y©©)äš(w©┤)┴„│╠╩ß└ĒĪóŽĄĮy(t©»ng)ĘĮ░ĖįO(sh©©)ėŗ(j©¼)ĪóČ©ųŲķ_░l(f©Ī)Ą╚╣żū„Ż¼ūŅĮKÜvĢr(sh©¬)Į³9éĆ(g©©)į┬═Ļ│╔┴╦ŽĄĮy(t©»ng)Ą─īŹ(sh©¬)╩®Īóą┬┼fŽĄĮy(t©»ng)ŪąōQĪóš¹¾w╔ŽŠĆ▀\(y©┤n)ąą╣żū„╝░ĒŚ(xi©żng)─┐“×(y©żn)╩š╣żū„Ż¼▀_(d©ó)ĄĮ┴╦║Ž═¼ę¬Ū¾Ą─ĒŚ(xi©żng)─┐─┐ś╦(bi©Īo)ĪŻ─┐Ū░ŽĄĮy(t©»ng)š¹¾w▀\(y©┤n)ąąĘĆ(w©¦n)Č©┴╝║├Ż¼ą┬╣ż╦ć╣▄└ĒŽĄĮy(t©»ng)│╔×ķĻā╣─╣ż╦ć▓┐╝╝ąg(sh©┤)╚╦åT╚š│Ż╣żū„▓╗┐╔╚▒Ą─śI(y©©)äš(w©┤)╣żŠ▀Ż¼Ą├ĄĮŲ¾śI(y©©)žō(f©┤)ž¤(z©”)╚╦Ą─Ė▀Č╚šJ(r©©n)┐╔ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.guhuozai8.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║2016«a(ch©Żn)ŲĘäō(chu©żng)ą┬öĄ(sh©┤)ūų╗»š„╬─Ż║Ļā╣─CAPPĒŚ(xi©żng)─┐īŹ(sh©¬)╩®░Ė└²Ż©Č■Ż®
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.guhuozai8.cn/html/solutions/14019320888.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")















